Изобретение относится к машиностроению и может быть использовано при дуговой сварке в среде защитных газов неплавящимся электродом.
Известен способ дуговой сварки в среде защитных газов, при котором несколько газов или их смесей подают поочередно импульсами, при этом в каждом последующем импульсе используют газы или их смеси, отличающиеся потенциалами ионизации не менее чем на 20% от потенциала ионизации газа или их смеси предыдущего импульса (патент РФ №15586 04, кл. В 23 К 9/16). Однако этот способ не всегда обеспечивает получение высокого качества особенно протяженных сварных швов вследствие неравномерного расстояния горелки от свариваемого изделия по периметру сварного соединения.
Известен способ дуговой сварки в среде защитных газов, при котором несколько газов или их смесей подают попеременно импульсами, при этом в каждом последующем импульсе используют газ или смесь газов с потенциалом ионизации, отличным от потенциала ионизации газа или смеси предыдущего импульса, отличающийся тем, что осуществляют периодическое изменение дугового промежутка, синхронное с импульсами подачи газов или смесей (патент РФ №2130370, кл. В 23 К 9/16). Этот способ принят авторами в качестве прототипа.
Способ позволяет повысить качество сварных швов путем повышения газодинамического воздействия на кристаллизацию сварочной ванны. Однако этот способ не всегда обеспечивает получение стабильного качества из-за отсутствия рекомендаций по выбору параметров изменения величины дугового промежутка.
Задачей предлагаемого технического решения является повышение качества сварных соединений и регулирование глубины проплавления.
Эта задача решается за счет того, что при дуговой сварке в среде защитных газов, при которой несколько газов или их смесей подают поочередно импульсами и в каждом последующем импульсе используют газы или смеси, отличающиеся потенциалами ионизации от потенциала ионизации газа предыдущего импульса и синхронным изменением дугового промежутка. При этом устанавливают базовое напряжение на дуге равным оптимальному напряжению в среде газа с минимальным потенциалом ионизации, а разницу между максимальным и минимальным значением напряжения на дуге в периоды предыдущего и последующего импульсов подачи газов устанавливают в пределах 1÷7 В.
Сущность способа состоит в следующем.
Сварку выполняют постоянной дугой в среде защитных газов или их смесей, которые подают в горелку поочередно и которые отличаются друг от друга потенциалом ионизации. Синхронно с изменением состава газовой среды изменяют длину дугового промежутка, предварительно устанавливая базовую величину напряжения на дуге, равную оптимальному напряжению на дуге, горящей в газе с минимальным потенциалом ионизации, с обеспечением разницы между максимальным и минимальным напряжением на дуге в периоды предыдущего и последующего импульсов в пределах 1÷7 В. Величина дугового промежутка находится в прямой зависимости от напряжения сварочной дуги, поэтому изменение напряжения приводит к изменению величины дугового промежутка. Увеличение напряжения дуги в момент подачи защитного газа с более высоким потенциалом ионизации приводит к уменьшению длины дугового промежутка, что способствует увеличению электрогазодинамического давления на сварочную ванну и, как следствие, способствует увеличению проплавляющей способности дуги при уменьшении ширины сварочного шва. Такое воздействие дуги на сварочную ванну позволяет в широких пределах управлять формированием шва. Изменяя длину дуги в тех или иных пределах, достигают возможности широкого регулирования газодинамического давления, оказываемого дугой на сварочную ванну при изменении потенциала защитного газа.
При установлении базовой величины дугового промежутка, равной оптимальной величине дугового промежутка при горении дуги в газе с минимальным значением потенциала ионизации с обеспечением разницы между максимальным и минимальным значением напряжения на дуге в периоды предыдущего и последующего импульсов в пределах 1÷7 В, достигается возможность дополнительного повышения качества сварных соединений и получение швов с равномерным формированием проплава и усиления.
Это также позволяет повысить глубину проплавления без увеличения погонной энергии дуги, что особенно эффективно при сварке материалов, чувствительных к термическому циклу сварки.
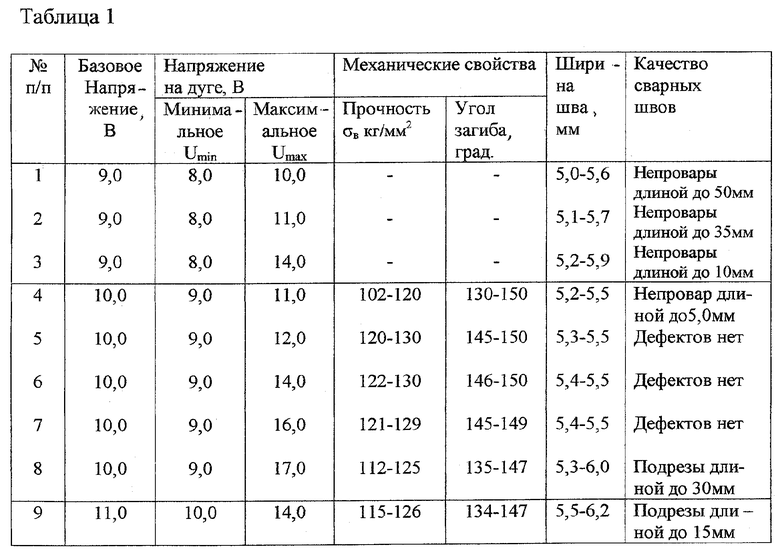
Пример 1. Выполняли сварку образцов из стали ВНС-2 толщиной 3,0 мм. Сварка осуществлялась неплавящимся вольфрамовым электродом в среде аргона и гелия, которые подавали в сварочную горелку поочередно импульсами с помощью специального устройства. В качестве источника питания дуги использовали ВСВУ-315. Ток сварки составлял 75 А, скорость - 5,4 м/час, расход аргона - 3,5 л/мин, расход гелия - 3,5 л/мин, частота смены аргона и гелия одинакова и составляет 70 раз в минуту. Установочное расстояние электрода от свариваемых пластин составляло 1,5 мм и являлось оптимальным. Этому расстоянию соответствовало оптимальное, базовое напряжение на дуге в аргоне величиной 10 В. Защитный газ аргон имеет минимальный потенциал ионизации из указанных примененных защитных газов: Ar и Не, потенциалы ионизации которых соответственно составляют: UiAr=15,7эB; UiHe=24,5 эB.
Другие параметры режимов сварки и полученные результаты представлены в таблице 1.
Как видно из полученных результатов, способ, кроме улучшения формирования швов, позволяет стабилизировать прочность и пластичность сварных соединений, а также исключить образование подрезов и непроваров.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДУГОВОЙ СВАРКИ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1998 |
|
RU2130370C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1992 |
|
RU2008153C1 |
| Способ импульсной дуговой сварки в среде защитных газов | 1991 |
|
SU1816596A1 |
| Способ дуговой сварки в среде защитных газов | 1987 |
|
SU1558604A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ НА ПЕРЕМЕННОМ ТОКЕ | 1990 |
|
RU2012461C1 |
| Способ сварки неплавящимся электродом в среде защитных газов | 2019 |
|
RU2705827C1 |
| СПОСОБ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В ЗАЩИТНЫХ ГАЗАХ | 2011 |
|
RU2475344C1 |
| СПОСОБ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В ЗАЩИТНЫХ ГАЗАХ КОРНЕВЫХ СЛОЕВ СВАРНЫХ СОЕДИНЕНИЙ | 2008 |
|
RU2381092C2 |
| СПОСОБ АРГОНОДУГОВОЙ ОБРАБОТКИ СВАРНЫХ СОЕДИНЕНИЙ ДЛЯ СНЯТИЯ ОСТАТОЧНЫХ СВАРОЧНЫХ НАПРЯЖЕНИЙ | 2007 |
|
RU2376345C2 |
| Способ дуговой двухэлектродной механизированной сварки | 2019 |
|
RU2724759C1 |
Изобретение относится к машиностроению и может быть использовано при дуговой сварке в среде защитных газов неплавящимся электродом. Несколько газов или их смесей подают поочередно импульсами. В каждом последующем импульсе используют газы или смеси, которые отличаются потенциалами ионизации от потенциалов ионизации газов или смесей предыдущего импульса, и осуществляют периодическое изменение дугового промежутка, синхронное с импульсами подачи газов или смесей. Базовое напряжение на дуге устанавливают равным оптимальному напряжению в среде газа или смеси с минимальным потенциалом ионизации, а разницу между максимальным и минимальным значением напряжения на дуге в периоды предыдущего и последующего импульсов подачи газов или смесей устанавливают в пределах 1÷7 В. Это позволит повысить качество сварных соединений и регулировать глубину проплавления. 1 табл.
Способ дуговой сварки вольфрамовым электродом в среде защитных газов, при котором несколько газов или их смесей подают поочередно импульсами, при этом в каждом последующем импульсе используют газы или смеси, которые отличаются потенциалами ионизации от потенциалов ионизации газов или смесей предыдущего импульса, и осуществляют периодическое изменение дугового промежутка, синхронное с импульсами подачи газов или смесей, отличающийся тем, что устанавливают базовое напряжение на дуге, равное оптимальному напряжению в среде газа или смеси с минимальным потенциалом ионизации, а разницу между максимальным и минимальным значением напряжения на дуге в периоды предыдущего и последующего импульсов подачи газов или смесей устанавливают в пределах 1÷7 В.
| СПОСОБ ДУГОВОЙ СВАРКИ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1998 |
|
RU2130370C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1992 |
|
RU2008153C1 |
| Способ дуговой сварки в среде защитных газов | 1987 |
|
SU1558604A1 |
| МНОГОЗАРЯДНОЕ ГАЗОГЕНЕРИРУЮЩЕЕ УСТРОЙСТВО | 1991 |
|
RU2034227C1 |
| US 3484575 A, 16.12.1969 | |||
| US 4749841 A, 07.06.1988. | |||

