Изобретение относится к области сварочного производства и может быть использовано в различных отраслях промышленности при дуговой сварке в среде защитных газов.
Известен способ дуговой сварки в среде двух или нескольких инертных газов, при котором в процессе сварки изменяют состав защитного газа и величину сварочного тока (патент США N 3484575 кл. 219-74).
Однако этот способ не всегда обеспечивает получение положительного эффекта из-за отсутствия рекомендаций по выбору величины сварочного тока в зависимости от состава защитного газа.
Известен способ дуговой сварки в среде защитных газов, при котором несколько газов или их смесей подают импульсами, при этом в каждом последующем импульсе используют газы или их смеси, отличающиеся потенциалами ионизации не менее, чем на 20% от потенциала ионизации газа или их смеси предыдущего импульса (патент РФ N 1558604 кл. B 23 K 9/16). Этот способ принят авторами в качестве прототипа.
Способ позволяет повысить качество сварных швов путем изменения условий кристаллизации сварочной ванны при сварке толщин 2 - 4 мм. Однако при сварке толщин менее 2 мм и более 4 мм способ неэффективен, т.к. не обеспечивает необходимое газодинамическое давление на сварочную ванну.
Задачей предлагаемого технического решения является повышение качества сварных соединений и регулирование глубины проплавления.
Эта задача решается за счет того, что при дуговой сварке в среде защитных газов, при которой несколько газов или их смесей подают импульсами и в каждом последующем импульсе используют газы или смеси, отличающиеся потенциалами ионизации от потенциала ионизации газа или смеси предыдущего импульса, осуществляют периодическое изменение дугового промежутка синхронно с импульсами подачи газов. При этом при сварке малых толщин в период подачи защитного газа или смеси с повышенным потенциалом ионизации дуговой промежуток увеличивают, а в период подачи защитного газа или смеси с пониженным потенциалом ионизации дуговой промежуток уменьшают. При сварке больших толщин в период импульса подачи защитного газа или смеси с повышенным потенциалом ионизации дуговой промежуток уменьшают, а в период подачи защитного газа или смеси с пониженным потенциалом ионизации дуговой промежуток увеличивают.
Сущность изобретения поясняется чертежами, где на фиг. 1 показана схема процесса сварки малых толщин (до 2 мм), на фиг. 2 - схема процесса сварки больших толщин (более 4 мм).
Сущность способа состоит в следующем. Сварку выполняют постоянной дугой в среде защитных газов с использованием плавящегося или неплавящегося электрода. При этом применяют несколько защитных газов или их смесей, которые подают в горелку поочередно и которые отличаются друг от друга потенциалом ионизации. Синхронно с изменением состава газовой среды изменяют длину дугового промежутка.
Изменяя состав газовой среды в дуговом промежутке изменяют ее потенциал и коэффициент теплопроводности. При этом меняется температура плазмы и напряжение на дуге, пропорционально напряжению на дуге изменяется и величина тока. Поэтому изменение потенциала газовой среды в дуговом промежутке вызывает дополнительные импульсы тока и напряжения, благодаря которым достигается импульсное газодинамическое воздействие на сварочную ванну.
Такое воздействие на сварочную ванну позволяет управлять формированием шва, в том числе при сварке в различных пространственных положениях.
Однако при сварке соединений толщиной до 2 мм управление формированием шва за счет изменения потенциала ионизации защитного газа затруднено из-за широкого диапазона значений газодинамического давления, оказываемого дугой на сварочную ванну. В то же время этого давления достаточно для увеличения глубины проплавления при сварке соединений толщиной более 4 мм.
Поэтому для более эффективного управления формированием соединений в процессе сварки дополнительно изменяют длину дуги, что приводит к изменению ее энергетических и силовых характеристик.
При этом для тонкой регулировки воздействия на сварочную ванну при сварке соединений толщиной до 2 мм синхронно с подачей в зону дуги защитного газа с высоким потенциалом ионизации увеличивают длину дуги, а при подаче газа с низким потенциалом ионизации - уменьшают длину дуги.
Изменяя длину дуги в тех или иных пределах достигают возможности плавного регулирования газодинамического давления, оказываемого дугой на сварочную ванну при изменении потенциала ионизации защитного газа, что обеспечивает повышение качества соединений и получение швов с равномерным формированием проплава и усиления.
Для усиления импульсного газодинамического давления на сварочную ванну, что необходимо для увеличения глубины проплавления при сварке соединений толщиной более 4 мм, синхронно с подачей в зону дуги защитного газа с высоким потенциалом ионизации длину дуги уменьшают, а при подаче газа с низким потенциалом ионизации длину дуги увеличивают.
Это позволяет повысить глубину проплавления без увеличения погонной энергии сварки, что особенно эффективно позволяет управлять формированием шва при сварке неповоротных стыков труб, сварке на вертикальной плоскости или в потолочном положении, т. к. в этом случае не увеличивается объем сварочной ванны.
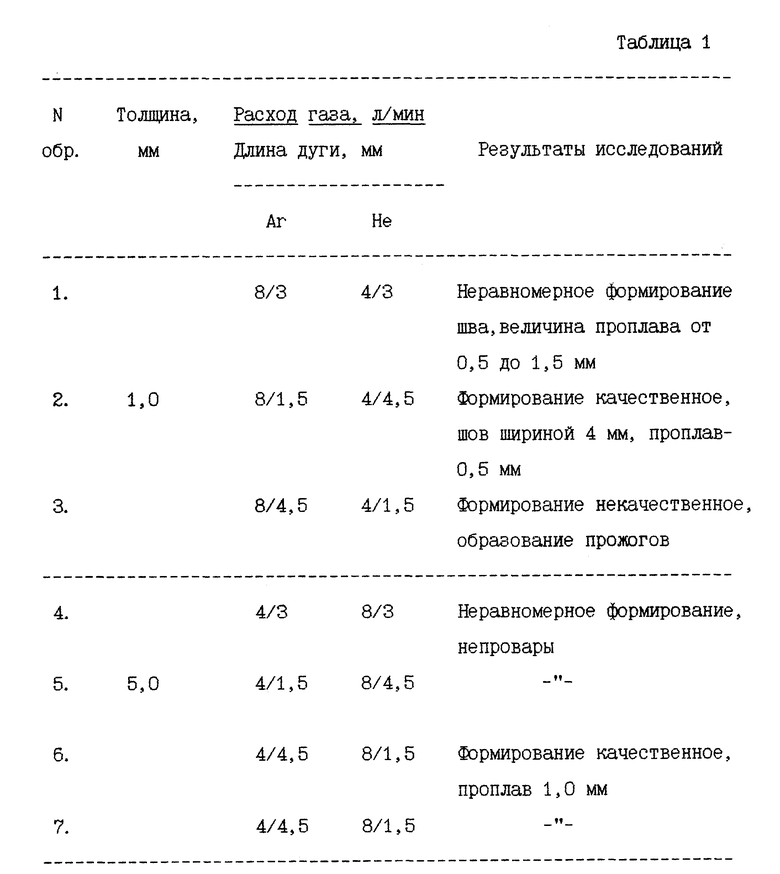
Пример 1. Выполняли сварку образцов из стали ВНС-25 толщиной 1,0 мм и 5,0 мм. Сварка осуществлялась неплавящимся вольфрамовым электродом в среде аргона и гелия, которые подавали поочередно с помощью специального устройства. В ряде случаев в процессе сварки изменяли длину дуги синхронно с изменением защитного газа. В качестве источника питания использовали ВСВУ-315. Ток сварки составлял при сварке образцов толщиной 1,0 мм 50-70 А, образцов толщиной 5,0 мм 150-170 А, скорость - 12 м/час. Другие режимы сварки и полученные результаты представлены в таблице 1.
Кроме того, при сварке на режимах N 7 зазор между свариваемыми кромками увеличивали до 0,15 - 0,2 мм. Как видно из полученных результатов, способ, кроме улучшения формирования швов, позволяет получить удовлетворительные соединения при некачественной сборке.
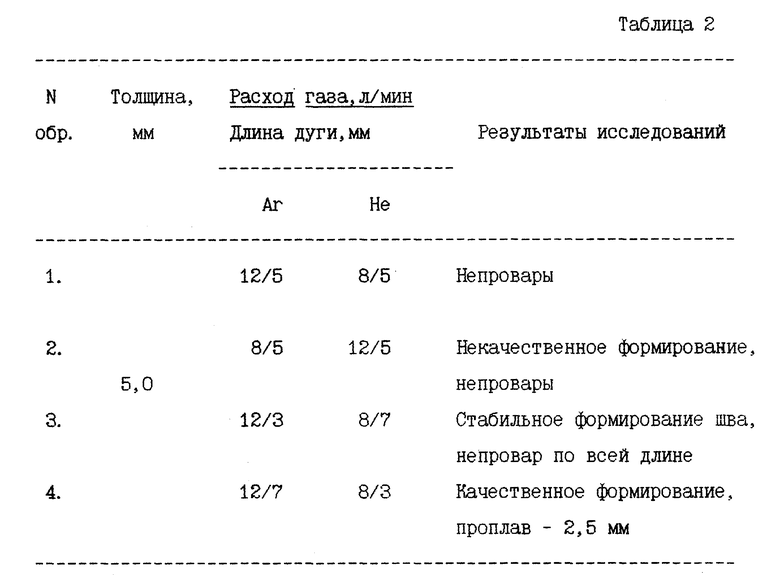
Пример 2. Выполняли сварку плавящимся электродом образцов из алюминиевого сплава 1201 толщиной 5,0 мм. В качестве электрода использовалась проволока того же состава диаметром 2,0 мм. Сварка осуществлялась в среде аргона и гелия, которые подавали поочередно. В качестве источника тока использовался ВДУ-504. Ток сварки составил 140-150 А, скорость - 15 м/час. Остальные режимы приведены в таблице 2.
Из полученных результатов видно, что способ позволяет устранить такой дефект сварного шва на непровары при одновременном улучшении внешнего вида швов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 2004 |
|
RU2271266C2 |
| СПОСОБ ДУГОВОЙ СВАРКИ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1992 |
|
RU2008153C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ НА ПЕРЕМЕННОМ ТОКЕ | 1990 |
|
RU2012461C1 |
| Способ сварки неплавящимся электродом в среде защитных газов | 2019 |
|
RU2705827C1 |
| Способ импульсной дуговой сварки в среде защитных газов | 1991 |
|
SU1816596A1 |
| СПОСОБ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В ЗАЩИТНЫХ ГАЗАХ КОРНЕВЫХ СЛОЕВ СВАРНЫХ СОЕДИНЕНИЙ | 2008 |
|
RU2381092C2 |
| СПОСОБ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В ЗАЩИТНЫХ ГАЗАХ | 2011 |
|
RU2475344C1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ МЕХАНИЗИРОВАННОЙ СВАРКИ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ С ПОДАЧЕЙ СВАРОЧНОЙ ПРОВОЛОКИ | 2015 |
|
RU2597855C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ СО СКВОЗНЫМ ПРОПЛАВЛЕНИЕМ | 1988 |
|
SU1582479A1 |
| Способ механизированной дуговой сварки с короткими замыканиями в среде инертных и защитных газов | 2015 |
|
RU2613247C2 |

Способ может быть использован в различных отраслях промышленности при дуговой сварке в среде защитных газов плавящимся и неплавящимся электродом. Несколько газов или их смесей подают импульсами. В каждом последующем импульсе используют газ или смесь с потенциалами ионизации, отличными от потенциала ионизации газа или смеси предыдущего импульса. Синхронно с импульсами подачи газов осуществляют периодическое изменение дугового промежутка. При сварке малых толщин в период подачи защитного газа или смеси с повышенным потенциалом ионизации дуговой промежуток увеличивают. В период подачи защитного газа или смеси с пониженным потенциалом ионизации дуговой промежуток уменьшают. При сварке больших толщин в период импульса подачи защитного газа или смеси с повышенным потенциалом ионизации дуговой промежуток уменьшают. В период подачи защитного газа или смеси с пониженным потенциалом ионизации дуговой промежуток увеличивают. Изменение состава газовой среды в дуговом промежутке позволяет управлять формированием шва, глубиной проплавления. Улучшается качество сварного соединения. 2 з. п. ф-лы, 2 ил., 2 табл.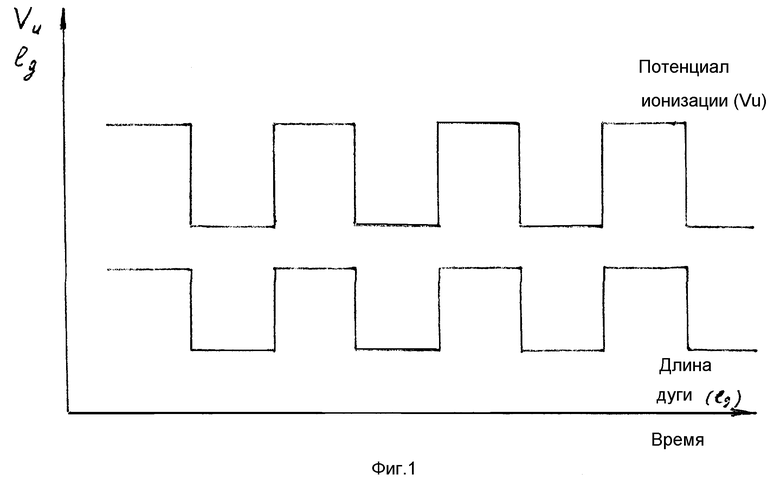
| Способ дуговой сварки в среде защитных газов | 1987 |
|
SU1558604A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1992 |
|
RU2008153C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ НА ПЕРЕМЕННОМ ТОКЕ | 1990 |
|
RU2012461C1 |
| RU 2051773 C1, 10.01.96 | |||
| US 3484575 A, 23.12.74. | |||

