Изобретение относится к области металлургического машиностроения, а более конкретно к устройствам, предназначенным для осуществления быстрых и точных изменений межвалкового зазора как в процессе прокатки, так и в паузах по сигналам, поступающим от системы автоматического регулирования толщины полосы или с пульта управления станом.
Известна система управления нажимным устройством прокатного стана, содержащая шаговый электродвигатель, шестеренную передачу, винтовую передачу, ползун, рычаг и дросселирующий гидрораспределитель (I).
Основным недостатком данной системы является недостаточная точность позиционирования, обусловленная наличием шариковых опор, вызывающих дополнительные радиальные нагрузки и тем самым деформацию рычага. Кроме того, наличие шестеренной передачи приводит к дополнительным погрешностям в цепи обратной связи.
Наиболее близким аналогом является система управления нажимным устройством прокатного стана, содержащая шаговый электродвигатель, выходной вал которого связан с ходовым винтом винтовой передачи, гайка которой встроена в ползун, перемещающийся относительно корпуса и связанный двуплечим рычагом обратной связи с золотником дросселирующего гидрораспределителя, имеющим пружину (2).
Основными недостатками прототипа являются следующие: применение шариковых и цилиндрических опор при повороте и при смещении рычага ведет к дополнительным радиальным нагрузкам, вызывающим деформации в рычаге, что снижает точность позиционирования системы, наличие двух подшипников в качестве опор рычага обуславливает люфты в цепи обратной связи, наличие шестеренной передачи ведет к дополнительным погрешностям в цепи управления.
Технической задачей изобретения является повышение точности позиционирования и надежности системы, что достигается за счет исключения радиальных нагрузок, дополнительных сил трения, вызывающих деформацию в рычаге, а также фиксацию от проворота ползуна при реверсе электродвигателя.
Сущность изобретения заключается в том, что в системе управления нажимным устройством прокатного стана, содержащей шаговый электродвигатель, выходной вал которого связан с ходовым винтом винтовой передачи, гайка которой встроена в ползун, перемещающийся относительно корпуса и связанный двуплечим рычагом обратной связи с золотником дросселирующего гидрораспределителя, имеющим пружину, двуплечий рычаг обратной связи снабжен призматическими опорами для связи с золотником гидрораспределителя и с ползуном, а последний установлен на двух дополнительно размещенных в корпусе параллельных направляющих.
На чертеже изображена схема системы управления нажимным устройством прокатного стана.
Система управления нажимным устройством прокатного стана содержит шаговый электродвигатель 1, выходной вал которого через сильфонную муфту 2 связан с ходовым винтом 3 передачи винт 3 - гайка 4.
Передача включает в себя ползун 5 с встроенной гайкой 4. Ползун 5 направлен в корпусе гидравлического нажимного устройства с помощью двух направляющих 6, 7 и перемещается относительно корпуса в определенном диапазоне. Перемещение ползуна 5 передается через двуплечий рычаг 8 обратной связи на золотник дросселирующего гидрораспределителя 9, закрепленного на распределительной плите (на чертеже не показана). Двуплечий рычаг 8 связывает ползун 5 с золотником гидрораспределителя 9 через призматические опоры 10, 11, 12.
Система управления нажимным устройством работает следующим образом.
При отработке сигнала управления, подаваемого на шаговый электродвигатель 1, вращение его вала передается через сильфонную муфту 2 на ходовой винт 3 передачи винт - гайка 3 - 4, которая преобразует вращательное движение ходового винта 3 в поступательное перемещение ползуна 5. При перемещении ползуна 5 рычаг 8, связанный с ползуном 5 и с дросселирующим гидрораспределителем 9 через призматические опоры 10, 11, 12, поворачивается, и золотник дросселирующего гидрораспределителя 9 под действием своей пружины смещается от среднего положения. Силовое воздействие от ползуна 5 на рычаг 8 и от рычага 8 на золотник 9 передается посредством призматических опор 10, 11, 12. В зависимости от того, в какую сторону движется ползун 5, напорная дросселирующая щель гидрораспределителя 9 либо открывается и рабочая жидкость под давлением поступает в нижнюю полость гидроцилиндра 13, либо, наоборот, идет на слив в гидробак (на чертеже не показан). Таким образом, поршень гидроцилиндра 13 движется либо верх, либо вниз.
После отработки сигнала управления шаговым двигателем поршень перемещается до тех пор, пока золотник гидрораспределителя 9 не займет свое среднее положение.
Заявленная система управления нажимным устройством повышает надежность работы нажимного устройства и точность его позиционирования путем устранения люфтов в цепи обратной связи и устранения деформаций ее элементов.
Источники информации:
2. Филатов А.С. и др. "Автоматические системы стабилизации толщины полос при прокатке", М., Металлургия, 1982, с.126, фиг. 85.
2. US, патент 4920858, М. кл. F 15 B 9/10, 1970.
| название | год | авторы | номер документа |
|---|---|---|---|
| СИСТЕМА УПРАВЛЕНИЯ НАЖИМНЫМ УСТРОЙСТВОМ ПРОКАТНОГО СТАНА | 1994 |
|
RU2124405C1 |
| ГИДРОСИСТЕМА УПРАВЛЕНИЯ НАЖИМНЫМ УСТРОЙСТВОМ КЛЕТИ ПРОКАТНОГО СТАНА | 2008 |
|
RU2381851C1 |
| Линейный гидроусилитель | 1991 |
|
SU1778374A1 |
| Гидравлическое нажимное устройство прокатной клети | 1986 |
|
SU1319959A1 |
| Гидравлический дозатор | 1988 |
|
SU1590696A1 |
| Нажимная система кольцепрокатного стана | 1989 |
|
SU1697954A1 |
| РАБОЧАЯ КЛЕТЬ ПРОКАТНОГО СТАНА | 1997 |
|
RU2111806C1 |
| Гидравлический шаговый привод | 1990 |
|
SU1781469A1 |
| ГИДРАВЛИЧЕСКОЕ НАЖИМНОЕ УСТРОЙСТВО ПРОКАТНОГОСТАНА | 1968 |
|
SU212960A1 |
| Машина для правки круглого проката | 1988 |
|
SU1551442A1 |
Система управления предназначена для металлургического машиностроения. Система управления содержит шаговый электродвигатель, связанный с винтом винтовой передачи, гайка которой встроена в ползун, связанный поворотным рычагом обратной связи с подпружиненными золотником дросселирующего гидрораспределителя, рычаг снабжен призматическими опорами для взаимодействия с золотником гидрораспределителя и с ползуном, а последний снабжен двумя параллельными продольными направляющими, установленными в корпусе нажимного устройства. Система управления повышает надежность работы нажимного устройства и точность его позиционирования. 1 ил.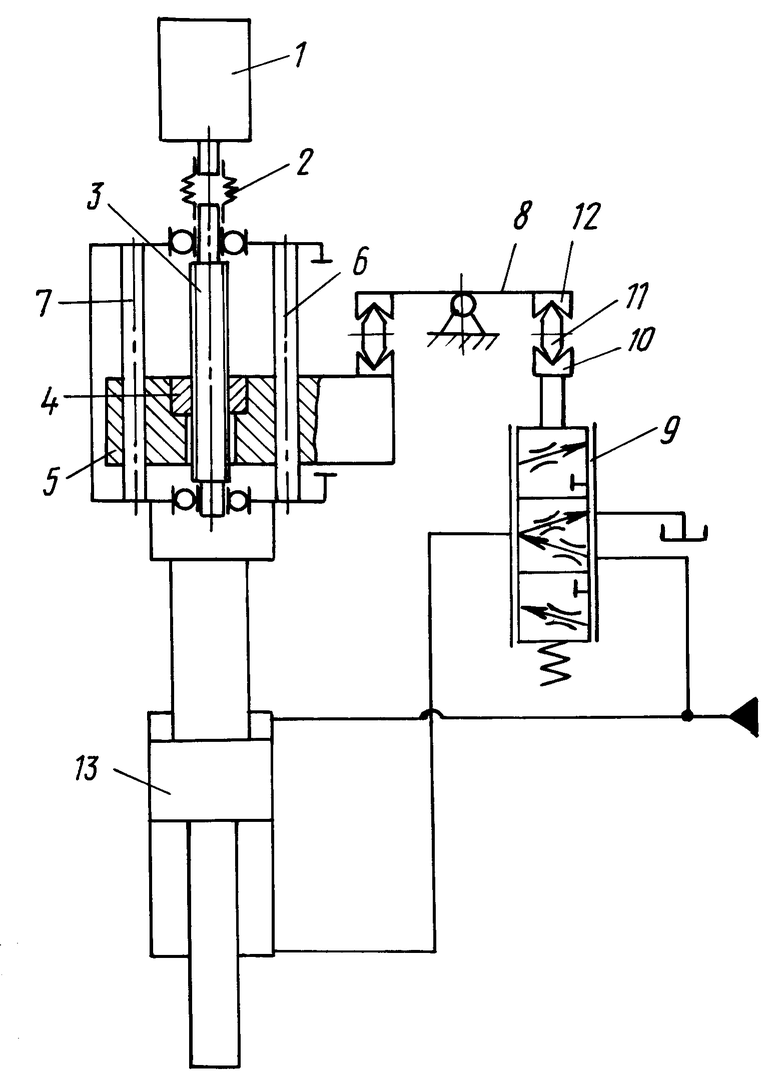
Система управления нажимным устройством прокатного стана, содержащая шаговый электродвигатель, выходной вал которого связан с ходовым винтом винтовой передачи, гайка которой встроена в ползун, перемещающийся относительно корпуса и связанный двуплечим рычагом обратной связи с золотником дросселирующего гидрораспределителя, имеющим пружину, отличающаяся тем, что двуплечий рычаг обратной связи снабжен призматическими опорами для связи с золотником гидрораспределителя и с ползуном, а последний установлен на двух дополнительно размещенных в корпусе параллельных направляющих.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Филатов А.С | |||
| и др | |||
| Автоматические системы стабилизации толщины полосы при прокатке | |||
| - М.: Металлургия, 1982, с | |||
| Ударно-вращательная врубовая машина | 1922 |
|
SU126A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| US, патент 4920858, F 15 B 9/10, 1970. | |||

