Гидросистема управления нажимным устройством клети прокатного стана относится к области металлургического машиностроения, связанного с прокатным производством, а точнее к устройствам, предназначенным для осуществления установки и поддержания с высокой точностью межвалкового зазора в соответствии с сигналом, поступающим от системы автоматического регулирования или с пульта управления стана.
Известна система управления нажимным устройством прокатного стана (Металлургия. Автоматические системы стабилизации толщины проката полосы. М., 1982 г., с.126, Филатов А.С., Зайцев А.П.), содержащая шаговый электродвигатель, передачу винт-гайка, ползун, рычаг и дросселирующий гидрораспределитель и образующая собой линейный дискретный гидроусилитель, построенный по схеме поршневой силовой гидроцилиндр - механическая обратная связь - двухщелевой дроссельный гидрораспределитель - шаговый двигатель. При этом гидрораспределитель и шаговый двигатель конструктивно объединены с силовым гидроцилиндром. Основной функцией линейного гидроусилителя является преобразование вращательного входного движения в поступательное выходное при одновременном усилении мощности. Основным недостатком данной системы - аналога является недостаточная точность позиционирования, сложность конструкции гидроцилиндра и его дороговизна, труднодоступность для контроля и обслуживания, необходимость установки линейного дискретного гидроусилителя в каждую съемную клеть, что существенно повышает стоимость всей системы управления нажимным устройством.
Известно гидравлическое нажимное устройство прокатной клети (А.с. № 1319959 А1, 4 В21В 37/08, 31/32), содержащее силовой гидроцилиндр с датчиком положения поршня, задающее устройство в виде дозатора и подпиточного устройства, и систему управления, образующие гидравлическое нажимное устройство прокатной клети, которое преобразует входной сигнал управления в соответствующее перемещение поршня гидроцилиндра и обеспечивает поддержание этого положения.
Основными недостатками данного гидравлического нажимного устройства, взятого за прототип, является сложность конструкции гидроцилиндра и его дороговизна, низкая надежность работы датчика положения поршня при ударных нагрузках в клети, труднодоступность для контроля и обслуживания, необходимость установки на каждую съемную клеть, что повышает стоимость всего нажимного устройства, высокая вероятность повреждения в процессе перевалки.
Техническим результатом предлагаемого изобретения гидросистемы управления нажимным устройством клети прокатного стана является: повышение надежности и долговечности, упрощение конструкции силового гидроцилиндра, снижение общей стоимости.
Технический результат достигается за счет снабжения гидросистемы управления нажимным устройством клети прокатного стана гидроцилиндром управления со встроенным датчиком линейных перемещений, при этом гидроцилиндр управления связан штоковой полостью через гидрораспределитель с источником постоянного давления, а поршневой полостью со штоковой полостью силового гидроцилиндра и с параллельно установленными запорным вентилем и обратным клапаном, которые через дроссель и гидрораспределитель соединены со сливом.
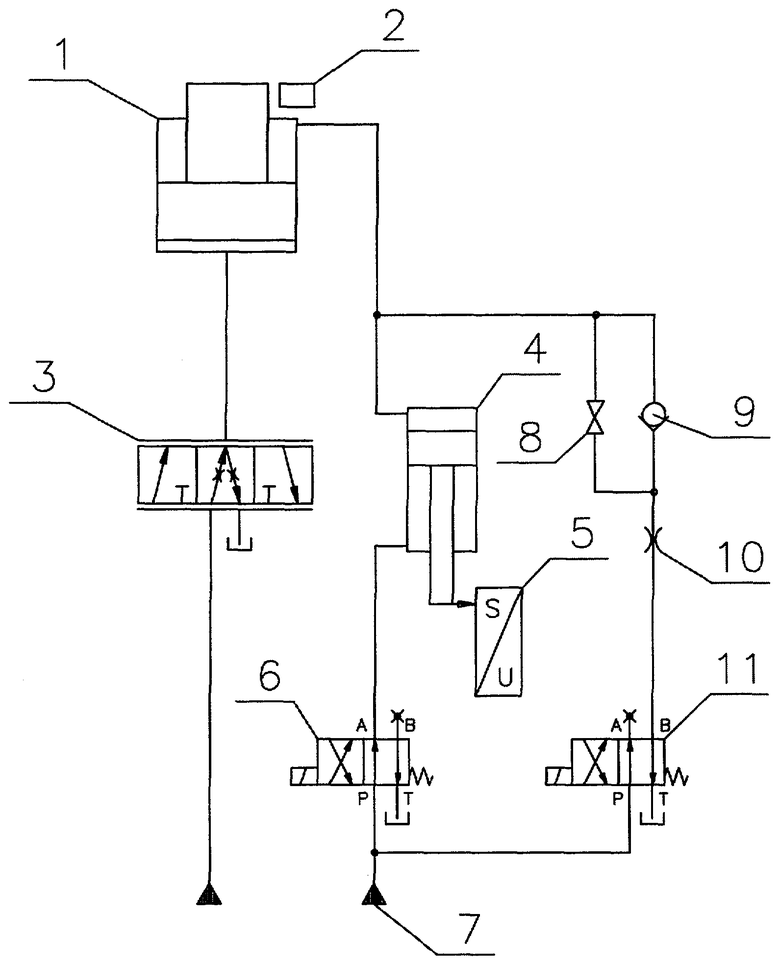
На чертеже изображена гидросистема управления нажимным устройством клети прокатного стана.
Гидросистема управления нажимным устройством клети прокатного стана содержит силовой гидроцилиндр 1 с конечным выключателем 2 исходного положения, связанный поршневой полостью с устройством позиционирования 3 поршня гидроцилиндра 1, на которое подается высокое давление. При этом гидроцилиндр 1 штоковой полостью соединен с поршневой полостью гидроцилиндра управления 4, снабженного встроенным датчиком линейных перемещений 5. При этом гидроцилиндр 4 связан штоковой полостью через гидрораспределитель 6 с источником постоянного давления 7. Кроме того, поршневая полость гидроцилиндра 1 связана через параллельно установленные запорный вентиль 8 и обратный клапан 9, дроссель 10 и гидрораспределитель 11 со сливом.
Гидросистема управления нажимным устройством клети прокатного стана работает следующим образом. Нажимное устройство клети образует собой следящую систему по положению поршня гидроцилиндра 1, в которой в качестве задающего устройства используется устройство позиционирования поршня 3, а в качестве датчика обратной связи по положению поршня гидроцилиндра 1 используется встроенный в гидроцилиндр 4 датчик линейных перемещений 5. Поскольку линия гидравлической связи между гидроцилиндрами 1 и 4 с предварительно напряженной жидкой средой (маслом) и стенок трубопровода находится под постоянным давлением при условии стабильного температурного режима и отсутствия воздушно-пузырьковой фракции, то она обеспечивает соответствие движения поршня гидроцилиндра 4 движению поршня гидроцилиндра 1.
В исходном положении нажимного устройства клети поршень гидроцилиндра 1 прижат к днищу корпуса цилиндра возвратной силой от действующего в его штоковой полости давления, передаваемого от источника постоянного давления 7 через гидрораспределитель 6 и поршень гидроцилиндра управления 4. Это положение поршня гидроцилиндра 1 подтверждает сигнал конечного выключателя 2.
При этом поршень гидроцилиндра 4 находится в неподвижном состоянии в промежуточной позиции. Текущий сигнал с датчика линейных перемещений 5 принимается системой управления за нулевое положение поршня гидроцилиндра 1.
При отработке сигнала на выдвижение поршня гидроцилиндра 1 из исходного положения в положение прокатки устройство позиционирования поршня 3 осуществляет плавный выход на подачу масла, определяющую скорость перемещения поршня гидроцилиндра 1 при его выдвижении. При движении поршня гидроцилиндра 1, за счет вытеснения из его штоковой полости масла осуществляется строго соответствующее движение поршня гидроцилиндра 4, которое непрерывно отслеживается датчиком линейных перемещений 5. С помощью последнего определяется требуемое для прокатки положение поршня гидроцилиндра 1.
После достижения требуемого положения поршня гидроцилиндра 1 нажимное устройство клети осуществляет отслеживание положения поршня гидроцилиндра 1 с помощью датчика линейных перемещений 5, сигнал с которого, суммируясь с сигналом задания системы управления, формирует сигнал управления на устройство позиционирования поршня 3.
За счет разности площадей штоковой полости гидроцилиндра 1 и поршневой полости гидроцилиндра 4 перемещение поршня гидроцилиндра 4 будет в 5, 6 раза больше перемещения поршня гидроцилиндра 1, а следовательно, измеряемая минимальная дискретность перемещения поршня гидроцилиндра 1 будет в 5,6 раза меньше разрешаемой способности датчика линейных перемещений 5, что повышает чувствительность системы по положению поршня гидроцилиндра 1.
После окончания процесса прокатки в поршневой полости гидроцилиндра 1 с помощью устройства позиционирования 3 снижается давление и под действием возвратной силы поршень гидроцилиндра 1, вытесняя масло из поршневой полости, возвращается в исходное (втянутое) положение, по достижению которого конечный выключатель 2 выдает подтверждающий сигнал. Поршень гидроцилиндра 4 останавливается в промежуточном положении, в котором сигнал с датчика линейных перемещений 5 принимается системой управления за нулевое положение поршня гидроцилиндра 1. Поскольку нажимное устройство клети при работе стана производит относительно кратковременные выдвижения поршня гидроцилиндра в положение прокатки с целью обжима переднего и заднего концов прокатываемых труб, то определенное время поршень гидроцилиндра 1 находится в исходном (втянутом) положении.
В этом положении гидросистема управления нажимным устройством клети позволяет контролировать наличие и величину утечек в гидроцилиндрах 1 и 4 по наличию и величине дрейфа поршня гидроцилиндра 4, что определяется с помощью сигнала, снимаемого с датчика линейных перемещений 5. Наличие небольших утечек не является препятствием в работе нажимного устройства клети, поскольку имеется достаточный запас по ходу поршня гидроцилиндра 4. Система управления перед выдвижением поршня гидроцилиндра 1 в рабочую позицию для прокатки принимает за его нулевое положение, текущее положение поршня гидроцилиндра 4, учитывая при позиционировании поршня гидроцилиндра 1 влияние выявленных утечек.
При выборке запаса хода поршня гидроцилиндра 4 система позволяет осуществить подпитку маслом поршневой полости гидроцилиндра 4, не прерывая работу стана.
Для этого в перерывах между прокаткой (поршень гидроцилиндра 1 находится в исходном положении - прижатый к днищу корпуса) кратковременным включением электромагнитов гидрораспределителей 6 и 11 осуществляется подача масла в поршневую полость гидроцилиндра 4, вызывая перемещение поршня в сторону увеличения запаса его хода. Необходимая величина перемещения отслеживается с помощью датчика линейных перемещений 5. Кроме того, система позволяет выявить момент возникновения недопустимо больших утечек для своевременного предотвращения нештатного режима работы нажимного устройства клети. Для сброса излишнего количества масла из поршневой полости гидроцилиндра 4 используется запорный вентиль 8. Расход подаваемого и сбрасываемого масла определяется дросселем 10. Обратный клапан 9 исключает обратный ток масла.
Система управления трубопрокатного агрегата ТПА 30-102, в состав которой входит гидросистема управления нажимным устройством клети прокатного стана, предназначена для кратковременного обжима передних и задних концов прокатываемых труб с целью уменьшения концевой продольной разностенности готовых труб. Поскольку в агрегате используются съемные клети, то в каждую клеть встроен силовой гидроцилиндр, который при установке клети подсоединяется к гидросистеме.
Величина входного (высокого) давления составляет - 25,0 МПа.
Величина постоянного давления составляет - 5,0 МПа.
Скорость прямого и обратного перемещения поршня - 35 мм/с.
Дискретность позиционирования - 2 мкм.
Таким образом, снабжение гидросистемы управления нажимным устройством клети прокатного стана гидроцилиндром управления со встроенным датчиком линейных перемещений, при этом гидроцилиндр управления связан штоковой полостью через гидрораспределитель с источником постоянного давления, а поршневой полостью со штоковой полостью силового гидроцилиндра и с параллельно установленными запорным вентилем и обратным клапаном, которые через дроссель и гидрораспределитель соединены со сливом, что позволяет:
- повысить надежность и долговечность гидросистемы управления, так как датчик линейных перемещений удален от зоны действия ударной нагрузки и находится в благоприятных условиях эксплуатации, удобных для контроля и обслуживания;
- снизить стоимость гидросистемы управления, так как на каждом рабочем месте используется только один датчик линейных перемещений (один на несколько клетей) и упрощается конструкция силового гидроцилиндра;
- в два раза уменьшить потребляемый объем масла для обеспечения условия поддержания постоянства давления в штоковой полости силового гидроцилиндра.
| название | год | авторы | номер документа |
|---|---|---|---|
| Гидравлическое нажимное устройство прокатной клети | 1986 |
|
SU1319959A1 |
| Гидравлическое нажимное устройство прокатного стана | 1980 |
|
SU884759A1 |
| Нажимное устройство | 1979 |
|
SU854474A1 |
| Устройство для измерения толщины проката | 1979 |
|
SU870916A1 |
| Гидромеханическое нажимное устройство прокатной клети | 1983 |
|
SU1122386A1 |
| Устройство для измерения раствора валков пилигримового стана | 1981 |
|
SU1009543A1 |
| Гидравлическое нажимное устройство прокатного стана | 1980 |
|
SU961810A1 |
| Гидравлическое нажимное устройство прокатного стана | 1983 |
|
SU1110509A2 |
| Устройство для регулирования жесткости прокатной клети | 1977 |
|
SU749479A1 |
| Гидравлическое нажимное устройство | 1990 |
|
SU1750762A1 |
Изобретение относится к области металлургического машиностроения связанного с прокатным производством, а точнее к устройствам, предназначенным для осуществления установки и поддержания с высокой точностью межвалкового зазора в соответствии с сигналом, поступающим от системы автоматического регулирования или с пульта управления стана, в частности, к гидросистеме управления нажимным устройством клети прокатного стана. Гидросистема содержит силовой гидроцилиндр с конечным выключателем исходного положения, связанный поршневой полостью с устройством позиционирования поршня силового гидроцилиндра, на которое подается высокое давление. При этом силовой гидроцилиндр штоковой полостью соединен с поршневой полостью гидроцилиндра управления, снабженного встроенным датчиком линейных перемещений, а гидроцилиндр управления связан штоковой полостью через гидрораспределитель с источником постоянного давления. Кроме того, поршневая полость силового гидроцилиндра связана через параллельно установленные запорный вентиль и обратный клапан, дроссель и гидрораспределитель со сливом. Обеспечивается повышение надежности и долговечности, упрощение конструкции силового гидроцилиндра, снижение общей стоимости. 1 ил.
Гидросистема управления нажимным устройством клети прокатного стана, содержащая силовой гидроцилиндр с конечным выключателем исходного положения устройства измерения позиционирования поршня, при этом поршневая полость силового гидроцилиндра соединена с устройством позиционирования поршня, а штоковая полость соединена с источником постоянного давления, и систему измерения положения поршня силового гидроцилиндра, отличающаяся тем, что система измерения положения поршня силового гидроцилиндра выполнена в виде гидроцилиндра управления со встроенным датчиком линейных перемещений, при этом гидроцилиндр управления связан штоковой полостью через гидрораспределитель с источником постоянного давления, а поршневой полостью - со штоковой полостью силового гидроцилиндра и с параллельно установленными запорным вентилем и обратным клапаном, которые через дроссель и гидрораспределитель соединены со сливом жидкой среды.
| Гидравлическое нажимное устройство прокатной клети | 1986 |
|
SU1319959A1 |
| ГИДРОМЕХАНИЧЕСКОЕ НАЖИМНОЕ УСТРОЙСТВО | 1997 |
|
RU2125917C1 |
| ПРОКАТНАЯ КЛЕТЬ КВАРТО | 1998 |
|
RU2160644C2 |
| Гидравлическое нажимное устройство прокатного стана | 1981 |
|
SU997873A2 |
| US 5142892 A, 01.09.1992 | |||
| СПОСОБ ПОЛУЧЕНИЯ α-ОЛЕФИНОВЫХ ВЫСОКОМОЛЕКУЛЯРНЫХ ПОЛИМЕРОВ В РАСТВОРЕ | 1992 |
|
RU2118331C1 |
| JP 62130705 A, 13.06.1987 | |||
| JP 60162513 A, 24.08.1985 | |||
| JP 11319921 A, 07.06.1999. | |||

