Изобретение относится к обработке металлов давлением и может быть использована в конструкциях кольцепрокатных станов разного назначения.
Целью изобретения является повышение быстродействия системы и точности регулирования режимов деформирования.
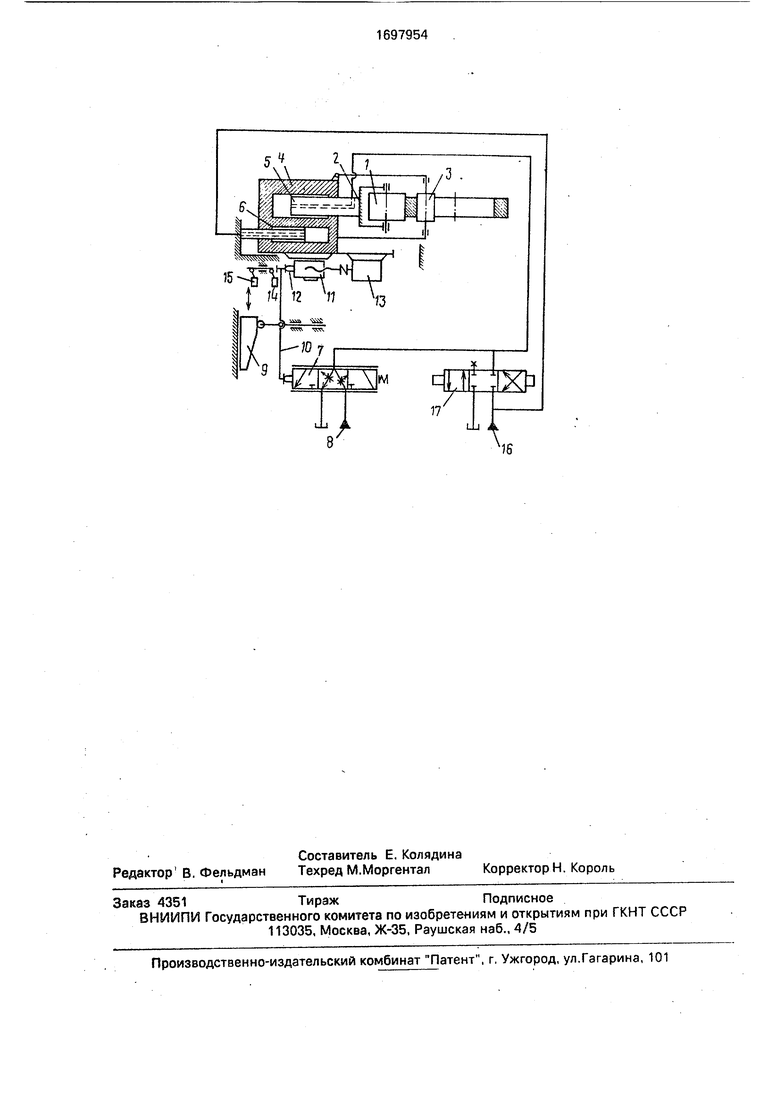
На чертеже показана нажимная система в работе со станом для прокатки колец.
Стан содержит наружный приводной валок 1, закрепленный на неподвижной станине 2, внутренний валок 3, установленный
на подвижной каретке 4, и нажимную систему, включающую гидроцилиндры 5 и 6, дрос- селирующий гидрораспределитель 7 золотникового типа, управляющий гидроцилиндром 5 каретки 4 и подключенный к источнику 8 гидравлической энергии. Стан содержит также копирное устройство, выполненное в виде подвижной копировальной линейки 9, трехплечего рычага 10, одно плечо которого постоянно находится в контакте с дросселирующим гидрораспределителем 7, другое плечо контактирует с
о ю XI ю ел
4
механизмом 11 остановки подвижной каретки 4, а третье плечо находится в контакте с рабочим профилем копировальной линейки 9. При этом механизм 11 выполнен в виде регулируемого упора 12с приводом 13 его перемещения и установлен на каретке 4 внутреннего валка 3. Положения каретки внутреннего валка до начала прокатки (выбор гранности и исходное положение) фиксируются датчиками 14 и 15. Для осуществления холостых перемещений внутреннего валка на повышенной скорости в стан введен дополнительный источник питания 16 гидравлической энергии, подключаемый в систему управления гидроцилиндрами каретки внутреннего валка через гидрораспределитель 17.
С нажимной системой стан работает следующим образом,
Перед началом работы каретка 4 с внутренним валком 3 и механизмом 11 остановки каретки отведена вправо в положение загрузки. Обратная связь разомкнута, и дросселирующий гидрораспределитель 76 открыт, а копировальная линейка опущена. Источник питания 8 отключен, и гидрораспределитель 17 закрыт.
Приводом 13 регулируемый упор 12 механизма 11 остановки подвижной каретки 4 устанавливается в позицию с учетом диаметров валков и толщины заготовки, соответствующую межвалковому зазору начала рабочего участка копировальной линейки 9, который фиксируется датчиком 15. Подготовленная к прокатке заготовка надевается на внутренний валок 3. Гидроцилиндры 5 и 6 одновременно подсоединяются к источникам питания 8 и 16 через гидрораспределители 7 и 17. Каретка 4 с внутренним валком 3 и заготовкой ускоренно перемещается к наружному валку до положения, определенного датчиком 14. Гидрораспределитель 17 закрывается, каретка переходит на пониженную скорость, определяемую пропускнойспособностьюоткрытогодросселирующего гидрораспределителя 7 и источника питания 8. Заготовка зажимается между валками. Начинается период выбора гранности и разнотолщинности, Внутренний валок 3 продолжает перемещаться к наружному валку 1, и заготовка деформиру ется валками по толщине до размера, соответствующего началу рабочего участка копировальной линейки 9. Упор 1 механизма 11 замыкает обратную связь (касается рычага 10). Золотник дросселирующего гидрораспределителя 7 смещается рычагом 10 в среднее положение и перекрывает подачу питания от источника 8 в гидроцилиндр 5, Внутренний валок 3 останавливается, период выбора гранности и разнотолщинности окончился. В этом положении срабатывает датчик 15, который дает команду на рабочий ход устройства для задания программы регулирования межвалкового зазора (копировальной линейке 9). Начинается процесс прокатки по заданной программе. Конец прокатки фиксируется отключающим устройством (на чертеже условно не показан ). Гидроцилиндр 5 гидрораспределителем 1 7
соединяется со сливом, источник 8 отключается, и каретка 4 с внутренним валком 3 гидроцилиндром б на повышенной скорости возвращается в исходное положение. При этом обратная связь размыкается и копировальная линейка возвращается в исходное положение. Прокатанное кольцо снимается с внутреннего валка.
Изобретение позволяет повысить точность прокатываемых изделий путем снабжения стана нажимной системой предложенной конструкции.
Формула изобретения Нажимная система кольцепрокатного стана, содержащая гидроцилиндры, дросселирующий гидрораспределитель управления гидроцилиндрами, копирное устройство с профильной поверхностью, механическую обратную связь между гидроцилиндрами и дросселирующим
гидрораспределителем, отличающаяся тем, что, с целью повышения быстродействия системы и точности регулирования режимов деформирования, она снабжена дополнительным источником питания с гидрораспределителем, датчиками положения элементов обратной связи, при этом механическая обратная связь выполнена в виде регулируемого упора с
приводом его перемещения и трехпле- чего рычага, одно плечо которого связано с дросселирующим гидрораспределителем, другое плечо - с регулируемым упором, третье плечо установлено с возможностью
взаимодействия с профильной поверхностью копирного устройства, а регулируемый упор установлен с возможностью перемещения вдоль осей гидроцилиндров и связан с датчиками управления обратной связью,
при этом дополнительный источник питания связан с гидроцилиндрами,
| название | год | авторы | номер документа |
|---|---|---|---|
| Стан для поперечной прокатки полых профильных изделий с выступами по внутреннему диаметру | 1977 |
|
SU617146A2 |
| Способ прокатки железнодорожных колес и устройство для его осуществления | 1987 |
|
SU1491603A1 |
| Стан для поперечной прокатки полых изделий периодического профиля | 1977 |
|
SU743762A1 |
| Кольцепрокатный стан | 1981 |
|
SU1006004A2 |
| Кольцепрокатный стан | 1980 |
|
SU912359A1 |
| Способ управления кольцепрокатным станом | 1985 |
|
SU1311823A1 |
| Следящий гидропривод стана поперечно- ВиНТОВОй пРОКАТКи | 1979 |
|
SU806219A1 |
| Стан с гидравлическим управлением для винтовой прокатки круглых профилей и труб переменного по длине сечения | 1949 |
|
SU84905A1 |
| Стан для прокатки колец из толстостенных заготовок | 1958 |
|
SU115329A1 |
| Кольцепрокатный стан | 1973 |
|
SU650485A3 |
Изобретение относится к обработке металлов давлением и может быть использовано в конструкциях кольцепрокатных станов разного назначения. Цель изобретения - повышение быстродействия системы и точности регулирования режимов деформирования. Кольцевую заготовку устанавливают между наружным приводным валом 1, закрепленным на неподвижной станине 2, и внутренним валком 3, установленным на подвижной каретке 4 с гидроцилиндрами 5 и 6 ее перемещения. Заготовку раскатывают, используя копировальное устройство, выполненное в виде подвижной копировальной линейки 9, трехплечего рычага 10, одно плечо которого находится в контакте с дросселирующим гидрораспределителем 7, другое плечо контактирует с механизмом остановки подвижной каретки 4, а третье плечо находится в контакте с профильной поверхностью копировальной линейки 9. Положение каретки внутреннего валка до начала прокатки на стадии выбора гранно- сти фиксируют датчиками 14 и 15. Для осуществления холостых перемещений внутреннего валка на повышенной скорости в стан введен дополнительный источник питания 16 гидравлической энергии. Изобретение позволяет повысить точность изделий на 0,1%, производительность в 1,5 раза. 1 ил. (Л
| Гидравлические нажимные механизмы для систем автоматизации прокатных станов в СССР и за рубежом, М., НИИ информ- тяжмаш № 1, 1974, с | |||
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
