1
Изобретение касается технологии изготовления сит из металлической проволоки и может найти широкое применение при изготовлении оборудозапия для рассева сыпучих материалов.
ИзвестеУ способ изготовления иделевидны.х сит в форме тел вращения путем навивки на шаблон-онравку проволоки клиновидного сечения с периодическими дистанциоииымн выст)нам11, равными ширине шели, с последуюшим креплением ребер жесткости 1.
Однако известный способ не нашел широкого применения из-за сложности процесса получения проволоки клиновидного сечения с выступами, так как для каждого типоразмера сита (по шнри1 е щели) требуется своя высота днстанциоиного выступа. Кроме того, крепления ребер жесткости сваркой позволяет использовать известный способ только при изготовлении сит из углеродистой етали.
Известен также способ изготовления цилиндрических сит путем навивки проволоки на цилиндрическую основу (оправку) в виде ряда параллельно установленных стержней и последующего крепления витков к стержням преимущественно сваркой 2.
Однако этот способ также имеет существенные недостатки, обусловленные сложностью перехода на изготовление сит различных типоразмеров, ограниченностью области использовання вследствие ограниченности используемого метода крепления витков к стержням и стержней между собой.
Цель иредлагаемого изобретения - упрощение тех1юлогии изготовления сит преимущественно из высокоуглеродистых сталей и обеспечение возможностп регулирования ширины щели.
Это доетигаетея тем, что иеред навивкой проволоки на цилиндрическую оправку на последней устанавливают с заданным шагом параллельно друг другу и оси оправки цилиндрические еппрали, затем навивают проволоку на оправку, пропуская ее между витками упомянутых спиралей, а в качестве ребер жесткости нсиользуют стяжные элементы, которые после оконча1 ия навивки пропускают через параллельно установленные спирали.
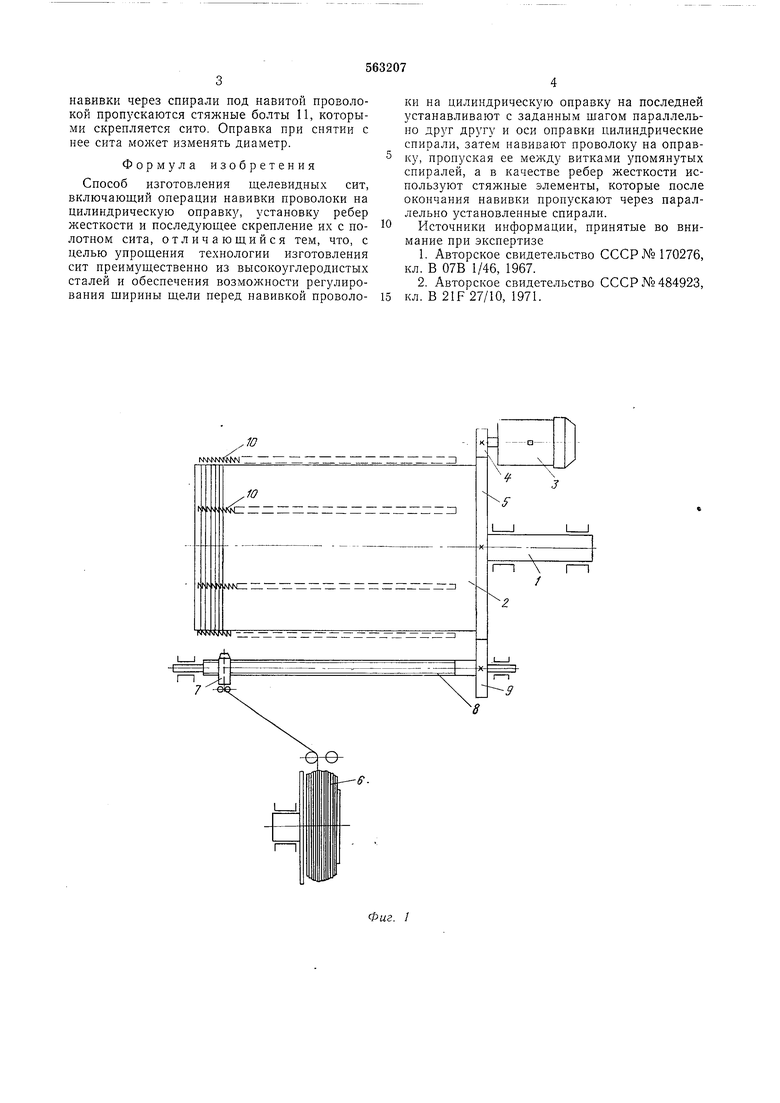
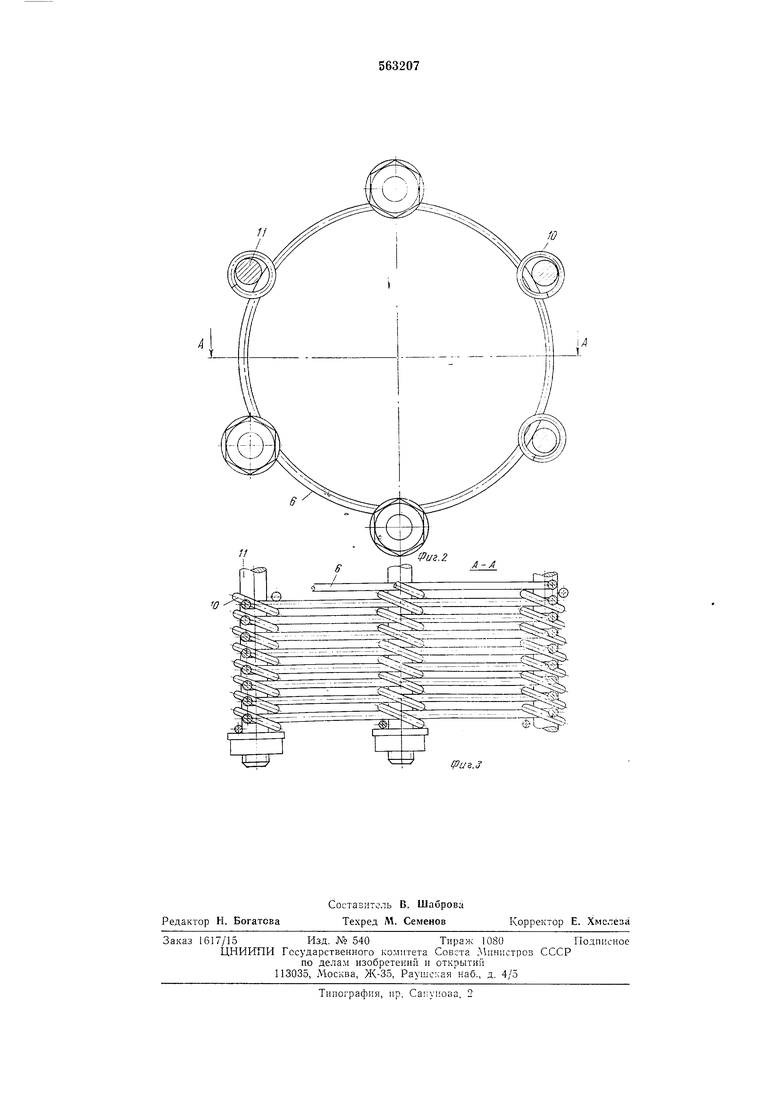
На фиг. 1 представлена схема установки для получения предлагаемых сит; на фиг. 2 - представлено полученное сито; на фиг. 3 - то же, разрез по А-А на фиг. 2.
На валу 1 конеольно закреплена оправка 2, приводимая во вращение электродвигателем 3 через зубчатую пару 4, 5. Навиваемая проволока 6 с помощью делительного устройства 7, приводимого в движение винтом 8 от зубчатой пары 2, 9, направляется между витками спиралей 10, раеиоложенных по периметру оправки параллельно ее оси. После окончания
навивки через спирали под навитор проволокой пропускаются стяжные болты II, которыми скрепляется сито. Оправка при снятии с нее сита может изменять диаметр.
Формула изобретения
Способ изготовления щелевидных сит, включающий операции навивки проволоки на цилиндрическую оправку, установку ребер жесткости и последующее скрепление их с полотном сита, отличающийся тем, что, с целью упрощения технологии изготовления сит преимущественно из высокоуглеродистых сталей и обеспечения возмол ности регулирования ширины щели перед навивкой проволоки на цилиндрическую оправку на последней устанавливают с заданным щагом параллельно друг другу и оси оправки цилиндрические спирали, затем навивают проволоку на оправку, пропуская ее между витками упомянутых спиралей, а в качестве ребер жесткости используют стяжные элементы, которые после окончания навивки пропускают через параллельно установленные спирали.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР №170276, кл. В 07В 1/46, 1967.
2.Авторское свидетельство СССР №484923, кл. В 21F 27/10, 1971.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЩЕЛЕВОГО СИТА - ТЕЛА ВРАЩЕНИЯ | 1993 |
|
RU2067907C1 |
| Способ изготовления щелевого сита-тела вращения | 1990 |
|
SU1756003A1 |
| Способ изготовления щелевого сита | 1990 |
|
SU1756002A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЩЕЛЕВЫХ СИТ-ТЕЛ ВРАЩЕНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2074782C1 |
| УСТРОЙСТВО ФОРМИРОВАНИЯ СПИРАЛИ | 2004 |
|
RU2257978C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЩЕЛЕВЫХ СИТ-ТЕЛ ВРАЩЕНИЯ | 1992 |
|
RU2053040C1 |
| УСТРОЙСТВО ФОРМИРОВАНИЯ СПИРАЛИ | 2004 |
|
RU2257977C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЩЕЛЕВЫХ СИТ-ТЕЛ ВРАЩЕНИЯ | 1991 |
|
RU2092265C1 |
| Устройство для изготовления армокаркасов негабаритных напорных водоводов | 1984 |
|
SU1202672A1 |
| Способ изготовления щелевого сита, имеющего форму тела вращения | 1990 |
|
SU1706769A1 |
.Ю
wen:
/
//
Ю
tPus.J
