Изобретение относится к обработке металлов давлением, точнее к устройствам для правки круглого проката .
Целью изобретения является увеличение срока службы устройства за счет и уменьшения ударных нагрузок и износа трущихся поверхностей.
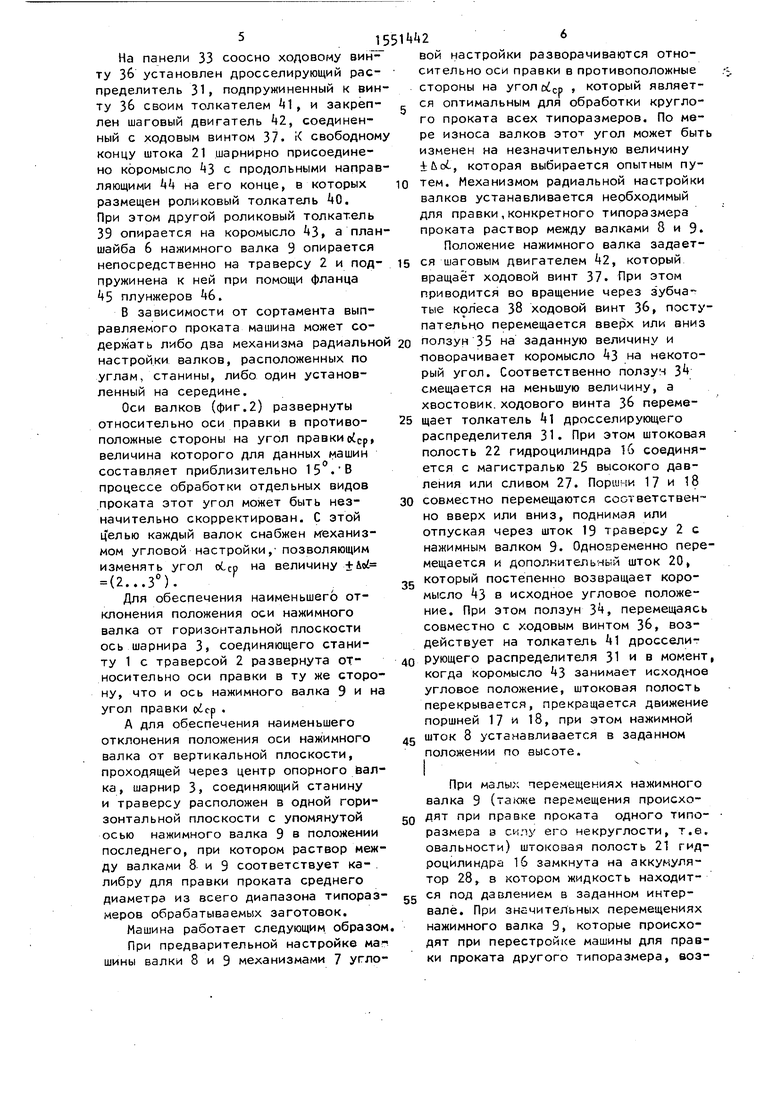
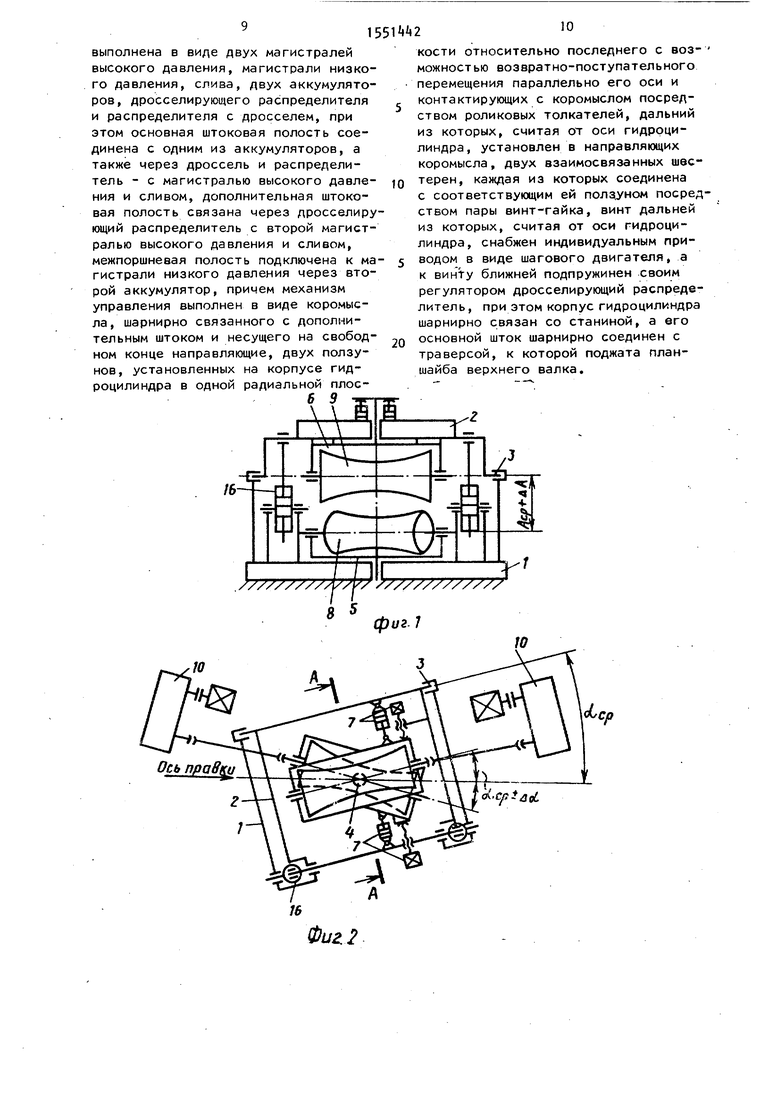
На фиг.1 показана схема машины;, на фиг,2 - то же, вид в плане;,на фиг.З - разрез А-А на фиг.2; на фиг. 4 - схема гидросистемы.
Машина состоит из станины 1 и траверсы 2, которые соединены между собой шарниром 3. В них выполнены цилиндрические расточки 4, в которых посредством хвостовиков установлены с возможностью поворота планшайбы 5 и 6, связанные с механизмами 7 их угловой настройки, каждый,из механизмов 7 может быть выполнен, например, в виде винтового нажимного механизма и гидроцилиндра для выбора люфтов в соединениях. На планшайшах 5 и 6 смонтированы соответстЕзенно опорный 8 и нажимной 9 валки, связанные с приводами 10 их вращения. Каждый привод 10 может быть выполнен, например, в виде электродвигателя и редуктора, соединенного с двигателем зубчатой муфтой, а с валком - через универсальный шпиндель. Для удержания проката на оси правки между валками при его обработке на станине 1 смонтированы направляющие линейки 11 и 12, каждая из которых закреплена на платформе 13, связанной с винтовым механизмом 14, соединенным с приводом 15, и имеет возможность регулировочного перемещения относительно
станины 1.
Машина содержит также механизм радиальной настройки валков в виде гидросистемы, подключенной к гидроцилиндру 16, корпус которого шарнирно установлен на станине 1. В гидроцилиндре смонтированы верхний 17 и нижний 18 поршни со штоками 19 и 20, разделяющие внутреннюю полость гидроцилиндра на верхнюю 21 и нижнюю
22 штоковые полости. Между поршнями находится межпоршневая полость 23. Шток 19 шарнирно соединен с траверсой 2. Гидросистема выполнена в виде двух магистралей 24, 25 высокого давления, одной магистрали 26 низкого давления и слива 27. При этом верхняя штоковая полость 21 соединена с аккумулятором 28 и первой магистралью 2k высокого давления и сливом 27 через дроссель 29 и распределитель 30. Нижняя штоковая полость 22 соединена с второй магистралью высокого давления и сливом через дросселирующий распределитель 31, а
межпоршневая полость 23 соединена с аккумулятором 32 и магистралью 26 низкого давления. I
На корпусе гидроцилиндра смонтирована панель 33 с двумя направляющими, параллельными оси гидроцилиндра, в которых установлены ползуны 34 и 35, взаимодействующие посредством установленных в них гаек с ходовыми винтами 36 и 37, на которых закреплены сопряженные между собой зубчатые колеса 38. На других концах ползунов 34 и 35 закреплены толкатели 39 и 40.
На панели 33 соосно ходовому винту 36 установлен дросселирующий распределитель 31, подпружиненный к винту 36 своим толкателем 41 , и закреплен шаговый двигатель 42, соединенный с ходовым винтом 37. К свободному концу штока 21 шарнирно присоединено коромысло ИЗ с продольными направляющими 44 на его конце, в которых размещен роликовый толкатель 40. При этом другой роликовый толкатель 39 опирается на коромысло 43, а планшайба 6 нажимного валка 9 опирается непосредственно на траверсу 2 и подпружинена к ней при помощи фланца 45 плунжеров 46.
В зависимости от сортамента выправляемого проката машина может совой настройки разворачиваются относительно оси правки в противоположные
ср ,
стороны на угол oicp , который являет
5
ся оптимальным для обработки круглого проката всех типоразмеров. По мере износа валков этот угол может быть изменен на незначительную величину iuol, которая выбирается опытным путем. Механизмом радиальной настройки валков устанавливается необходимый для правки,конкретного типоразмера проката раствор между валками 8 и 9. Положение нажимного валка задается шаговым двигателем 42, который вращает ходовой винт 37. При этом приводится во вращение через з убча- тые колеса 38 ходовой винт 36, поступательно перемещается вверх или вниз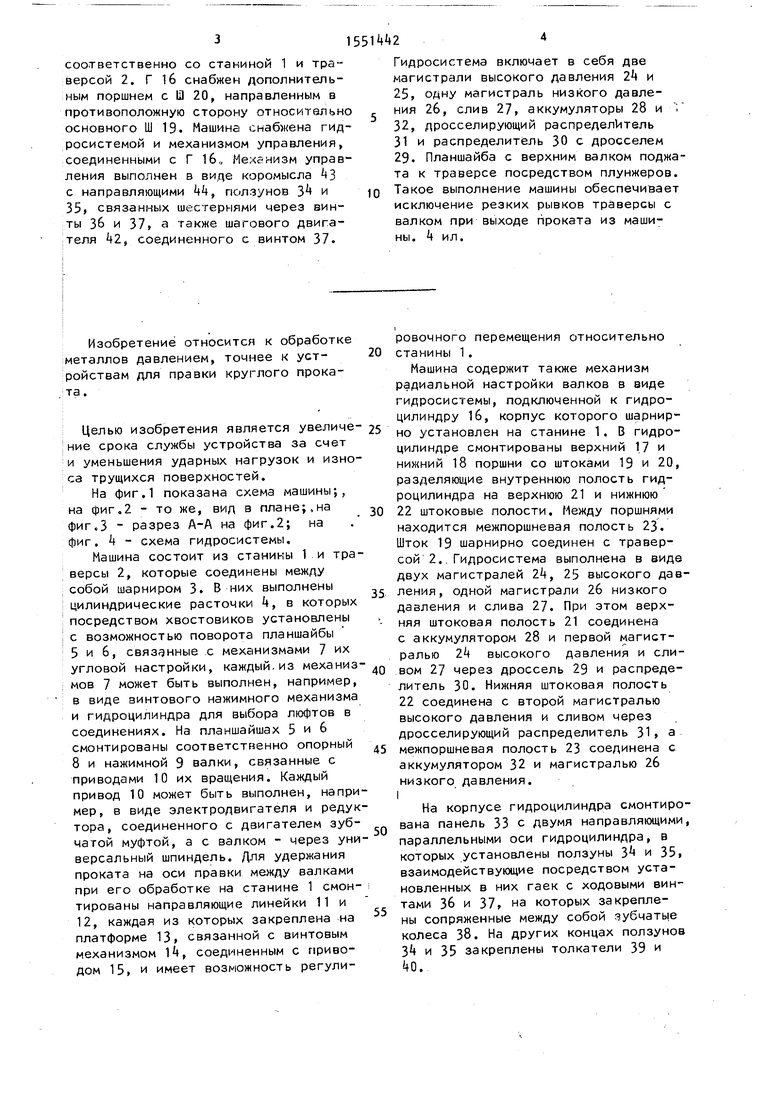

| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИСТОПРАВИЛЬНАЯ МАШИНА | 1992 |
|
RU2068745C1 |
| Механизм радиальной и угловой настройки валка косовалковой правильной машины | 1990 |
|
SU1761334A1 |
| ЛИСТОПРАВИЛЬНАЯ МАШИНА | 1992 |
|
RU2041754C1 |
| Гидросистема синхронизации гидроцилиндров листогибочной машины | 1988 |
|
SU1539401A1 |
| Нажимное устройство установки для бестраншейной прокладки труб | 1987 |
|
SU1469048A1 |
| Устройство для вытяжки патрубков | 1985 |
|
SU1297961A1 |
| Машина для обработки металлов давлением | 1983 |
|
SU1188974A1 |
| Станок для намотки катушек электрических машин на ребро | 1985 |
|
SU1310957A1 |
| Гидравлический пресс | 1984 |
|
SU1220806A1 |
| Пресс для штамповки блисков | 2021 |
|
RU2769500C1 |
Изобретение относится к обработке металлов давлением, а именно к устройствам для правки круглого проката. Цель изобретения - увеличение срока службы устройства за счет уменьшения ударных нагрузок и износа трущихся поверхностей. Машина содержит станину 1 и траверсу 2, шарнирно связанные между собой и несущие по планшайбе, на каждой из которых установлено по валку с индивидуальным приводом вращения, а также гидроцилиндр (Г) 16. Корпус и шток (Ш) 19 гидроцилиндра 16 шарнирно связаны соответственно со станиной 1 и траверсой 2. Г 16 снабжен дополнительным поршнем с Ш 20, направленным в противоположную сторону относительно основного Ш 19. Машина снабжена гидросистемой и механизмом управления, соединенными с Г 16. Механизм управления выполнен в виде коромысла 43 с направляющими 44, ползунов 34 и 35, связанных шестернями через винты 36 и 37, а также шагового двигателя 42, соединенного с винтом 37. Гидросистема включает в себя две магистрали высокого давления 24 и 25, одну магистраль низкого давления 26, сплав 27, аккумуляторы 28 и 32, дросселирующий распределитель 31 и распределитель 30 с дросселем 29. Планшайба с верхним валком поджата к траверсе посредством плунжеров. Такое выполнение машины обеспечивает исключение резких рывков траверсы с валком при выходе проката из машины. 4 ил.
держать либо два механизма радиальной 20 ползун 35 на заданную величину и
настройки валков, расположенных по углам, станины, либо один установленный на середине.
Оси валков (фиг.2) развернуты относительно оси правки в противоположные стороны на угол правки oicp величина которого для данных машин составляет приблизительно 15°. В процессе обработки отдельных видов проката этот угол может быть незначительно скорректирован. С этой целью каждый валок снабжен механизмом угловой настройки, позволяющим изменять угол о(,ср на величину (2...3°).
Для обеспечения наименьшего отклонения положения оси нажимного валка от горизонтальной плоскости ось шарнира 3, соединяющего стани- ту 1 с траверсой 2 развернута относительно оси правки в ту же сторону, что и ось нажимного валка 9 и на угол правки odcp .
А для обеспечения наименьшего отклонения положения оси нажимного валка от вертикальной плоскости, проходящей через центр опорного валка, шарнир 3j соединяющий станину и траверсу расположен в одной горизонтальной плоскости с упомянутой осью нажимного валка 9 в положении последнего, при котором раствор между валками 8 и 9 соответствует калибру для правки проката среднего диаметра из всего диапазона типоразмеров обрабатываемых заготовок.
Машина работает следующим образом
При предварительной настройке ма-4 шины валки 8 и 9 механизмами 7 угло5
0
5
ловорачивает коромысло 43 на некоторый угол. Соответственно ползуч 34 смещается на меньшую величину, а хвостовик ходового винта 36 перемещает толкатель 41 дросселирующего распределителя 31. При этом штоковая полость 22 гидроцилиндра 16 соединяется с магистралью 25 высокого давления или сливом 27. Порини 17 и 18 совместно перемещаются соответственно вверх или вниз, поднимая или отпуская через шток 19 траверсу 2 с нажимным валком 9. Одновременно перемещается и дополнительный шток 20, который постепенно возвращает коромысло 43 в исходное угловое положение. При этом ползун 34, перемещаясь совместно с ходовым винтом 36, воздействует на толкатель 41 дросселирующего распределителя 31 и в момент, когда коромысло 43 занимает исходное угловое положение, штоковая полость перекрывается, прекращается движение поршней 17 и 18, при этом нажимной 5 шток 8 устанавливается в заданном положении по высоте.
0
При малых перемещениях нажимного валка 9 (также перемещения происходят при правке проката одного типоразмера з силу его чекруглости, т.е. овальности) штокозая полость 21 гидроцилиндра 16 замкнута на аккумулятор 28, в котором жидкость находится под давлением в заданном интервале. При значительных перемещениях нажимного валка 9, которые происходят при перестройке машины для правки проката другого типоразмера, воз
можны два случая. При перестройке машины с меньшего диаметра выправляемого проката на больший, т.е. при подъеме поршней 17 и 18 вверх, во избежание превышения давления больше верхнего допустимого значения штоко- вую полость 21 соединяют со сливом чфрез дроссель 29. При перестройке машины с большего диаметра выправляе- проката на меньший, т.е. при опускании поршней 17 и I-8 вниз, что- 6tji давление в штоковой полости 21 не оказалось меньше нижнего допусти мого значения, ее через дроссель 29 соединяют с магистралью 2k рабочего давления.
Заданное положение нажимного вал- к 9 постоянно поддерживается за счет тфго, что любое отклонение от задан- н({)го положения передается через пор- шфнь 18, шток 20 коромысло 3 ро- л ковый толкатель 39, ползун-гайку 34 и ходовой винт 36 на толкатель М дросселирующего распределителя 31, который, соединяя штоковую по- лсрсть 22 соответственно с магистраля- мй 25 высокого давления или сливом 27, возвращает поршень 18 и, следов тельно, связанный с ним через траверсу 2 шток 19 и поршень 17 нажим- нфй валок 9 в заданное положение.
После предварительной настройки включается привод 10 вращения валков 8 и 9 и начинается процесс правки.
Обрабатываемый прокат задается по оЈи правки в правильную1 машину, захватывается валками 8 и 9 и, взаимодействуя с ними, совершает поступательное и вращательное движение.. Перемеща- яфь между валками 8 и 9 каждое сечение металла проката подвергается многократному знакопеременному уп- ругопластическому изгибу, величина которого постепенно увеличивается и также постепенно, уменьшается, по треугольной схеме правки, чем достигается качественное исправление продольной кривизны проката во всех продольных плоскостях за один проход,
В процессе обработки прокат удерживается в вертикальной плоскости оси правки при помощи направляющих линеек 11, 12.
При обработке проката, имеющего овальность поперечного сечения, рас-| стояние между валками 8 и 9 постоянно изменяется, так как нажимной валок 9 отслеживает конфигурацию про1551М 28
филя. Нижнее положение валка определяется заданным положением поршня 18, верхнее - наибольшим отклонением,
, диаметра проката.
При подъеме нажимного валка 9 часть жидкости из штоковой полости 21 гидроцилиндра 16 переходит в аккумулятор 28. Поршень 14 отходит
Ю от поршня 18, который благодаря обратной связи удерживается в заданном положении.
Для исключения появления разрежения в межпоршневой полости 23 она
-J5 соединена с магистралью 26 постоянного низкого давления и с аккумулятором 32. При опускании нажиного валка 9 поршень 17 также опускается и упирается в поршень 18. В процессе прав20 ки практически не происходит соп- рикносновения поршней из-за наличия заготовки между валками 8 и 9. При выходе заготовки из валков машины, несмотря на стороны штоковой полости
25 22 и межпоршневой полости 23. В процессе правки штоковая полость 21 замкнута только на аккумулятор 28 и при возвратно-качательном перемещении нажимного валка 9 совместно с
30 траверсой 2 небольшая часть жидкости из этой полости под действием поршня 17 постоянно перекачивается в аккумулятор 28 и обратно.
35
40
45
50
55
Формула изобретения
Машина для правки круглого проката, содержащая траверсу, шарнирно закрепленную на станине с возможностью поворота в вертикальной плоскости от индивидуального привода, и планшайбы, установленные на станине и траверсе с возможностью поворота в горизонтальных плоскостях от индивидуальных приводов и несущие по валку, каждый из которых соединен с индивидуальным приводом вращения, а также расположенные на станине нап.- равляющие линейки с мезанизмами их регулировочного перемещения, и механизм настройки верхнего валка в виде гидросистемы, подключенной к гидроцилиндру, отличающаяся тем, что, с целью увеличения срока службы, гидроцилиндр снабжен дополнительным поршнем со штоком, направленным в противоположную сторону относительно основного штока, и механизмом управления, а гидросистема
Формула изобретения
Машина для правки круглого проката, содержащая траверсу, шарнирно закрепленную на станине с возможностью поворота в вертикальной плоскости от индивидуального привода, и планшайбы, установленные на станине и траверсе с возможностью поворота в горизонтальных плоскостях от индивидуальных приводов и несущие по валку, каждый из которых соединен с индивидуальным приводом вращения, а также расположенные на станине нап.- равляющие линейки с мезанизмами их регулировочного перемещения, и механизм настройки верхнего валка в виде гидросистемы, подключенной к гидроцилиндру, отличающаяся тем, что, с целью увеличения срока службы, гидроцилиндр снабжен дополнительным поршнем со штоком, направленным в противоположную сторону относительно основного штока, и механизмом управления, а гидросистема
выполнена в виде двух магистралей высокого давления, магистрали низкого давления, слива, двух аккумуляторов, дросселирующего распределителя и распределителя с дросселем, при этом основная штоковая полость соединена с одним из аккумуляторов, а также через дроссель и распределитель - с магистралью высокого давления и сливом, дополнительная штоковая полость связана через дросселирующий распределитель с второй магистралью высокого давления и сливом, межпоршневая полость подключена к магистрали низкого давления через второй аккумулятор, причем механизм управления выполнен в виде коромысла, шарнирно связанного с дополнительным штоком и несущего на свободном конце направляющие, двух ползунов, установленных на корпусе гидроцилиндра в одной радиальной плос6 9
Фиг 2
0
0
кости относительно последнего с возможностью возвратно-поступательного перемещения параллельно его оси и контактирующих с коромыслом посредством роликовых толкателей, дальний из которых, считая от оси гидроцилиндра, установлен в направляющих коромысла, двух взаимосвязанных шестерен, каждая из которых соединена с соответствующим ей ползуном посредством пары винт-гайка, винт дальней из которых, считая от оси гидроцилиндра, снабжен индивидуальным приводом в виде шагового двигателя, а к винту ближней подпружинен своим регулятором дросселирующий распределитель, при этом корпус гидроцилиндра шарнирно связан со станиной, а его основной шток шарнирно соединен с траверсой, к которой поджата планшайба верхнего валка.
Редактор С.Патрушева
Составитель И.Хоптяная Техред Л.Олийнык
Заказ
Тираж 603
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР
113035, Москва, Ж-35, Раушская наб., д. k/5
. - -
Производственно-издательский комбинат Патент, г.Ужгород, ул.Гагарина, ,101
3J
Фие.Ъ
Корректор И.Муска
Подписное
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| М., ВНИИМет- маш, 1976, с | |||
| Способ очистки нефти и нефтяных продуктов и уничтожения их флюоресценции | 1921 |
|
SU31A1 |
| ( МАШИНА ДЛЯ ПРАВКИ КРУГЛОГО ПРОКАТА | |||
