Изобретение относится к поверхностной обработке металлов, а именно к химической обработке поверхности металлов, в частности к фосфатированию, и может быть использовано для защиты черных металлов и сплавов от коррозии.
Трубы, вентканалы, кровельные металлические покрытия и элементы, кузова и детали автомобилей, изделия из электротехнической стали и иные изделия и поверхности из черных металлов, которые под воздействием внешней среды, масел и органических растворителей подвергаются сильной коррозии, покрывают защитными покрытиями на основе олова, цинка и др. элементов, наносимых гальваническим, дробеструйным способами, окунанием в расплавы.
В частности, при добыче нефти из скважины для питания привода погружных насосов используют электрический бронированный кабель. Учитывая агрессивную среду скважин, броня кабеля должна обладать высокой коррозионной стойкостью. Это требование выполняют, применяя при изготовлении кабеля холоднокатаную стальную ленту с защитным покрытием. Широкое применение в кабельной промышленности имеет холоднокатаная лента и проволока с цинковым покрытием, наносимым гальваническим способом. В нефти содержится большое количество различных масел, органических растворителей и иных высоко агрессивных веществ, под воздействием которых оксидное цинковое покрытие довольно быстро разрушается, бронированная оболочка кабеля коррозирует, что приводит к замене кабеля и остановке скважины.
Во всех этих случаях требуются дорогостоящие дефицитные материалы при неудовлетворительной коррозионной стойкости получаемого покрытия.
Известен способ нанесения на черные металлы и сплавы фосфатных покрытий, обладающих более высокими защитными свойствами, чем оксидные покрытия. Повышение защитной способности покрытия достигается пропиткой его минеральными маслами и консистентными смазками. [Грилихес С.Я. "Оксидные и фосфатные покрытия металлов" Изд. 4-е доп. и перер. Л., Машиностроение. Ленинградское отд. 1978, с. 14-16, 84, 85].
В известном способе стойкость фосфатного защитного покрытия в большой степени определяется оборудованием, режимами подготовки поверхности металла перед нанесением покрытия, составом соответствующих растворов и смазок. Стойкость получаемых покрытий выше, чем гальванических оксидных покрытий, но недостаточна для их использования в высоко агрессивных средах, например в нефтяных скважинах.
Наиболее близким по технической сущности и достигаемому результату является способ получения коррозионностойкого покрытия на холоднокатаной ленте черного металла, включающий операции: обезжиривание, промывку холодной водой, фосфатирование, промывку горячей водой, сушку и последующую пропитку покрытия [SU Авторское свидетельство N 1520145 МПК6 С 23 С 22/14, опубл. 1989 г.]
Способ характеризуется применением сложного по составу компонентов фосфатирующего раствора, наличием герметичного оборудования для возможности создания избыточного давления, малой производительностью и недостаточной стойкостью.
Задачей изобретения является создание относительно простого способа получения коррозионностойкого покрытия, обеспечивающего работу изделий из черных металлов и сплавов в условиях агрессивных сред.
Желательный технический результат - повышение коррозионной стойкости.
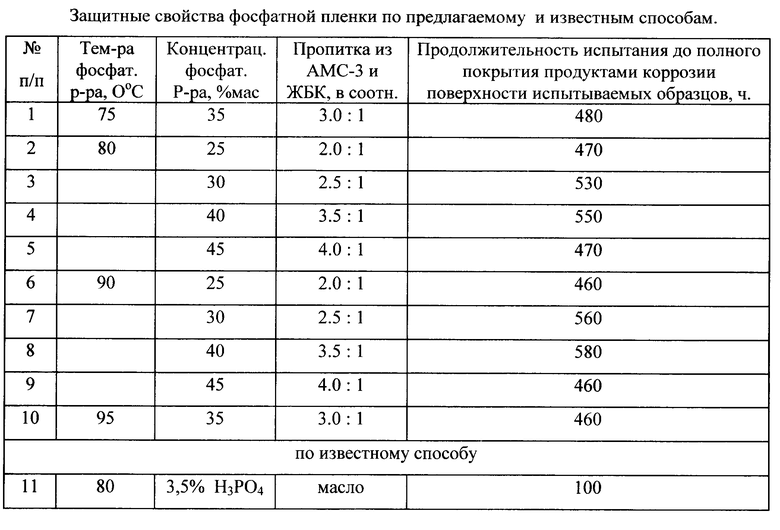
Технический результат достигается тем, что в известном способе получения коррозионностойкого покрытия на изделиях из черных металлов и сплавов, предусматривающем операции: обезжиривание, промывку холодной водой, фосфатирование, промывку горячей водой, сушку и последующую пропитку покрытия, по изобретению фосфатирование осуществляют 30-40%-ным раствором монофосфата цинка при температуре 80-90oC, а пропитку покрытия осуществляют смесью из ингибиторной смазки и жидкой консервационной смазки, взятых в соотношении (2,5-3,5): 1 при температуре 60-90oC. По изобретению изделие перед фосфатированием можно травить в 20%-ном растворе серной кислоты с последующей промывкой в холодной, а затем в горячей воде. Изделие перед пропиткой покрытия можно пассивировать. В качестве смазок целесообразно выбирать ингибиторную смазку АМС-З, а жидкой консервационной смазки - смазку типа ЖКБ.
Сущность изобретения основана на том, что для получения качественного фосфатного покрытия, пригодного для работы изделий из черных металлов и сплавов в условиях агрессивных сред, целесообразно использовать 30-40%-ный раствор монофосфата цинка при температуре 70-90oC в сочетании с пропиткой покрытия смесью из ингибиторной смазки и жидкой консервационной смазки взятой в соотношении (2,5-3,5):1 при температуре 60-90oC. Выбор 30-40%-ного раствора монофосфата цинка обусловлен тем, что по защитной способности формируемые им защитные пленки не уступают пленкам, полученным при использовании раствора комплексного препарата "мажеф". Получаемые при этом фосфатные покрытия обладают достаточной толщиной, прочностью и пористостью, позволяющей хорошо пропитывать его жидкотекучими смазками. Наибольшее повышение защитной способности покрытия достигается его пропиткой с применением ингибированных масел или смазок. По изобретению используют ингибированную смазку АМС-З и жидкую консервационную смазку типа ЖКБ в соотношении (2,5-3,5): 1, что позволяет получить пропиточную массу необходимой консистенции при температуре 60-90oC с заданными свойствами. Для лучшей подготовки поверхности перед нанесением покрытия по изобретению изделие можно травить в 20%-ном растворе серной кислоты с последующей промывкой в холодной, а затем в горячей воде. Повышение концентрации в растворе серной кислоты нежелательно из-за образования крупнокристаллической структуры покрытия, а уменьшение не позволяет достаточно хорошо подготовить грязную поверхность. Изделие перед пропиткой покрытия можно пассивировать. Для этой цели можно использовать растворы хозяйственного мыла, мало концентрированные растворы натриевых и иных солей.
Опыты по нанесению покрытия проводились на агрегате непрерывного действия, оборудованного ваннами, сушильной камерой, тянущими приспособлениями и сматывающим устройством. Скорость обработки 6 м/мин.
Пример
Для нанесения покрытия была использована холоднокатаная лента из стали 0,8 КП (ГОСТ 9054-70) толщиной 0,5 мм, шириной 20 мм.
Исходную ленту разматывали, обезжиривали в 20%-ном растворе серной кислоты при температуре 60oC, промывали в холодной воде, а затем пропускали через 40%-ный раствор монофосфата цинка при температуре 80oC, промывали в горячей воде и сушили при температуре 200oC, нанесенное покрытие пропитывали смесью ингибиторной смазки АМС-З и жидкой консервационной смазки ЖКБ, взятых в соотношении 3,5:1, при температуре 60oC. Готовую ленту сматывали в рулоны и упаковывали.
Образцы ленты с нанесенным покрытием испытывались в лабораторных условиях на определение коррозионной стойкости. Аналогичные опыты проводились по технологии прототипа. Испытание проводилось обрызгиванием 3%-ным раствором NaCl.
Использование дополнительных операций: травления в растворе 20%-ной серной кислоты при температуре 50-60oC с последующей промывкой в холодной, а затем в горячей воде перед обработкой монофосфатом цинка, а также операции пассивирования в мыльном растворе значительного влияния на качество покрытия не оказывают.
Использование изобретения позволяет повысить коррозионную стойкость по отношению к прототипу в 4,5-5 раз при сохранении ударной прочности и влагостойкости, что создает условия успешного использования покрытия для работы в агрессивных средах.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОМПОЗИЦИЯ И СПОСОБЫ ПОЛУЧЕНИЯ ФОСФАТНЫХ И ХРОМОВЫХ ПОКРЫТИЙ С ЕЕ ИСПОЛЬЗОВАНИЕМ | 2001 |
|
RU2209857C1 |
| СПОСОБ ПОДГОТОВКИ ВЫСОКОПРОЧНЫХ МЕТИЗОВ ДЛЯ МОНТАЖА КРУПНОГАБАРИТНЫХ КОНСТРУКЦИЙ И ИНГИБИРУЮЩИЙ СОСТАВ ДЛЯ ИХ ОБРАБОТКИ | 2007 |
|
RU2354748C2 |
| СПОСОБ ПОДГОТОВКИ ПОВЕРХНОСТИ ПРОВОЛОКИ ПЕРЕД СУХИМ ВОЛОЧЕНИЕМ | 1999 |
|
RU2170285C2 |
| Способ изготовления металлических изделий | 1980 |
|
SU1165527A1 |
| СПОСОБ МЕДНЕНИЯ ПРОВОЛОКИ | 1997 |
|
RU2113539C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТОНКОГО ИНГИБИРУЮЩЕГО КОРРОЗИЮ ПОКРЫТИЯ НА МЕТАЛЛИЧЕСКОЙ ПОВЕРХНОСТИ | 2003 |
|
RU2358035C2 |
| Раствор фосфатирования низколегированных сталей | 1982 |
|
SU1076494A1 |
| СПОСОБ ПОЛУЧЕНИЯ ФОСФАТНОГО ПОКРЫТИЯ | 2007 |
|
RU2365675C2 |
| СОСТАВ ДЛЯ ОЧИСТКИ МЕТАЛЛИЧЕСКОЙ ПОВЕРХНОСТИ | 1992 |
|
RU2009192C1 |
| СПОСОБ ПОЛУЧЕНИЯ АКТИВАТОРА ДЛЯ МАРГАНЕЦФОСФАТИРОВАНИЯ МЕТАЛЛИЧЕСКИХ ПОВЕРХНОСТЕЙ | 1998 |
|
RU2138439C1 |
Изобретение относится к поверхностной обработке металлов, а именно к химической обработке металлов, в частности к фосфатированию, и может быть использовано для защиты изделий из черных металлов и сплавов от коррозии. Для получения коррозионностойкого покрытия на изделиях из черных металлов и их сплавов после операций обезжиривания, промывки холодной водой осуществляют фосфатирование 30 - 40%-ным раствором монофосфата цинка при температуре 80 - 90oC, промывание горячей водой, сушку и пропитку покрытия смесью из ингибиторной смазки АМС-3 и жидкой консервационной смазки типа ЖКБ, взятых в соотношении (2,5 - 3,5):1 при температуре 60 - 90oC. Изделие перед фосфатированием допускается травить в 20%-ном растворе серной кислоты, после чего ее промывают в холодной, а затем в горячей воде. Изделие перед пропиткой покрытия можно пассивировать. Использование изобретения позволяет повысить коррозионную стойкость покрытия в 4,5 - 5 раз при сохранении ударной прочности и влагостойкости, что создает условия успешного использования изделий из холоднокатаной стали с покрытием для работы в агрессивных средах. 3 э.п.ф-лы, 1 табл.
| Раствор для фосфатирования металлической поверхности | 1988 |
|
SU1520145A1 |
| US 5472523 A, 05.12.95 | |||
| ЦЕНТРОБЕЖНЫЙ СЕПАРАТОР | 2000 |
|
RU2169620C1 |
| DE 4333894 C1, 09.02.95 | |||
| СПОСОБ ЗАЩИТЫ ИЗДЕЛИЙ ОТ КОРРОЗИИ | 0 |
|
SU198087A1 |
| EP 0587543 A2, 16.03.94. | |||
