Изобретение относится к обработке металлических листовых заготовок давлением, а именно к универсальным устройствам для гибки и правки листовых деталей. Изобретение может быть использовано для изготовления, в частности, элементов обшивки кораблей и судов, а также других листовых конструкций сложной формы.
Известны и широко распространены для гибки и правки листов прессы и вальцы, использующие методы свободного и стесненного поперечного изгиба. При использовании оборудования, выполненного по этим техническим решениям, требуются значительные усилия (до 8000 тс), из которых 10-90% тратится на упругое последействие: пружинение металла и создание поля остаточных напряжений в поперечных сечениях заготовки. Высокие значения необходимых мощностей приводят соответственно к большой фондо-, материало- и энергоемкости применяемого оборудования (см. Александров В.Л., Горбач В.Д., Куклин О.С., Шабаршин В.П.Высокие технологии гибки и правки. «Вестник технологии судостроения», 1996, №4).
В то же время гибочные и правильные машины (вальцы), использующие ротационные методы деформирования и выполненные по таким запатентованным техническим решениям как, например, а.с. СССР №№1794532 от 07.12.92 и 1803222 от 23.03.93, уже в 3-4 раза более производительны, чем прессы, хотя также требуют большой мощности (до 5000 тс) и поддержания заготовок кранами и поворотными рольгангами. Кроме того, эти машины имеют значительные габариты и массу (до 2000 т) и не обеспечивают подгибку кромок заготовок.
Отмеченные недостатки традиционного гибочного и правильного оборудования устраняются применением гибочно-правильных станков и машин на принципах минисилового бесштампового ротационно-локального деформирования (РЛД), см. например, патенты РФ №№2102170, 2129929 и 2191082.
Наиболее близкой по сущности к заявляемому изобретению является многофункциональная гибочно-правильная машина, содержащая гибочно-правильный пресс, техническое решение которой имеется в патенте РФ №2129929 и которая принята за прототип. Роликовый пресс этой машины содержит станину, выполненную в виде двух рам, два позиционера для поддержания обрабатываемой заготовки по ее торцам, размещенные между рамами траверсы, несущие соответственно верхний и нижний деформирующие элементы. Верхний элемент выполнен в виде ролика и смонтирован на штоке силового привода с возможностью возвратно-поступательного перемещения в вертикальной плоскости в направлении к нижней траверсе и возможностью возвратно-поступательного перемещения вдоль траверсы, а нижний деформирующий элемент выполнен в виде двух опорных балок, установленных с возможностью взаимодействия с верхним деформирующим элементом, при этом суммарная кривизна его рабочей поверхности больше суммарной кривизны округления рабочих поверхностей опорных балок в поперечном сечении.
Задачей настоящего изобретения является расширение технологических возможностей гибочного оборудования и повышение его производительности, а решается указанная задача за счет минимизации деформирующих усилий.
Указанный технический результат достигается при условии, что предлагаемый гибочно-правильный роликовый пресс имеет следующие отличительные признаки от прототипа:
- верхний и нижний деформирующие элемент выполнены с минимально возможными радиусами закруглений их рабочих поверхностей, выбранными из условия отсутствия смятия рабочей поверхности деформирующих элементов и допустимой деформации заготовки в процессе формообразования;
Кроме того, в частных случаях указанного технического решения заявляемого роликового пресса имеются такие отличительные признаки как:
- верхний и нижний деформирующие элементы выполнены в виде быстросъемных роликов;
- быстросъемные ролики выполнены с различными радиусами поперечной по отношению к заготовке кривизны, не превышающими достигаемого радиуса кривизны заготовки в поперечном направлении с учетом пружинения ее материала.
Уменьшение до минимально возможных радиусов закругления рабочих поверхностей деформирующих элементов обеспечивает минимизацию усилий деформирования вследствие уменьшения пятна контакта инструмента с обрабатываемой заготовкой и, следовательно, уменьшение зоны пластической деформации. Критериями уменьшения радиусов закругления является исключение пластического смятия рабочей поверхности деформирующих элементов, для чего они изготавливаются из материалов с пределом текучести, в 2-2,5 раза большим, чем у обрабатываемого металла заготовки, а утонение заготовки допускается до 10% от ее толщины. Отмеченные эмпирические значения получены из опыта эксплуатации станков типа МГПС, работающего на принципах ротационно-локального деформирования, и подтверждаются проведенными во ФГУП «ЦНИИТС» исследованиями (отчет о НИР ГКЛИ.3210-090-2002).
Между радиусами закруглений рабочих поверхностей в результате теоретических и экспериментальных исследований установлены следующие зависимости, обеспечивающие эффективность применения процессов ротационно-локального деформирования:

где  - радиусы кривизны верхнего деформирующего элемента соответственно в поперечном и продольном направлении по отношению к линии гиба;
- радиусы кривизны верхнего деформирующего элемента соответственно в поперечном и продольном направлении по отношению к линии гиба;
 - радиусы кривизны нижнего деформирующего элемента соответственно в поперечном и продольном направлении по отношению к линии гиба.
- радиусы кривизны нижнего деформирующего элемента соответственно в поперечном и продольном направлении по отношению к линии гиба.
Причем зависимость (1) справедлива лишь при следующем соотношении:

Верхний и нижний деформирующие элементы могут быть выполнены в виде быстросъемных роликов с различными радиусами поперечной кривизны, которые выбираются как можно ближе к требуемому радиусу заготовки с учетом пружинения, которое может быть подсчитано для корпусных сталей и сплавов согласно известным зависимостям, приведенным в отраслевом стандарте судостроения РД5.95079.
Сущность предлагаемого изобретения поясняется следующими чертежами:
фиг.1 - общий вид гибочно-правильного роликового пресса;
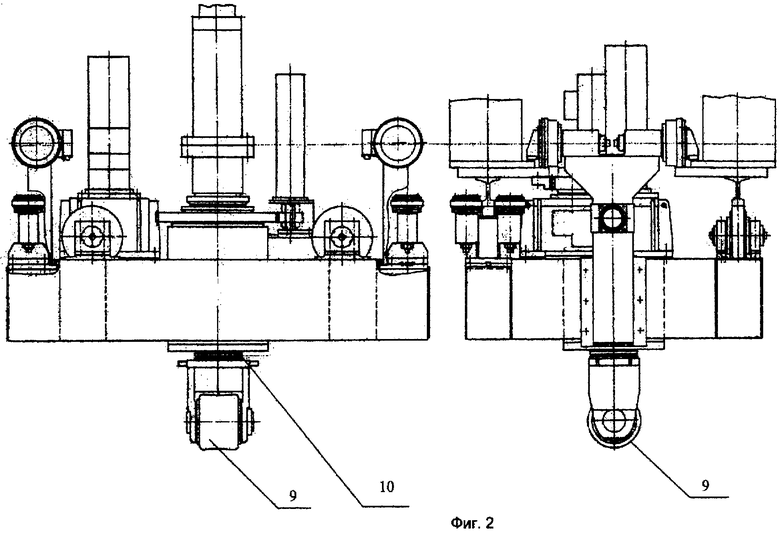
фиг.2 - агрегат силовой верхний;
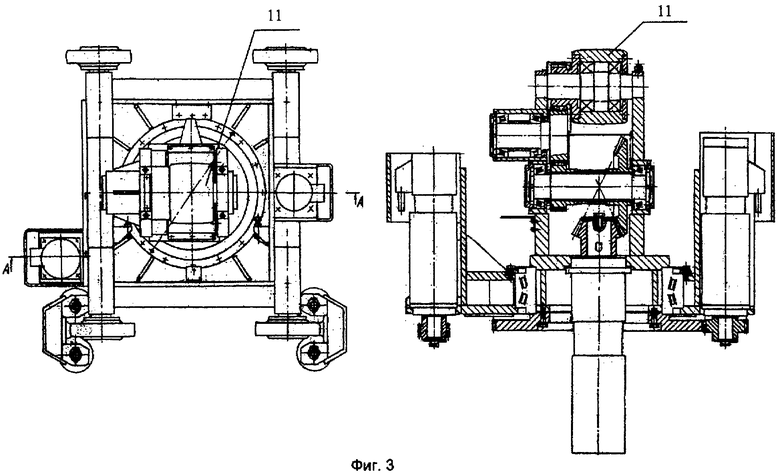
фиг.3 - агрегат силовой нижний;
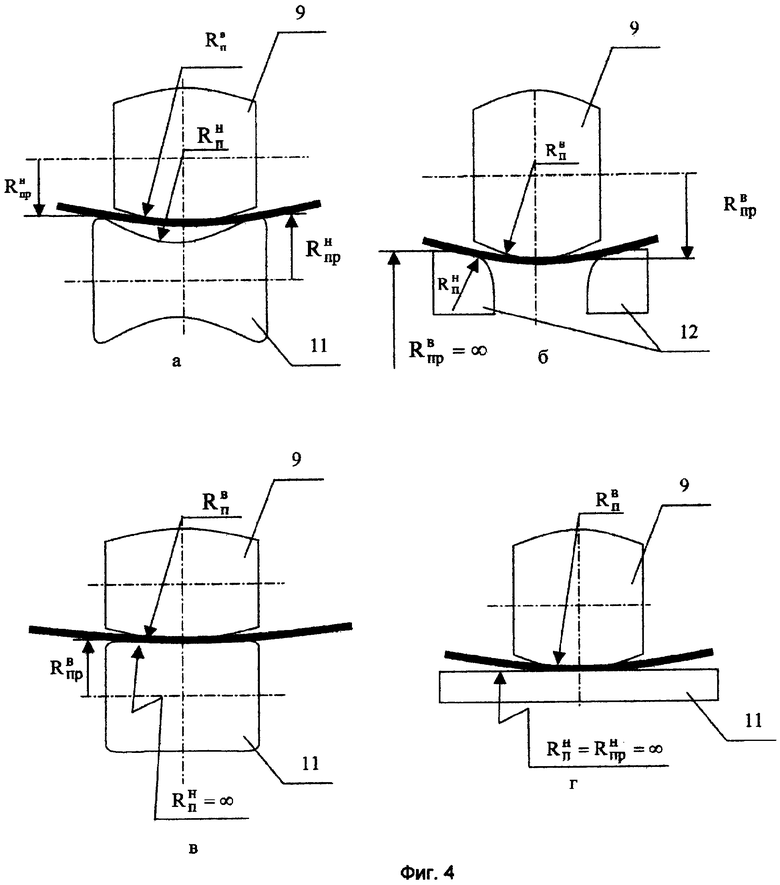
фиг.4 - схемы ротационно-локального деформирования (а - гибка роликом по ролику; б - гибка роликом по двухопорной балке; в - гибка раскаткой роликом по ролику; г - гибка раскаткой по жесткой балке.
Гибочно-правильный пресс (фиг.1) содержит станину, выполненную в виде двух рам 1 и 2, размещенные между этими рамами траверсы 3, несущие соответственно верхний 4 и нижний 5 силовые агрегаты, а также может содержать опорные ролики 6, гидростанцию 7 и пульт управления 8 с местом оператора. Верхний деформирующий элемент выполнен в виде ролика 9 (фиг.2) и смонтирован на штоке 10 верхнего силового агрегата (каретки) 4 с возможностью возвратно-поступательного перемещения в вертикальной плоскости по направлению к нижней траверсе и возможностью возвратно-поступательного перемещения вдоль верхней траверсы. Нижний деформирующий элемент 11 (фиг.2) может быть выполнен в двух исполнениях: в виде опорных балок 12 (фиг.4) или приводного ролика 11. Приводной ролик 11 при помощи нижней приводной каретки 5, а верхний нажимной ролик 9 при помощи верней приводной каретки 4 могут перемещаться вдоль нижней траверсы и выходить на их консоли, где возможна их замена. Для обеспечения гибки на приводном нижнем ролике 11 опорные балки 12 находятся в нерабочем состоянии вне рабочей зоны, они вдвигаются и выдвигаются поступательно при помощи нижней каретки 5.
Эффективное применение основных методов ротационно-локального деформирования, осуществляемых на обрабатывающем центре, зависит от кривизны рабочих поверхностей деформирующих элементов (фиг.4), радиусов закруглений рабочих поверхностей верхнего деформирующего элемента в поперечном и продольном направлениях () и соответственно нижнего . Наиболее рациональные соотношения указанных параметров приведены выше в выражении (1).
В настоящее время спроектирован и выполнен экспериментальный образец автоматизированной гибочно-правильной машины АГПМ-15М, содержащей гибочно-правильный пресс, который опробован при изготовлении ряда опытных и штатных гнутых деталей разнообразной формы толщиной от 2 до 5 мм для ряда изделий современной техники.
Разработана рабочая конструкторская документация на машину АГПМ-25, которая позволит осуществлять гибку и правку листового проката толщиной от 2 до 20 мм и габаритами до 2800×10000 мм.
Основные характеристики гибочного оборудования приведены в сравнении с зарубежными аналогами в таблице.
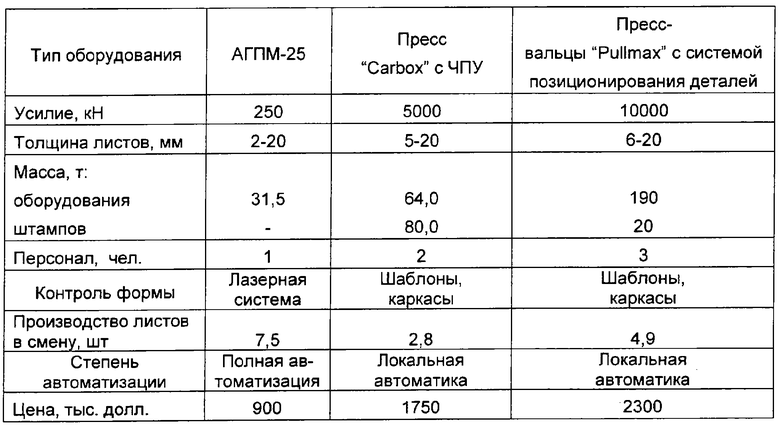
Таким образом, гибочно-правильный пресс в составе машины АГПМ-25 по сравнению с лучшими зарубежными аналогами позволяет благодаря минимизации усилий гибки и правки:
- заменить по технологическим возможностям гидропрессы и вальцы в 20-40 раз большей мощности;
- существенно уменьшить материалоемкость процессов за счет исключения штамповой и контрольной оснастки;
- повысить производительность процесса формообразования.
Изобретение относится к обработке металлов давлением, точнее к изготовлению элементов обшивок сварных конструкций. Пресс содержит станину, выполненную в виде двух рам, размещенные между рамами траверсы, несущие соответственно верхний и нижний деформирующие элементы. Верхний деформирующий элемент выполнен в виде ролика и смонтирован на штоке силового привода с возможностью возвратно-поступательного перемещения в вертикальной плоскости в направлении к нижней траверсе. Он имеет также возможность возвратно-поступательного перемещения вдоль траверсы. Нижний деформирующий элемент выполнен с возможностью взаимодействия с верхним деформирующим элементом. При этом верхний и нижний деформирующие элементы выполнены с минимально возможными радиусами закруглений их рабочих поверхностей. Расширяются технологические возможности, повышается производительность за счет минимизации деформирующих усилий. 2 з.п. ф-лы, 4 ил., 1 табл.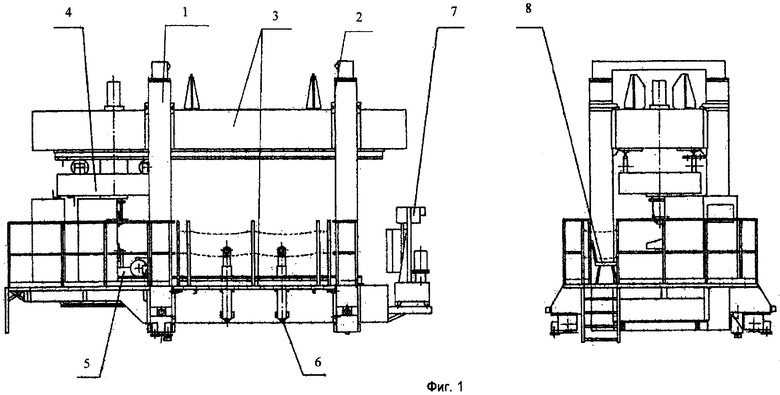
| МНОГОФУНКЦИОНАЛЬНАЯ ГИБОЧНО-ПРАВИЛЬНАЯ МАШИНА | 1997 |
|
RU2129929C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ГНУТЫХ ЛИСТОВЫХ ДЕТАЛЕЙ | 2000 |
|
RU2194589C2 |
| Способ формообразования деталей двойной кривизны | 1991 |
|
SU1794532A1 |
| US 4380921 А, 26.04.1983. | |||

