Изобретение относится к обработке металлов давлением, а именно, к универсальным устройствам для гибки и правки листов, профилей и сварных конструкций.
Известны и широко распространены для гибки и правки металлопроката: универсальные прессы, станки, специальные листы и профилегибочные машины (вальцы).
Общим недостатком традиционного оборудования для гибки и правки металлопроката является использование для демпфирования так называемого свободного поперечного упругопластического изгиба (см. а.с. СССР NN 1794532, B 21 D 7/02, 15.02.93; 1779430, B 21 D 1/00, 07.12.92; 1803225, B 21 D 11/20, 23.03.93; 1782636, B 21 D 1/00, 23.12.92 и др.), который требует большой установочной мощности (до 8000 тс на единицу оборудования, из которой 10 - 90% тратится на упругое последействие: пружинение и создание поля остаточных напряжений по всем поперечным сечениям.
Высокое значение мощности приводит к большой фондо-, металло- и энергоемкости применяемых процессов гибки и правки (см. Куклин О.С., Брук М.Б., Шабаршин В.П. Новое многофункциональное ресурсосберегающее гибочно-правильное оборудование. "Вестник технологии судостроения", 1995, N 1, С.31).
К недостаткам универсального гибочно-правильного оборудования, выпускаемого в виде прессов, относится также их сравнительно малая производительность, потребность в большом количестве штамповой оснастки (см. а.с. СССР N 1801660, B 21 D 5/01, 15.03.93; 1456264, B 21 D 7/03, 07.02.89; 1072951, B 21 D 11/00, 15.02.84 и др.); до 40 комплектов на 1 пресс и необходимость поддержания и перемещения обрабатываемых заготовок в процессе гибки и правки (краны, тельферы, манипуляторы).
Гибочные и правильные машины (вальцы), использующие ротационные принципы, в 3-4 раза более производительным, чем прессы, но также требуют для поддержания заготовок кранов, манипуляторов, рольгангов. Эти машины имеют большие габариты, занимают большую производственную площадь, но не обеспечивают обработку (подгибку) кромок заготовок (см. а.с. NN 1803222, B 21 D 5/01, 23.03.93; 1794532, B 21 D 7/02, 15.02.93; 07.12.92).
Отмеченные недостатки традиционного гибочного и правильного оборудования во многом устраняются применением гибочно-правильных станков с ротационно-локальным принципом деформирования (решение о выдаче патента по заявке N 93-003342/02 от 16.09.96, заявлено 18.01.93), что принято за прототип. Эти станки содержат ходовую часть для возвратно-поступательного перемещения относительно основания, станину, выполненную в виде двух рам, размещенные между рамами траверсы, несущие соответственно верхний и нижний деформирующие элементы; поддерживающие позиционеры. При этом верхний деформирующий элемент установлен с возможностью перемещения в вертикальной плоскости в направлении к нижней траверсе и смонтирован с возможностью возвратно-поступательного перемещения вдоль траверсы и выполнен в виде ролика, установленного в инструментодержателе, закрепленном на штоке силового привода, обеспечивающего бесступенчатое регулирование величины перемещения ролика в вертикальной плоскости. Траверсы при этом выполняются с консолями для размещения деформирующего инструмента. Поддерживающие позиционеры выполнены с поворотными захватами, установлены с противоположных сторон станины, при этом один из позиционеров установлен стационарно на основании, а второй смонтирован с возможностью возвратно-поступательного перемещения относительно станины по основанию.
Недостатком рассматриваемого станка, принятого за прототип, является сложность перехода с одного маршрута на другой, недостаточная производительность из-за малой зоны деформирования за один проход (менее ширины рабочей поверхности верхнего деформирующего ролика) и наличие сил трения, увеличивающих энергоемкость процесса.
Задачей изобретения является повышение производительности, расширение технологических возможностей процессов и использование триботехнических эффектов (сил трения) для снижения энергоемкости процессов формообразования.
Указанный технический результат достигается тем, что предложенная машина имеет следующие отличия:
- нижний деформирующий элемент выполнен в виде двух опорных балок, установленных с возможностью взаимодействия с верхним деформирующим роликом. При этом суммарная кривизна рабочей поверхности верхнего деформирующего ролика должна быть больше суммарной кривизны скругления рабочих поверхностей балок в поперечном сечении;
- опорные балки выполнены из наборов свободно вращающихся роликов;
- верхний деформирующий ролик выполнен поворотным вокруг его вертикальной оси;
- верхний деформирующий ролик выполнен из материала с рабочей микроповерхностью в осевом направлении с максимально возможным коэффициентом трения.
Существенными отличительными признаками заявляемого изобретения, т.е. новыми свойствами, не совпадающими со свойствами в известных в науке и технике решениях, являются следующие.
Нижний деформирующий элемент выполнен в виде двух опорных балок, взаимодействующих с верхним деформирующим роликом. При этом суммарная кривизна I/R рабочей поверхности деформирующего ролика больше суммарной кривизны скругления рабочих поверхностей опорных балок в поперечном направлении и определяется соотношением
1/R = 1/Rп + 1/Rпр > 2/Rоп,
где Rп - радиус верхнего деформирующего ролика в поперечном направлении
Rпр - радиус верхнего деформирующего ролика в продольном направлении
Rоп - радиус рабочей поверхности нижнего деформирующего элемента в поперечном направлении.
В известных листогибочных станках типа ЛГС (см. Сипилин П.М., Зефиров И. В. Обработка корпусной стали. -Л.: Судостроение, 1972, с 198) оба деформирующих взаимодействующих элемента выполнены в виде роликов равных радиусов. Применение двух опорных балок в качестве нижнего деформирующего элемента позволяет отказаться от привода вращения нижнего ролика, что снижает энергоемкость процесса. Так как суммарная кривизна рабочей поверхности деформирующего ролика больше суммарной кривизны рабочих поверхностей обеих опорных балок в поперечном направлении, контактное смятие наружной поверхности заготовки будет меньше, чем на ее внутренней поверхности.
Таким образом исключается смятие, по крайней мере, наружной поверхности изгибаемой заготовки, так как контактные напряжения прямо пропорциональны суммарной кривизне контактирующих поверхностей (см. Галин Л.А. Контактные задачи упругости. Государственное издательство технико-теоретической литературы. -М.: 1953, С. 248), при деформировании двум роликами смятие верхней и нижней поверхностей заготовок не исключается.
Опорные балки выполнены в виде наборов свободно вращающихся роликов. Этми самым трение скольжения по нижним опорным балкам заменяется трением качения, которое на 1-2 порядка меньше первого.
Тем самым облегчается деформационное удлинение наружной поверхности заготовки и смещение нейтральной оси изгиба к внутренней поверхности заготовки, что уменьшает пружинение и энергоемкость процессов гибки и правки.
Последнее также стимулируется выполнением верхнего деформирующего ролика из материала с рабочей микроповерхностью в осевом направлении с максимально возможным коэффициентом трения. В этом случае затрудняется деформационное сжатие на внутренней поверхности заготовки.
Верхний деформирующий элемент (ролик) выполнен поворотным вокруг вертикальной оси, что позволяет производить как поперечную, так и продольную гибку и расширяет технологические возможности процесса. Для продольной гибки между опорными балками размещена вкладная опорная балка со скругленными выемками, шаг которых равен ширине верхнего деформирующего элемента.
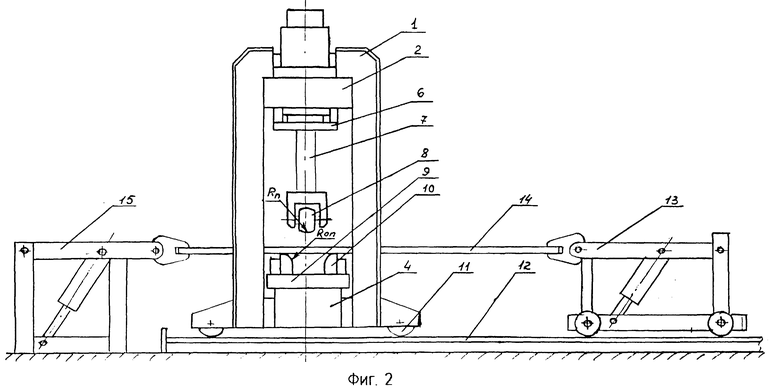
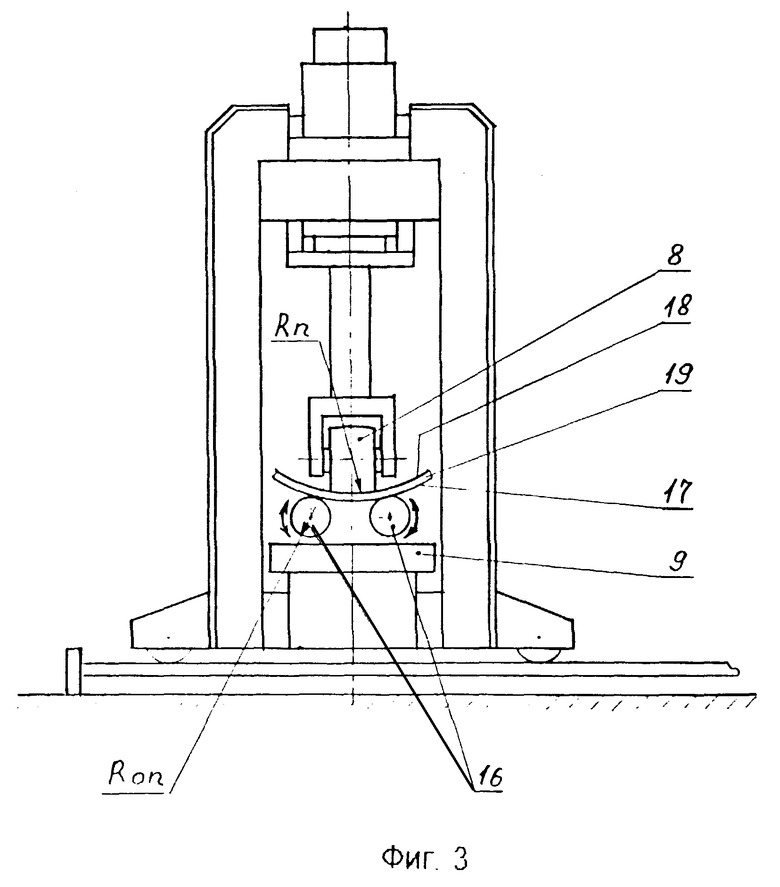
Сущность предлагаемого изобретения поясняется схемами; фиг. 1 - общий вид предлагаемой гибочно-правильной машины, фиг. 2 - вид машины сбоку, фиг. 3 - схема деформирования на свободно вращающихся роликах.
Машина состоит (фиг. 1) из верхней траверсы 1 с консолями 3, которая рамами 2 соединена со станиной 4, оснащенной нижней траверсой 5, также имеющей консоль. На траверсе 1 размещена на направляющих подвижная каретка 6, на штоке 7 которой размещен в инструментодержателе верхний деформирующий элемент 8, выполненный в виде ролика. На нижней траверсе 5 (фиг. 2) расположена плита 9 с нижним деформирующим элементом 10, выполненным в виде двух опорных балок с поперечным радиусом рабочих поверхностей Rоп.
Вся рама машины на катках 11 перемешается по направляющим 12. Передвижной поворотный позиционер 13 захватом удерживает в процессе формообразования заготовку 14 вместе со стационарным позиционером 15.
Опорные балки могут быть выполнены в виде наборов свободно вращающихся роликов 16 (фиг. 3) с радиусом Rоп, которые установлены с возможностью контактирования по наружной поверхности 17 с изгибаемой заготовкой. По внутренней поверхности 18 заготовка 14 контактирует с верхним деформирующим роликом 8, имеющим радиус Rп в поперечном направлении и радиус Rпр в продольном направлении.
Для осуществления гибки заготовки в продольном направлении верхний деформирующий ролик 8 выполнен поворотным на 90o в положении 22 или может быть вращающимся вокруг вертикальной оси; между опорными балками размещена вкладная опорная балка 20 со скругленными выемками 21, шаг которых соответствует ширине верхнего деформирующего ролика 8 bр и t=bp (фиг. 1).
Многофункциональная гибочно-правильная машина действует следующим образом.
Обрабатываемая заготовка 14 (фиг. 2) закрепляется в стационарном 15 и неподвижном поворотном 13 позиционерах с поворотными захватами. Машина, включающая элементы 1 - 10 на катках 11, а подвижная каретка 6 по верхней траверсе 1 перемещаются к начальной точке изгиба закрепленной заготовки. Через шток 7 и верхний деформирующий ролик 8 деформирующее усилие воздействует на заготовку 14, лежащую на двух опорных балках 10 (фиг. 2) или 16 (фиг. 3).
После достижения требуемого положения верхнего деформирующего ролика 8 последний перемещается вместе с кареткой 6 по заготовке 14 и осуществляет ее поперечный изгиб.
При сходе верхнего деформирующего ролика 8 с заготовки машина на катках 11 перемещается на следующий шаг, соответствующий ширине ролика bр (фиг. 1), и процесс продолжается. Для изменения степени деформирования и исключения краевых эффектов увеличивается или уменьшается ход штока 7 с верхним деформирующим роликам 8.
Для интенсификации процесса опорные балки выполняют в виде наборов свободно вращающихся роликов 16 (фиг. 3), что облегчает деформацию растяжения на наружной поверхности 17 заготовки. При этом целесообразно нейтральную ось изгиба вывести на внутреннюю поверхность 18 заготовки. В этом случае пружинение материала приближается к нулю. Этому способствует затруднение деформации сжатия на внутренней поверхности 18 изогнутой заготовки 19, что достигается применением роликов из материала с высоким коэффициентом трения, например, из титана или пластмассы. Для продольной гибки заготовки верхний деформирующий ролик 8 поворачивается на 90o в положение 22 (фиг. 1), а между опорными балками 10 (фиг.1) или 16 (фиг. 3) устанавливается вкладная опорная балка 20 с выемками 21, шаг которых соответствует ширине верхнего деформирующего ролика 7 bр. После прохождения верхним деформирующим роликом 8 вдоль заготовки путем перемещения машины на катках 11 и схода с заготовки верхний деформирующий ролик 8 перемещается подвижной кареткой 6 на шаг t=bр, и процесс продолжается.
Так как верхний деформирующий ролик 8 выполнен из материала, например, титанового сплава, и с рабочей микроповерхностью в осевом направлении с максимально возможным коэффициентом трения по рабочей поверхности Rп, например, изготовленного грубым точением, то по внутренней поверхности заготовки максимально затрудняется деформирование, а по наружной поверхности последней, наоборот, деформирование облегчается, особенно при выполнении опорных балок в виде наборов из свободно вращающихся роликов 16, на которых трение скольжения заменяется трением качения.
Правка заготовок осуществляется локальным воздействием верхнего деформирующего ролика 8 на искривленные места заготовок. Наилучшие результаты правки достигаются, когда заготовка укладывается на плите 9.
В настоящее время спроектированы многофункциональные гибочно-правильные станки (МГПС) и машины (МГПМ) усилием 5, 10, 25 и 50 тс. Организовано серийное изготовление станков МГПС-25.
Многофункциональные станки и машины усилием 25 тс заменяют по силовым возможностям прессы и вальцы усилием 400 - 500 тс, при этом получены следующие показатели по сравнению с последними:
- масса оборудования снижается в 8 - 11 раз, масса оснастки - до 100 раз;
- установленная мощность уменьшается в 8 - 10 раз, энергоемкость процесса в 4 - 16 раз в зависимости от радиуса изгиба;
- процесс гибки и правки автоматизируется;
- достигается экологическая чистота процесса.
Изобретение относится к обработке металлов давлением, а именно к гибке и правке листов и профилей. Гибочно-правильный станок снабжается роликовыми деформирующими элементами с возможностью их координатного перемещения и формообразования заготовок простой и сложной кривизны. Указанная машина заменяет по технологических возможностям и производительности гидропрессы, гибочные и правильные вальцы в 15-25 раз большей мощности при меньшей в 15-100 раз металлоемкости и энергоемкости процессов. 4 з.п.ф-лы, 3 ил.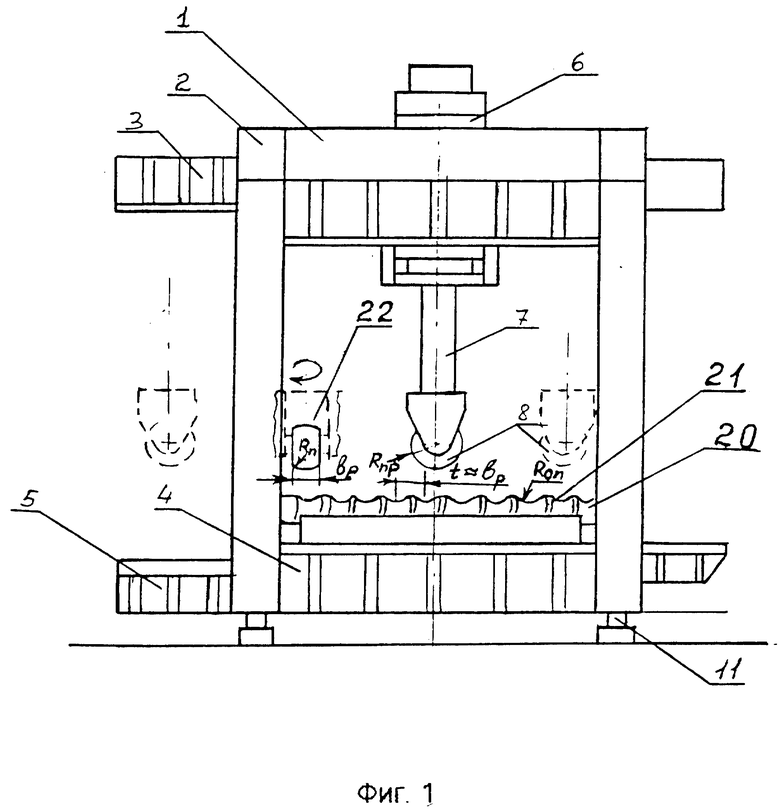
| RU 93003342 | |||
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
| SU, 1794532 A, 15.02.93 | |||
| SU, 1803222 A, 23.03.93 | |||
| SU, 1801660 A, 15.03.93 | |||
| SU, 1779430 A, 07.12.92 | |||
| Куклин О.С | |||
| и др | |||
| Новое многофункциональное ресурсосберегающее гибочно-правильное оборудование | |||
| Ж | |||
| Вестник технологии судостроения | |||
| Топка с качающимися колосниковыми элементами | 1921 |
|
SU1995A1 |
| DE, 1250237 A, 14.09.67 | |||
| US, 4380921 A, 26.04.83 | |||
| DE, 3644251 A, 03.12.87. | |||

