Изобретение относится к сварочному производству и может быть использовано в различных отраслях промышленности при дуговой сварке в среде защитных газов.
Известен способ дуговой сварки в защитных газах плавящимся электродом, при котором на основной сварочный ток непрерывно горящей дуги накладывают кратковременные импульсы тока, под воздействием которых происходит ускорение плавления электрода, формирование и отрыв капель металла [1] .
Однако этот способ не обеспечивает возможность регулирования процесса проплавления основного металла и формирование шва.
Известен способ дуговой сварки в среде защитных газов, при котором несколько газов или их смесей подают импульсами, при этом в каждом последующем импульсе используют газы или смеси, отличающиеся потенциалом ионизации не менее чем на 20% от газа или смеси предыдущего импульса [2] .
Способ расширяет технологические возможности дуговой сварки в защитных газах путем улучшения условий кристаллизации сварочной ванны, но не устраняет в достаточной степени дефекты при сварке цветных сплавов и сталей. В сварных швах алюминиевых и магниевых сплавов наблюдаются поры и окисные включения, а при сварке сталей плавящимся электродом - разбрызгивание металла.
Задачей изобретения является повышение качества сварных швов.
Это достигается тем, что при дуговой сварке в среде защитных газов, когда несколько газов или их смесей, имеющих различные потенциалы ионизации, подают импульсами, в переходный период изменения состава газов или их смесей на сварочный ток накладывают пакет импульсов, частота которых превышает частоту импульсов подачи газов не менее чем в 4 раза.
Это позволяет повысить стабильность горения дуги, ее проплавляющую способность, что приведет к повышению качества сварных швов.
На чертеже представлена циклограмма процесса дуговой сварки в среде защитных газов.
Сущность способа состоит в следующем.
Сварку выполняют в среде защитных газов с использованием плавящегося или неплавящегося электрода. В процессе сварки в зону дуги подают импульсами несколько газов или их смесей, имеющих разные потенциалы ионизации (например, аргон и гелий).
В связи с тем, что в реальных условиях произвести мгновенное 100% -ное изменение состава газовой среды в дуговом промежутке невозможно, такое изменение происходит в течение отрезка времени, который называется переходным периодом изменения состава газа. В этот период дуга горит в смеси из используемых газов, в которой содержание каждого из газов изменяется от 0 до 100% , и наоборот. Расход газов в переходный период увеличивается за счет сложения расходов каждого из используемых газов.
В переходный период изменения состава газов на сварочный ток накладывают пакет импульсов. При этом частота импульсов тока превышает частоту импульсов подачи газов не менее чем в 4 раза.
Наложение пакета импульсов тока позволяет стабилизировать процесс сварки в переходный период, улучшает перенос электродного металла, повышает газодинамическое воздействие дуги на сварочную ванну, что способствует ее дегазации, удалению окисных плен и улучшает условия кристаллизации. Оптимальная частота импульсов тока связана с частотой импульсов подачи газов, так как при изменении состава газовой среды меняются энергетические параметры дуги, а импульсы тока, подаваемые в переходный период, позволяют оказывать дополнительное воздействие на дугу.
При частоте импульсов тока, превышающей частоту импульсов подачи газов меньше, чем в 4 раза не обеспечивается достаточное газодинамическое воздействие на перенос электродного металла и на перемешивание сварочной ванны, что ведет к ухудшению качества.
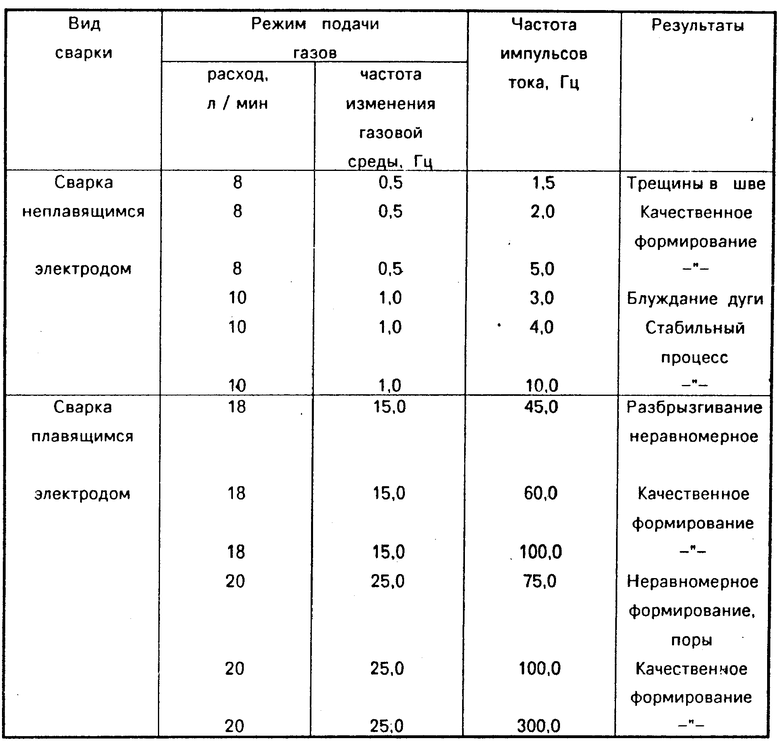
П р и м е р 1. Выполняли сварку образцов из стали ВНС-25 толщиной 1,0 мм. Сварка осуществлялась неплавящимся вольфрамовым электродом в среде аргона и гелия, которые подавали поочередно с помощью специального устройства. В качестве источника использовали ВСВУ-315 с импульсным регулятором тока. Ток сварки составлял 110-120 А, скорость - 12 м/ч. В процессе сварки на ток накладывали пакеты импульсов различной частоты, синхронизированные с моментами изменения состава газовой среды.
Результаты приведены в таблице.
П р и м е р 2. Выполняли сварку постоянной дугой, горящей с плавящегося электрода, образцов из алюминиевого сплава 1201 толщиной 50 мм. В качестве электрода использовалась проволока того же состава диаметром 2,0 мм. Сварку осуществляли в среде аргона и гелия, которые подавали поочередно, в качестве источника питания использовался ВДУ-504 с импульсным регулятором тока. Ток сварки составлял 180-190 А, скорость сварки 25 м/ч. В процессе сварки на ток накладывали пакеты импульсов различной частоты, синхронизированные с моментами изменения состава газовой среды.
Результаты сварки приведены в таблице.
Способ позволяет повысить стабильность горения дуги и ее проплавляющую способность. (56) Сварка в машиностроении. Под редакцией Ольшанского Н. А. т. 1, 1978, с. 250.
Авторское свидетельство СССР N 1558604, кл. В 23 К 9/16, 1987.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ импульсной дуговой сварки в среде защитных газов | 1991 |
|
SU1816596A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ НА ПЕРЕМЕННОМ ТОКЕ | 1990 |
|
RU2012461C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 2004 |
|
RU2271266C2 |
| СПОСОБ ДУГОВОЙ СВАРКИ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1998 |
|
RU2130370C1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ ПОГРУЖЕННЫМ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2000 |
|
RU2182061C2 |
| СПОСОБ ДУГОВОЙ СВАРКИ АЛЮМИНИЕВЫХ СПЛАВОВ С КОМБИНАЦИЕЙ НЕПЛАВЯЩЕГОСЯ И ПЛАВЯЩЕГОСЯ ЭЛЕКТРОДОВ | 2019 |
|
RU2739308C1 |
| Способ дуговой двухэлектродной механизированной сварки | 2019 |
|
RU2724759C1 |
| Способ дуговой механизированной двухэлектродной сварки | 2016 |
|
RU2639586C1 |
| СПОСОБ СВАРКИ АЛЮМИНИЕВЫХ СПЛАВОВ КОМБИНАЦИЕЙ ДУГ | 2019 |
|
RU2728144C1 |
| СПОСОБ ПЛАЗМЕННОЙ НАПЛАВКИ И СВАРКИ КОМБИНАЦИЕЙ ДУГ | 2021 |
|
RU2763912C1 |

Использование: в различных отраслях промышленности при дуговой сварке в среде защитных газов. Сущность изобретения: при дуговой сварке в среде защитных газов, когда несколько газов или их смесей, имеющих разные потенциалы ионизации, подают импульсами, в переходный период изменения состава газов или их смесей на сварочный ток накладывают пакет импульсов. Частота импульсов тока превышает частоту импульсов подачи газов не менее чем в 4 раза. 1 ил, 1 табл.
СПОСОБ ДУГОВОЙ СВАРКИ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ, при котором изменяют состав подаваемых газов или их смесей, имеющих разные потенциалы ионизации, и подают импульсами, отличающийся тем, что в переходный период изменения состава газов, на сварочный ток накладывают пакет импульсов тока, частота которых превышает частоту импульсов подачи газов не менее чем в 4 раза.
