Система управления нажимным устройством прокатного стана относится к области металлургического машиностроения, а точнее к устройствам, предназначенным для осуществления установки и поддержания с высокой точностью межвалкового зазора в соответствии с сигналами, поступающими от системы автоматического регулирования толщины или с пульта управления стана.
Известна система управления нажимным устройством прокатного стана. (Металлургия. Автоматические системы стабилизации толщины проката полосы. М. , 1982 г. , с. 126, Филатов А.С., Зайцев А.П.), содержащая шаговый электродвигатель, передачу винт-гайка, ползун, рычаг и дросселирующий гидрораспределитель.
Основным недостатком данной системы-аналога является недостаточная точность позиционирования, обусловленная наличием шариковых опор, вызывающих дополнительные радиальные нагрузки и тем самым деформацию рычага.
Известна система управления нажимным устройством (пат. США N 4920858, МКИ5 F 15 B 9/10), содержащая шаговый двигатель, винтовую передачу, шестеренчатую передачу, ползун, двуплечий рычаг, дросселирующий гидрораспределитель.
Основными недостатками этой системы, взятой за прототип, являются:
- применение шариковых, цилиндрических опор, что при повороте и при смещении рычага ведет к дополнительным радиальным нагрузкам, вызывающим деформацию в рычаге, что снижает точность позиционирования системы;
- наличие двух подшипников в качестве опор рычага обуславливает люфты в цепи обратной связи;
- наличие шестеренчатой передачи ведет к дополнительной погрешности в цепи управления.
Предлагаемая система управления нажимным устройством прокатного стана, содержащая шаговый электродвигатель, винтовую передачу, ползун, двуплечий рычаг и дросселирующий гидрораспределитель, оснащена кронштейном, жестко закрепленным на корпусе нажимного устройства и связанным через две взаимно-перпендикулярные пружины с ползуном, подвижно установленным на двух направляющих и соединенным через двуплечий рычаг с дросселирующим гидрораспределителем.
Система управления нажимным устройством прокатного стана обеспечивает повышение точности позиционирования за счет устранения зазоров в направляющих и исключения перекоса ползуна.
Предлагаемая система управления нажимным устройством прокатного стана изображена на чертеже.
Система управления нажимным устройством прокатного стана содержит электродвигатель 1, выходной вал 19 которого через сильфонную муфту 2 связан с ходовым винтом 3, ввернутым в гайку 4 и образующим с ней передачу винт - гайка 3-4. Винт 3 установлен в 2-х подшипниковых опорах 17, 18. Гайка 4 встроена в ползун 5. Последний установлен в двух направляющих 6, 7 и имеет определенный диапазон перемещения. Направляющие 6 и 7, связывая подшипниковые опоры 17, 18, образуют единый узел, установленный на верхний шток 20 гидроцилиндра 10 системы управления. Перемещение ползуна 5 передается через двуплечий рычаг 8 на золотник 27 дросселирующего гидрораспределителя 9, закрепленного на корпусе гидроцилиндра 10 системы управления. Двуплечий рычаг 8, центральная опора 11 которого крепится к корпусу гидроцилиндра 10 системы управления, связывает ползун 5 с золотником 27 дросселирующего гидрораспределителя 9 через призматические опоры 12, 13. На корпусе гидроцилиндра 10 установлен кронштейн 14, который через пружину 15, установленную параллельно оси движения ползуна 5, полностью уравновешивает ползун 5 от силы реакции пружины 28 дросселирующего гидрораспределителя 9, а через пружину 16, установленную перпендикулярно оси движения ползуна 5, полностью выбирает зазор в направляющих 6, 7.
Система управления нажимным устройством прокатного стана работает следующим образом.
В исходном положении поршень 21 гидроцилиндра 10 системы управления находится в устойчивом состоянии силового равновесия. Верхняя полость гидроцилиндра 10 системы управления постоянно связана через линию 25 с давлением, а нижняя полость через линию 24 - с выходом дросселирующего гидрораспределителя 9.
При отработке сигнала управления, подаваемого на управляющий электродвигатель 1, вращение его вала 19 передается через сильфонную муфту 2 на ходовой винт 3 передачи винт - гайка 3-4, которая преобразует вращательное движение ходового винта 3 в поступательное перемещение ползуна 5. При перемещении ползуна 5 двуплечий рычаг 8, связанный с ползуном 5 и с золотником 27 дросселирующего гидрораспределителя 9 через призматические опоры 12, 13, поворачивается и золотник 27 дросселирующего гидрораспределителя 9 под действием своей пружины 28 смещается от среднего положения. Силовое воздействие от ползуна 5 на двуплечий рычаг 8 и от двуплечего рычага 8 на золотник 27 дросселирующего гидрораспределителя 9 передается посредством призматических опор 12, 13. В зависимости от того, в какую сторону движется ползун 5, напорная дросселирующего гидрораспределителя 9 либо открывается и рабочая жидкость под давлением из линии 23 поступает в нижнюю полость гидроцилиндра 10 системы управления через линию 24 и поршень 21 движется вверх, либо нижняя полость гидроцилиндра 10 системы управления связывается через сливную щель дросселирующего гидрораспределителя 9 со сливной линией 26 и поршень 21 движется вниз. При этом нижний шток 22 воздействует на валковую систему (не показана), увеличивая или уменьшая межвалковый зазор.
После отработки сигнала управления управляющего электродвигателя 1 поршень 21 гидроцилиндра 10 системы управления перемещается до тех пор, пока золотник 27 дросселирующего гидрораспределителя 9 не займет свое среднее положение.
Характеристика пружины 15 выбрана таким образом, что она уравновешивает действующую через двуплечий рычаг 8, призматические опоры 12 и 13 и золотник 27 пружину 28 дросселирующего гидрораспределителя 9.
Оснащение системы управления нажимным устройством прокатного стана кронштейном, связанным через две взаимно перпендикулярные пружины с ползуном, установленным подвижно в двух направляющих, позволяет повысить точность системы позиционирования за счет устранения зазоров в направляющих и одновременного устранения перекоса ползуна.
| название | год | авторы | номер документа |
|---|---|---|---|
| СИСТЕМА УПРАВЛЕНИЯ НАЖИМНЫМ УСТРОЙСТВОМ ПРОКАТНОГО СТАНА | 1992 |
|
RU2129673C1 |
| ГИДРОСИСТЕМА УПРАВЛЕНИЯ НАЖИМНЫМ УСТРОЙСТВОМ КЛЕТИ ПРОКАТНОГО СТАНА | 2008 |
|
RU2381851C1 |
| ГИДРОПРИВОД ЛЕТУЧИХ КАЧАЮЩИХСЯ НОЖНИЦ | 1998 |
|
RU2134194C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТОНКОЙ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ И ПРОКАТНЫЙ СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 1998 |
|
RU2146972C1 |
| РАБОЧАЯ КЛЕТЬ ПРОКАТНОГО СТАНА | 1999 |
|
RU2152832C1 |
| ГИДРОПРИВОД ЛЕТУЧИХ НОЖНИЦ | 2001 |
|
RU2212332C2 |
| РАБОЧАЯ КЛЕТЬ ОБЖИМНОГО ТРЕХВАЛКОВОГО СТАНА ВИНТОВОЙ ПРОКАТКИ С ДВУХОПОРНЫМИ ВАЛКАМИ | 2003 |
|
RU2243042C1 |
| ОПОРА ПРОКАТНОГО ВАЛКА | 2000 |
|
RU2194584C2 |
| ГИДРОПРИВОД ЛЕТУЧЕЙ ПИЛЫ | 1999 |
|
RU2169660C2 |
| УПЛОТНИТЕЛЬНОЕ УСТРОЙСТВО ОПОРЫ ПРОКАТНОГО ВАЛКА | 1999 |
|
RU2147948C1 |
Система управления нажимным устройством прокатного стана относится к области металлургического машиностроения, а точнее к устройствам, предназначенным для осуществления установки и поддержания с высокой точностью межвалкового зазора в соответствии с сигналами, поступающими от системы автоматического регулирования толщины или с пульта управления стана. Система содержит шаговый электродвигатель, винтовую передачу, ползун, двуплечий рычаг и дросселирующий гидрораспределитель. Система оснащена кронштейном. Кронштейн жестко закреплен на корпусе нажимного устройства и связан с ползуном через две взаимно перпендикулярные пружины. Ползун подвижно установлен на двух направляющих и соединен с дросселирующим гидрораспределителем через двуплечий рычаг. Система обеспечивает повышение точности позиционирования за счет устранения зазоров в направляющих и исключения перекоса ползуна. 1 ил.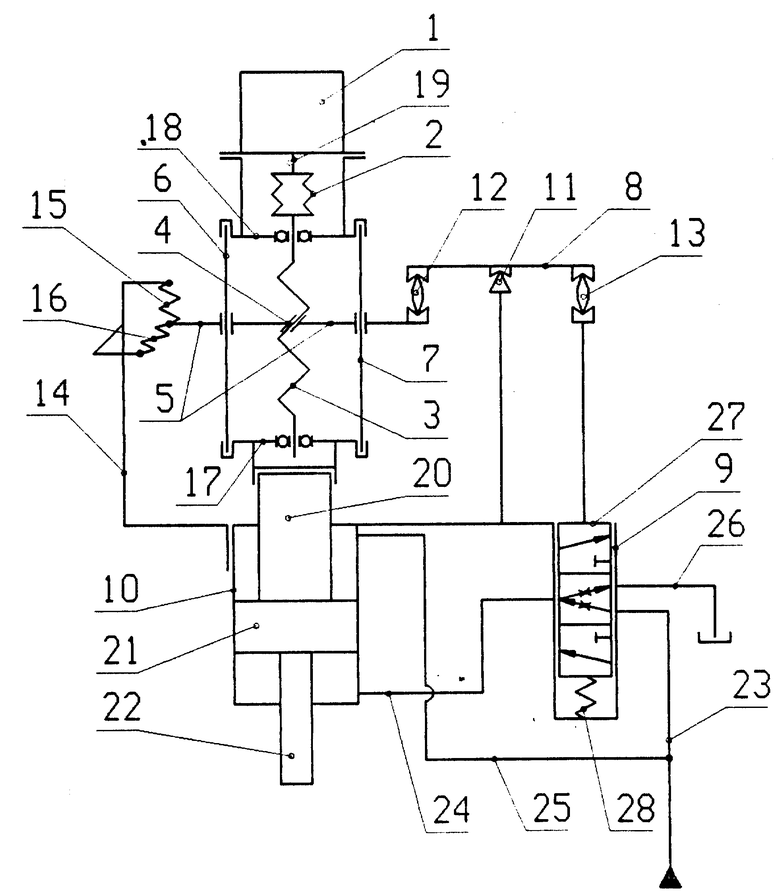
Система управления нажимным устройством прокатного стана, содержащая шаговый электродвигатель, винтовую передачу, ползун, двуплечий рычаг и дросселирующий гидрораспределитель, отличающаяся тем, что система оснащена кронштейном, жестко закрепленным на корпусе нажимного устройства и связанным через две взаимно перпендикулярные пружины с ползуном, подвижно установленным на двух направляющих и соединенным через двуплечий рычаг с дросселирующим гидрораспределителем.
| US 4920858, 01.05.90 | |||
| Пневматический следящий привод | 1979 |
|
SU823666A1 |
| Электрогидравлический шаговый привод | 1973 |
|
SU439631A1 |
| СПОСОБ ПОЛУЧЕНИЯ ПИГМЕНТА БЕЛОГО ЦВЕТА | 2002 |
|
RU2237075C2 |
| ЭЛЕКТРОГИДРАВЛИЧЕСКАЯ СИСТЕМА АВТОМАТИЧЕСКОГО | 0 |
|
SU178773A1 |
| Устройство для автоматической компенсации деформации клети | 1976 |
|
SU577063A1 |

