Изобретение относится к дуговой сварке, а именно к способам сварки с присадочным металлом неплавящимся электродом на переменном токе в среде защитных газов и может быть использовано в различных отраслях машиностроения при изготовлении герметичных сварных конструкций, преимущественно из алюминиевых сплавов.
Известен способ сварки магнитоуправляемой дугой, при котором используют импульсы электромагнитного поля повышенно скважности. Способ позволяет увеличить проплавляющую способность дуги.
Недостатком этого способа является низкое качество сварных швов при сварке с присадочным металлом, т. к. высота столба жидкого металла под дугой постоянно велика, что препятствует полной дегазации и разрушению окисных плен в нижней части стыка.
В сварных швах наблюдаются поры диаметром до 2,0 мм и окисные включения длиной до 6,0 мм при сварке деталей толщиной 4,0 мм.
Наиболее близким к изобретению по технической сущности и достигаемому результату является способ дуговой сварки с присадочным металлом неплавящимся электродом на переменном токе, при котором присадочный металл подают импульсно, а в период прекращения его подачи на зону дуги воздействуют импульсным магнитным полем, причем в период подачи присадочного металла воздействие магнитного поля прекращают.
Недостатком известного способа является низкое качество металла шва легких сплавов из-за наличия пор и окисных включений, т. к. в момент подачи присадочного металла резко увеличивается объем металла сварочной ванны, что затрудняет процессы дегазации и диспергирования окисных плен.
Цель изобретения - повышение качества сварных соединений путем снижения пористости и окисных включений в металле шва.
Поставленная цель достигается тем, что в способе дуговой сварки с присадочным металлом неплавящимся электродом на переменном токе, при котором присадочный металл подают импульсно, а в период прекращения его подачи на зону дуги воздействуют импульсным магнитным полем в момент импульса подачи присадочного металла сварку выполняют в среде гелия, а в момент воздействия на зону дуги магнитного поля - в среде аргона, при этом отношение длительности подачи гелия к длительности подачи аргона выбирают в интервале 0,8-1,5.
В результате анализа известных способов дуговой сварки при проведении патентных исследований технических решений с совокупностью признаков, сходных с отличительными признаками предлагаемого способа, не обнаружено, поэтому предлагаемое решение обладает существенными отличиями.
Предложенный способ обеспечивает положительный эффект, т. к. в момент подачи присадочного металла меняется газозащитная среда и потенциал ионизации увеличивается. При этом повышается проплавляющая способность дуги, температура сварочной ванны и жидкотекучесть расплавленного металла, что усиливает эффекты дегазации и диспергирования окисных плен. Качество металла шва улучшается.
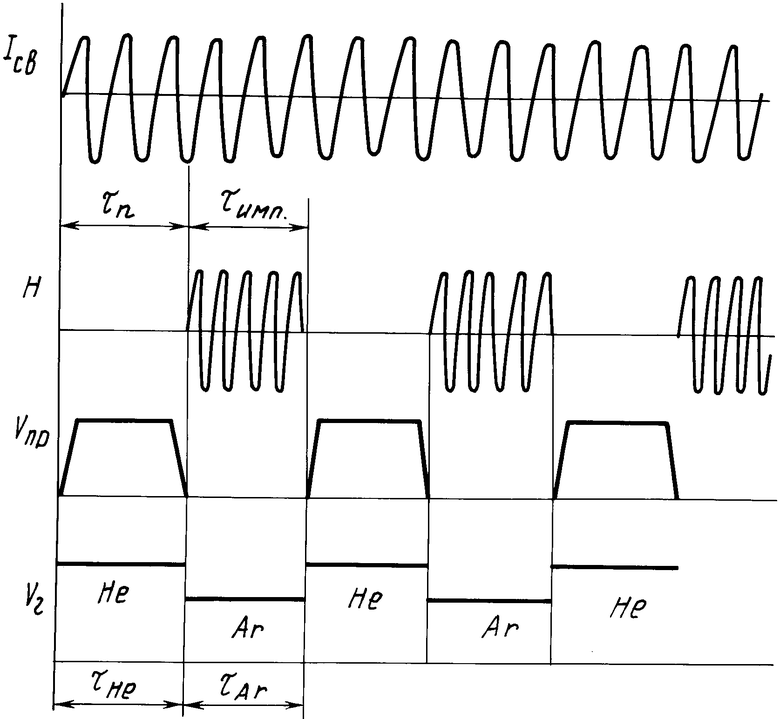
На чертеже представлена диаграмма, характеризующая способ.
Способ состоит в воздействии на сварочную дугу переменного тока и металл сварочной ванны продольным магнитным полем напряженностью Н, подаче присадочного металла и защитного газа импульсами с длительностью паузы τn. При этом в момент импульса ( τи) воздействия магнитного поля на сварочную дугу подачу присадочного металла прекращают и подают в зону сварки защитный газ аргон, а в момент паузы ( τn) подают присадочный металл вместе с гелием. Длительность подачи гелия в 1,5-2 раза больше длительности подачи аргона. При длительности подачи гелия менее 0,8 от длительности подачи аргона объем сварочной ванны недостаточно подвижен для полной дегазации металла и разрушения окисных плен, а при длительности подачи гелия свыше 1,5 от длительности подачи аргона вследствие увеличения напряжения на дуге увеличиваются геометрические размеры сварочной ванны, ухудшается формирования шва (периодическое занижение шва).
Экспериментально установлено, что при сварке сплава АМг6 толщиной 4 мм по предлагаемому способу глубина проплавления увеличивается на 20-25% по сравнению с прототипом. Пористость и окисные включения отсутствуют (см. таблицу).
П р и м е р. Осуществляли автоматическую сварку и наплавку вольфрамовым электродом в среде защитных газов аргона и гелия деталей из сплава АМг6 толщиной 4,0 мм.
Для осуществления способа использовали специальное приспособление, состоящее из сопла-соленоида, тиристорного синхронного прерывателя тока, для обеспечения импульсного включения двигателя подачи присадочной проволоки и питания обмотки соленоида, а также регулятора раздельной подачи аргона и гелия, питание которого осуществляется также от тиристор- ного синхронного прерывателя тока.
Режим работы синхронного прерывателя определялся следующими параметрами: ток на выходе 2А, длительность импульса 0,3 с, длительность паузы 0,3 с.
Оценка качества сварки производилась по результатам визуального наблюдения и металлографического анализа. Режим сварки: для δ= 4,0 мм: I св= 200 А, Vсв= 15 м/час, длина дуги 3,5 мм.
Экспериментально установлено, что по сравнению с известным, взятым за прототип способом сварки, предлагаемый способ устраняет пористость в металле шва и на 25-30% , снижает количество окисных включений.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ дуговой сварки в защитных газах | 1991 |
|
SU1776516A1 |
| Способ дуговой сварки | 1983 |
|
SU1106612A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1992 |
|
RU2008153C1 |
| Способ сварки неплавящимся электродом в среде защитных газов | 2019 |
|
RU2705827C1 |
| Способ дуговой сварки алюминиевых сплавов | 1990 |
|
SU1745453A1 |
| Способ дуговой сварки алюминиевых сплавов | 1989 |
|
SU1703325A1 |
| Способ дуговой точечной сварки | 1980 |
|
SU958053A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ АЛЮМИНИЕВЫХ СПЛАВОВ С КОМБИНАЦИЕЙ НЕПЛАВЯЩЕГОСЯ И ПЛАВЯЩЕГОСЯ ЭЛЕКТРОДОВ | 2019 |
|
RU2739308C1 |
| Способ сварки трехфазной дугой | 1990 |
|
SU1712093A1 |
| СПОСОБ СВАРКИ ПЛАВЛЕНИЕМ | 2005 |
|
RU2288823C2 |
Использование: при сварке с присадочным металлом неплавящимся электродом на переменном токе в среде защитных газов в различных отраслях машиностроения при изготовлении герметичных сварных конструкций, преимущественно из алюминиевых сплавов. Сущность изобретения: при дуговой сварке с присадочным металлом неплавящимся электродом на переменном токе присадочный металл подают импульсно. В период прекращения его подачи воздействуют импульсным магнитным полем. В момент импульса подачи просадочного металла сварку выполняют в среде гелия, а в момент воздействия на зону дуги магнитного поля - в среде аргона. Отношение длительности подачи гелия к длительности подачи аргона выбирают в интервале от 0,8 до 1,5. 1 табл. , 1 ил.
СПОСОБ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ НА ПЕРЕМЕННОМ ТОКЕ, при котором присадочный металл подают импульсами, а в период прекращения его подачи на зону дуги воздействуют импульсным магнитным полем, отличающийся тем, что, с целью повышения качества сварных соединений путем снижения пор и окисных включений в металле шва, в момент импульса подачи присадочного металла сварку выполняют в среде гелия, а в момент воздействия на зону дуги магнитного поля сварку выполняют в среде аргона, при этом отношение длительностей подачи гелия и аргона выбирают 0,8 - 1,5.
