Изобретение относится к области сварочного производства, а именно к дуговой механизированной сварке корневых швов плавящимся электродом с раздельным управлением параметров в периоды горения дуги и короткого замыкания в среде инертных и защитных газов, и может использоваться для сварки с углубленным проплавлением конструкций или деталей встык без зазора или с разделкой их кромок в любых пространственных положениях, например, для сварки неповоротных стыков стальных труб при строительстве магистральных трубопроводов.
Известны способы дуговой сварки с короткими замыканиями (КЗ), содержащие в каждом цикле период короткого замыкания (Ткз) с сильноточным импульсом и период горения дуги (Тгд), включающий этап сильноточного импульса и следующий после него этап малого тока, например, патенты:
US №4546234, МПК В23К 9/09, публ. 08.10.1985 г.;
US №4866247, МПК В23К 9/09, публ. 12.09.1989 г.;
US №5001326, МПК В23К 9/10, публ. 19.03.1991 г.;
US №6501049, МПК В23К 9/095, публ. 31.12.2002 г.;
US №6995338, МПК В23К 9/10, публ. 07.02.2006 г.;
US №8492678, МПК В23К 9/095, публ. 23.07.2013 г.;
РФ №2422255, МПК В23К 9/09, публ. 27.06.2011 г.
В указанных патентах форма тока для сварочного процесса соответствует фиг. 1, что обеспечивает решение различных проблем, связанных с разбрызгиванием, стабилизацией сварочного процесса и др. Однако они не затрагивают влияние каждого периода (Ткз и Тгд) на форму сварочной ванны и на глубину проплавления свариваемых деталей.
Метод управляемого каплепереноса, например, патентованное название STT, применяемого в упомянутых патентах, широко используется при сварке различных конструкций с зазором с формированием обратного валика, например, при строительстве трубопроводов при сварке неповоротных стыков. Недостатком такого вида сварки при формировании корня шва является более низкие прочностные характеристики по сравнению с характеристиками корня шва сваренного встык.
Наиболее близким к предлагаемому изобретению является способ автоматической сварки плавящимся электродом (проволокой сплошного сечения) в углекислом газе методом STT с разделенными периодами горения дуги и короткого замыкания (см. «Операционная технологическая карта № ЛГСС-STT+M300-2532», ОАО «ЛГСС», с. 1-2, выпущенная в соответствии с Рекомендацией «Р Газпром 2-2.2-824-2014 «Автоматическая орбитальная сварка магистральных трубопроводов по узкому зазору»).
Способ обеспечивает получение корневого слоя шва при сварке неповоротных стыков стальных труб с разделкой кромок труб и притуплением до 1,75 мм и может быть реализован сварочными аппаратами различных фирм, например, Lincoln (США) модель Power Wave 455.
Недостаток известного способа заключается в большом количестве брака (до 30%) при выполнении сварочных работ на трубах встык в связи с трудностью поддержания в сварочной ванне требуемой текучести или точности температурного режима, связанного с преобразованием высокотемпературной энергии дуги в более низкую температуру плавления ванны.
Задача заявляемого изобретения - уменьшение брака при сварке путем увеличения глубины проплавления, улучшения регулирования сварочным процессом, снижения требования к стабильности параметров сварки.
Технический результат изобретения заключается в оперативном качественном формировании сварного корневого шва в любых пространственных положениях за счет снижения требований к стабильности горения дуги и улучшения регулирования тепловложения.
Технический результат достигается тем, что в способе сварки короткой дугой, включающем формирование периодически изменяемой электрической дуги между сварочным электродом и свариваемой конструкцией, периодически замыкаемой накоротко посредством расплавленной капли со сварочного электрода, с образованием по меньшей мере одной последовательности сварочных циклов, состоящих из периода короткого замыкания упомянутой дуги, при котором на сварочный электрод подают сильноточный импульс, и периода горения дуги, при котором на сварочный электрод подают сильноточный импульс и следующий за ним слаботочный импульс, в каждом сварочном цикле в период короткого замыкания определяют вложенную энергию Экз, а в период горения дуги устанавливают вложенную энергию Эгд, соответствующую Экз≥Эгд.
Целесообразно иметь диаметр сварочного электрода не менее 1,1 мм.
В каждом сварочном цикле вложенную энергию в период короткого замыкания предпочтительно регулировать изменением величины начального тока короткого замыкания.
Сущность изобретения в более высокой точности стабилизации температуры сварочной ванны, упрощении регулирования температурой ванны за счет прямого преобразования электрической энергии тока в тепловую в период короткого замыкания и за счет раздельного управляемого воздействия энергии дуги на сварочную ванну. Смещение энергобаланса между периодами сварочного цикла в сторону КЗ позволяет создать более оперативный качественный управляемый процесс сварки, который менее критичен к отклонению параметров, особенно в части механических перемещений сварочной головки.
При проведении патентных исследований не обнаружены решения, идентичные заявленному, а следовательно, предложенное решение соответствует критерию "новизна". Сущность изобретения не следует явным образом из известных решений, следовательно, предложенное изобретение соответствует критерию "изобретательский уровень".
Изобретение поясняется изображениями на фиг. 1-10.
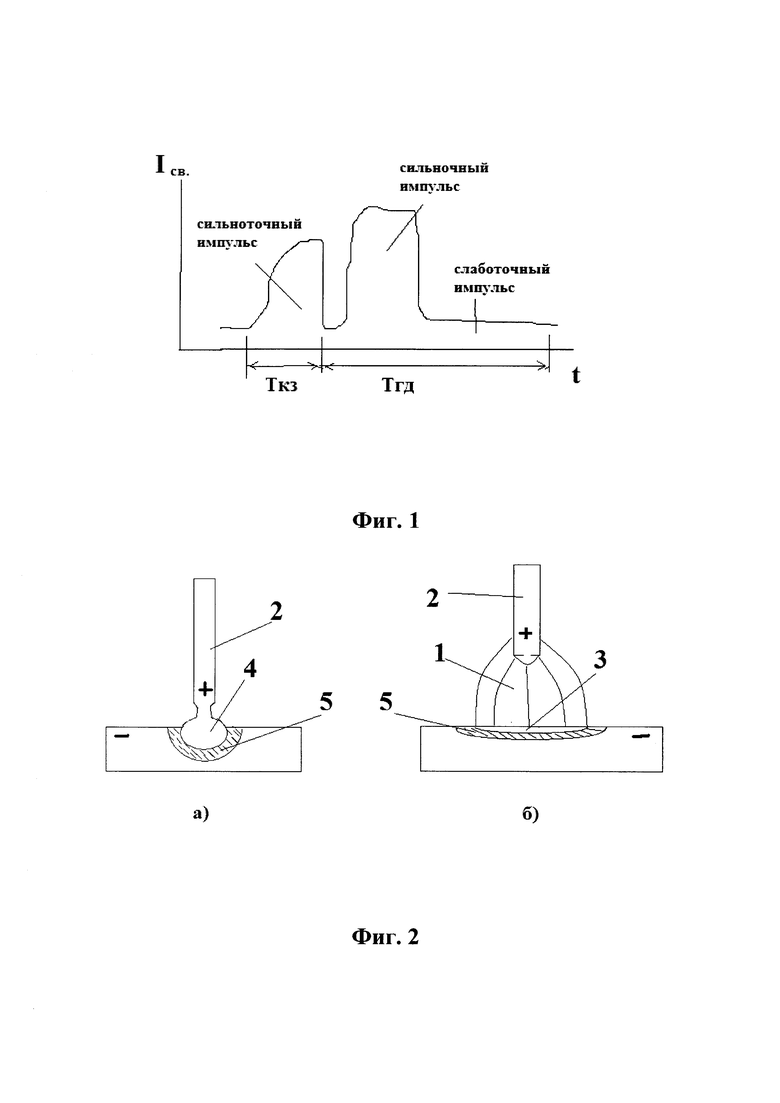
Фиг. 1 изображает форму тока сварочного процесса STT с разделенными периодами горения дуги и короткого замыкания.
Фиг. 2 изображает формы сварочных ванн от тока КЗ и дугового столба при одинаковом вложении энергий.
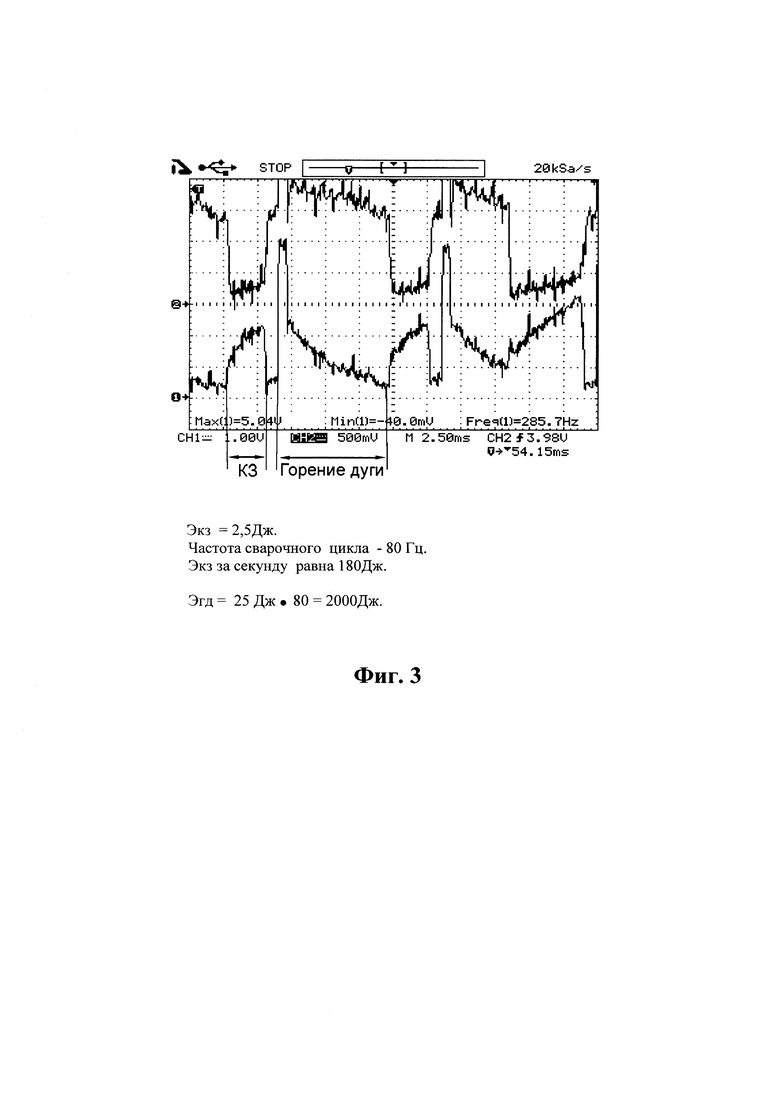
Фиг. 3 показывает соотношение энергий КЗ и ГД в обычном режиме сварки с раздельным управлением периодами КЗ и ГД.
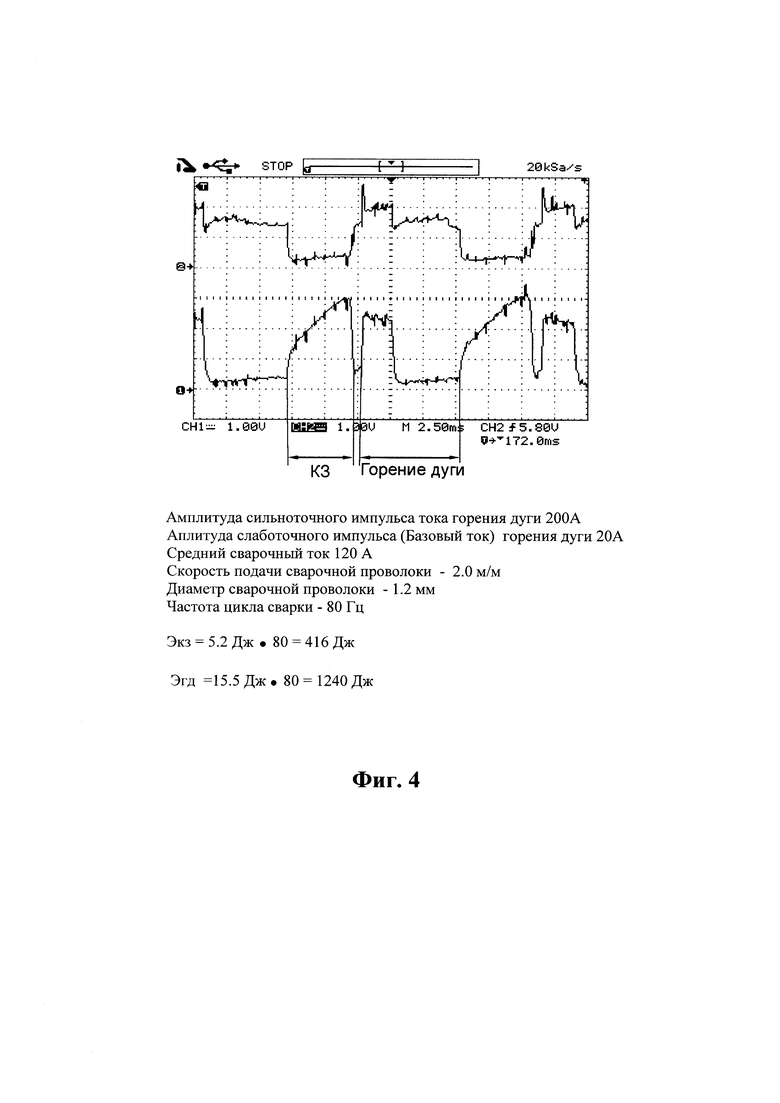
Фиг. 4 показывает энергетическое соотношение периодов КЗ и ГД при высокой энергии дуги при среднем токе сварки 120 А.
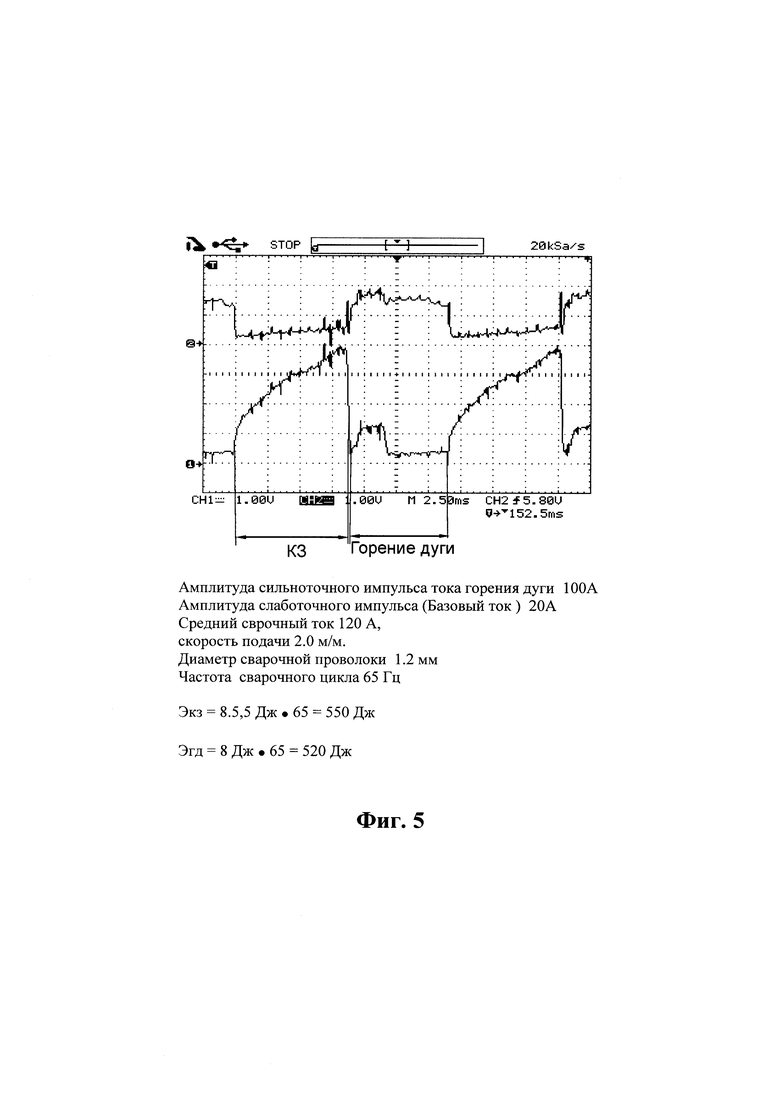
Фиг. 5 показывает энергетическое соотношение периодов КЗ и ГД при низкой энергии дуги при среднем токе сварки 120 А.
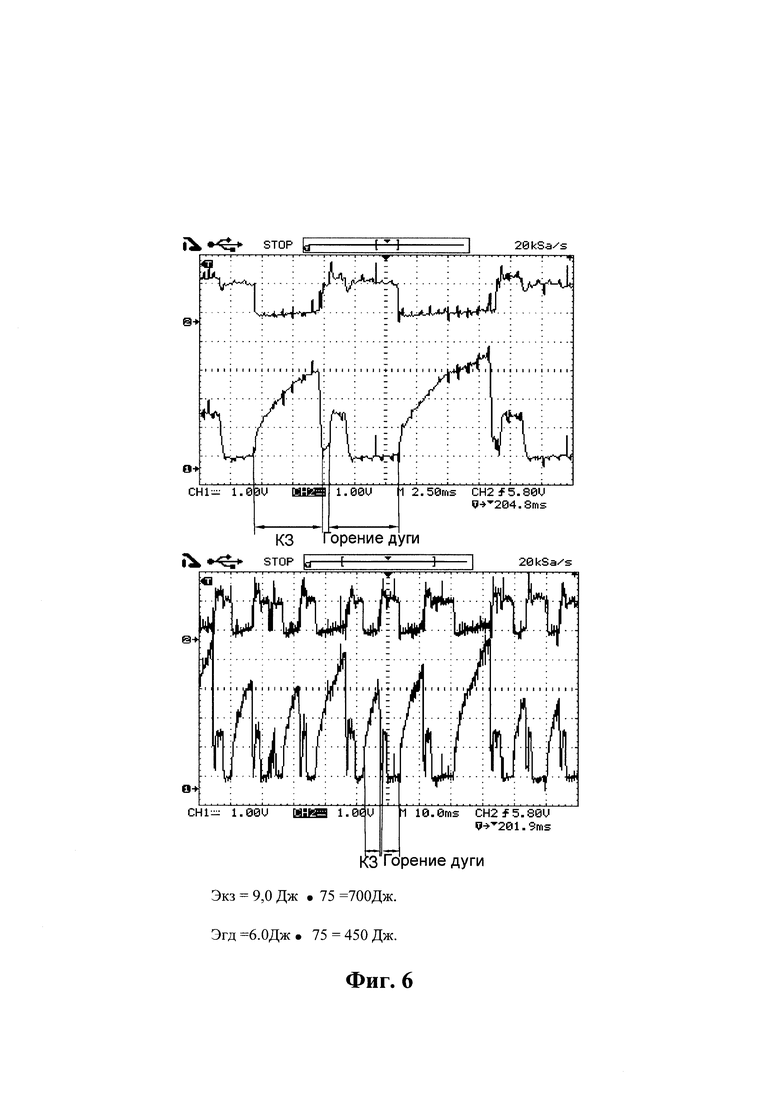
Фиг. 6 показывает энергетическое соотношение периодов КЗ и ГД для плавящегося электрода (сварочной проволоки) диаметром 1,6 мм.
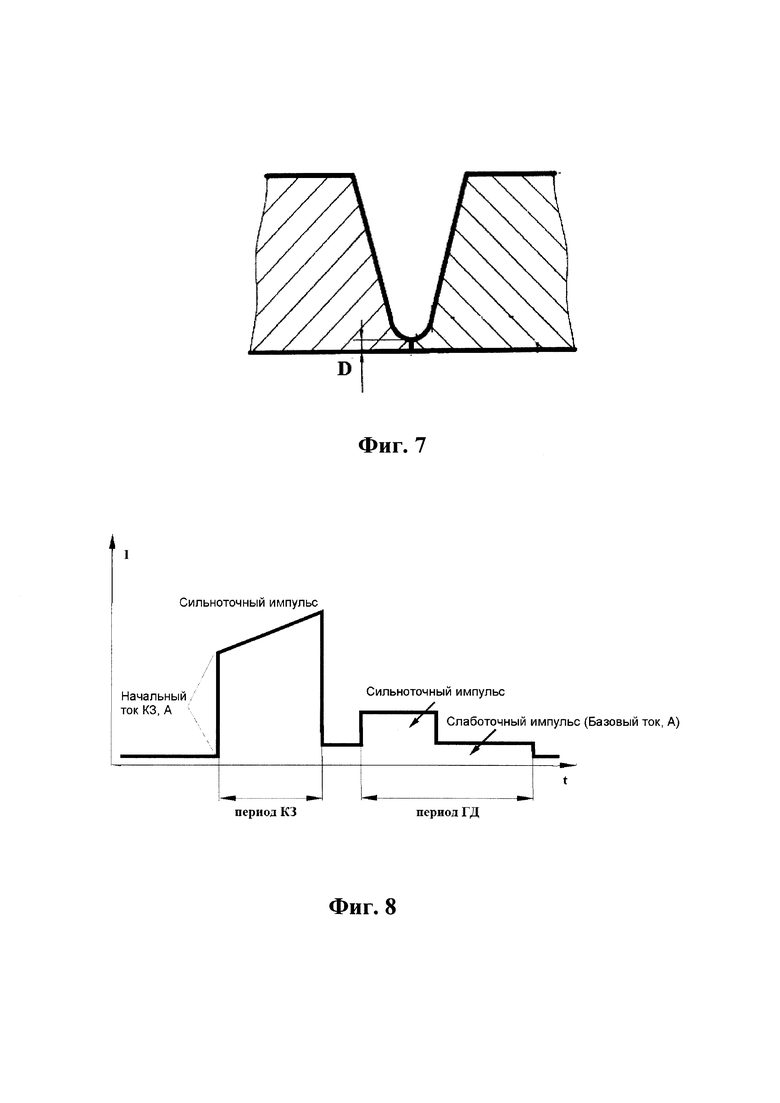
Фиг. 7 поясняет подготовку под сварку с разделкой кромок свариваемых деталей.
Фиг. 8 показывает форму импульса КЗ с начальным регулируемым током.
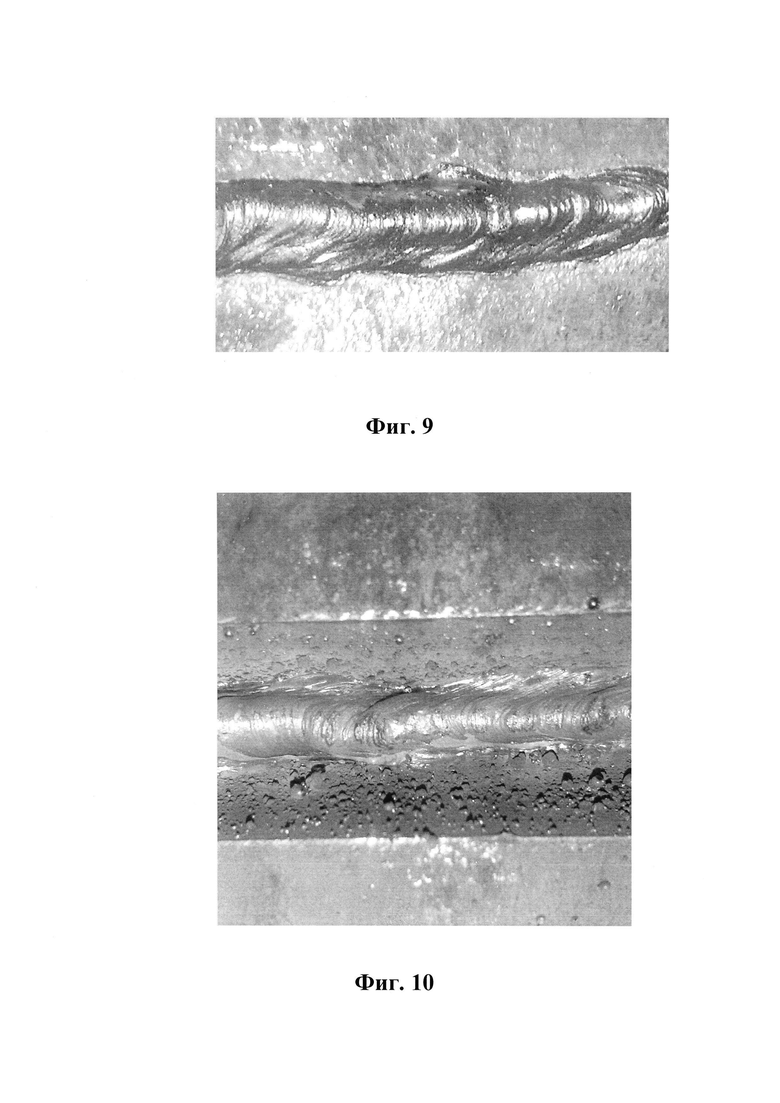
На фиг. 9 представлен обратный валик при сварке без зазора при оптимизации соотношений энергий в периодах КЗ и ГД.
На Фиг. 10 показан сварочный шов со стороны сварочного электрода в разделке деталей, свариваемых без зазора (сварочный шов с внешней стороны разделки).
Предлагаемый процесс сварки короткой дугой с короткими замыканиями включает формирование электрической дуги 1 между плавящимся сварочным электродом 2 (сварочной проволокой) и свариваемой конструкцией 3, периодически замыкаемой накоротко посредством расплавленной капли 4 со сварочного электрода 2, с образованием последовательности сварочных циклов/Формы сварочных ванн 5 в зависимости от тока короткого замыкания (КЗ) и электрической дуги (дугового столба) при одинаковом вложении энергии показаны на фиг. 2. Каждый сварочный цикл состоит из периода (Ткз) короткого замыкания упомянутой дуги, при котором на сварочный электрод 2 подают сильноточный импульс, и периода горения дуги (Тгд), при котором на сварочный электрод 2 подают сильноточный импульс и следующий за ним слаботочный импульс (фиг. 1). Создают по меньшей мере одну последовательность сварочных циклов, в которой в каждом цикле автоматически (микропроцессором) в период короткого замыкания производят вычисление вложенной энергии короткого замыкания (Экз) и в период горения дуги устанавливают вложенную энергию дуги (Эгд), соответствующую условию Экз≥Эгд.
Для увеличения Экз диаметр сварочного электрода должен быть не менее 1,1 мм. В каждом сварочном цикле энергию короткого замыкания (Экз) регулируют изменением величины начального тока короткого замыкания (фиг. 8).
Предлагаемый способ можно реализовать с помощью серийно выпускаемых аппаратов ФЕБ 555 ПСП (Россия) или аппаратов других фирм, имеющих режим раздельного управления энергии периодов КЗ и ГД для дуговой сварки в среде защитных газов плавящимся электродом для сварки встык (без зазора). Этот метод может найти применение для сварки конструкции из листовых сталей и труб толщиной от 2 до 4 мм. При большей толщине необходимо осуществлять разделку кромок свариваемых конструкций с толщиной притупления D до 3 мм электродом диаметром 1,6 мм или 2,0 мм и с большой толщиной притупления D электродами с диаметром более чем 2.0 мм (фиг. 7). Это особенно актуально при сварке труб магистральных трубопроводов встык (без зазора), поскольку повышается производительность и качество шва.
Способ экспериментально апробирован для этих целей. Исследования показали, что глубина проплавления в периоде короткого замыкания больше, чем в периоде горения дуги. Это является следствием разных физических процессов теплопередачи при коротком замыкании и горении дуги.
При КЗ выделение тепловой энергии происходит за счет протекания тока внутри сварочной ванны, причем площадь контактного пятна прохождения тока определяется диаметром электродной проволоки, точнее, диаметром капли расплавленного металла на ее конце. Как известно, в среднем диаметр капли примерно на 20% больше диаметра электродной проволоки, но с учетом переменного размера диаметра капли при перетекании можно считать, что поперечное сечение источника энергии будет иметь сечение, близкое к диаметру электрода. Таким образом, источником выделения тепла при прохождении тока является элемент повышенного сопротивления - капля и часть объема ванны под каплей. Поскольку при таком виде сварки с капельным переносом металла капля испаряется частично - температура источника тепла не превышает температуру кипящего металла, преобразование энергии тока в тепло происходит без существенных потерь.
Источник энергии, создаваемый дуговым промежутком, фактически является внешним высокотемпературным излучателем в виде плазменного столба, диаметр которого (в зоне сварочной ванны) в несколько раз превышает диаметр плавящегося электрода, соответственно площадь поверхностного воздействия на ванну значительно шире по сравнению с током КЗ и имеет меньшую глубину проплавления вследствие поверхностного воздействия высокочастотным спектром излучения дуги из-за и из-за меньшей плотности тока на переходе дуга - ванна. Из-за высокой температуры дуги происходят существенные потери на излучение, которые при различных газах могут достигать 50%. Условно температурные распределения тепла в период КЗ и в период горения дуги при поперечном сечении сварочной ванны показаны на фиг. 2.
Энергетические соотношения тока короткого замыкания и дуги показано на Рис. 3. Расчет мощности и энергии по осциллограммам тока и напряжения показывает, что при сварке типичное соотношение энергии в период горения дуги (Эдг) и энергии в период КЗ (Экз) больше, чем 10:1. Оценка энергии при КЗ и в дуге производилась по осциллограммам тока и напряжения, создаваемых источником марки ФЕБ 555 ПСП, позволяющим управлять процессом сварки в реальном времени.
Исследования сварочного процесса показали, что при уменьшении энергии дуги при одинаковых условиях (одинаковый сварочный ток и скорость подачи проволоки) происходит перемещение баланса энергии в период КЗ, что иллюстрируется на фиг. 4 и 5. При одинаковых условиях сварочного тока и скорости подачи проволоки и при уменьшении энергии дуги происходит абсолютное увеличение энергии короткого замыкания. Из осциллограмм видно, что при одинаковых условиях сварки, происходит абсолютное увеличение энергии в период КЗ при снижении энергии горения дуги, несмотря на снижение частоты коротких замыканий.
При увеличении диаметра электродной проволоки закономерность процесса смещения баланса энергии периодов КЗ и ГД сохраняется, но происходит абсолютное возрастание энергии периода КЗ при переходе на сварочную проволоку диаметром 1,6 мм (фиг. 6). Кроме того, увеличение Экз возможно за счет увеличения начального тока КЗ (фиг. 8).
Поскольку энергия во время КЗ уходит в глубину ванны, то в зависимости от толщины свариваемых деталей, формы разделки возникает необходимость регулировать тепловложение в поверхностную часть ванны при сварке для расплавления кромок и регулирования вязкости сварочной ванны, для чего производится дополнительное плавное регулирование температуры за счет внесения в сварочный процесс, в котором преобладает энергия короткого замыкания (Экз), некоторое количество циклов с преобладанием энергии дуги (Эдг). Таким образом, возникает возможность при сохранении токового глубинного проплавления получить регулируемый поверхностный расплав корня шва, незначительно влияя на вязкость корня шва.
Экспериментально подтверждено:
- при приблизительно равных условиях при уменьшении энергии в периоде ГД (Эдг) возрастает значение энергии в периоде КЗ (Экз);
- при увеличении диаметра электрода возрастает абсолютное значение энергии в периоде КЗ (Экз).
Диаметр сварочного электрода выбирают не менее 1,1 мм (т.е. равным или большим 1,1 мм), так как при меньшем диаметре абсолютное значение знергии в периоде КЗ уменьшается.
На фиг. 9 показан сварочный шов с добавленной энергетикой дуги. При сохранении знергии КЗ было введено несколько циклов сварки с преобладанием энергии ГД. Сварочный шов со стороны разделки показан на фиг. 10.
Предложенный способ дуговой сварки способствует воспроизводимому оперативному равномерному качественному формированию шва, снижению трудоемкости подготовительных работ за счет уменьшения объема выборки металла при операции по разделке кромок (увеличением толщины притупления), сокращению времени сварки и экономии сварочных материалов. Способ выгодно отличается от прототипа и аналогов, так как позволяет:
- уменьшить процент брака практически до нуля при автоматической сварке;
- сделать процесс сварки труб без зазора менее критичным к отклонениям параметров сварки, более стабильным за счет прямого преобразования тока в тепло внутри самой ванны;
- перейти к притуплению кромок большему, чем 1,7 мм, что повышает надежность корня шва;
- улучшить прочностные характеристики сварного соединения вследствие уменьшения поперечного сечения глубинной части ванны, что увеличивает глубину ванны и уменьшает зону термического влияния сварки (ЗТВС);
- уменьшить долю высокотемпературной энергии дуги, что уменьшает ЗТВС;
- осуществить сварку встык с предлагаемым токовым проплавлением вручную полуавтоматом.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ дуговой сварки плавящимся электродом в среде защитных газов | 2020 |
|
RU2736144C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ С КОРОТКИМИ ЗАМЫКАНИЯМИ В СРЕДЕ ЗАЩИТНЫХ И ИНЕРТНЫХ ГАЗОВ | 2023 |
|
RU2804561C1 |
| СПОСОБ МЕХАНИЗИРОВАННОЙ СВАРКИ В СРЕДЕ ИНЕРТНЫХ И ЗАЩИТНЫХ ГАЗОВ | 2022 |
|
RU2789640C1 |
| СПОСОБ ЗАЖИГАНИЯ ДУГИ ПРИ РУЧНОЙ ДУГОВОЙ СВАРКЕ | 2022 |
|
RU2788784C1 |
| СПОСОБ РУЧНОЙ ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ МОДУЛИРОВАННЫМ ТОКОМ | 2009 |
|
RU2418659C1 |
| Способ дуговой двухэлектродной механизированной сварки | 2019 |
|
RU2724759C1 |
| СПОСОБ РУЧНОЙ ЭЛЕКТРОДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ МОДУЛИРОВАННЫМ ТОКОМ КОРНЕВОГО ШВА | 2006 |
|
RU2322331C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ С УПРАВЛЯЕМЫМ ПЕРЕНОСОМ ЭЛЕКТРОДНОГО МЕТАЛЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2359796C1 |
| Способ дуговой механизированной двухэлектродной сварки | 2016 |
|
RU2639586C1 |
| Способ сварки плавящимся электродом с короткими замыканиями и устройство для его осуществления | 1987 |
|
SU1563917A1 |
Изобретение относится к области дуговой механизированной сварки короткой дугой плавящимся электродом в среде инертных и защитных газов и может использоваться для сварки с углубленным проплавлением конструкций в любых пространственных положениях, например, для сварки неповоротных стыков стальных труб. Способ включает формирование электрической дуги между сварочным электродом и свариваемой конструкцией, периодически замыкаемой накоротко посредством расплавленной капли с электрода. Каждый сварочный цикл состоит из периода короткого замыкания дуги, при котором на электрод подают сильноточный импульс, и периода горения дуги, при котором на электрод подают сильноточный импульс и следующий за ним слаботочный импульс. В каждом сварочном цикле определяют вложенную энергию Экз в период короткого замыкания и устанавливают вложенную энергию Эгд в период горения дуги, соответствующую условию Экз≥Эгд. Использование изобретения позволяет повысить качество формирования сварного шва. 2 з.п. ф-лы, 10 ил.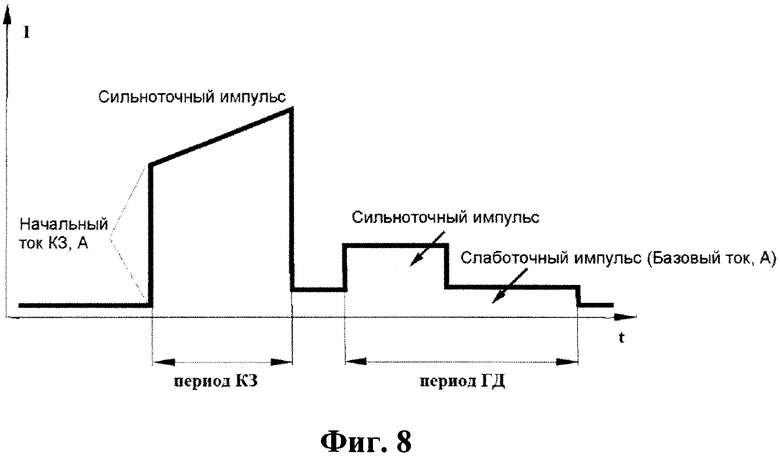
1. Способ сварки короткой дугой в среде инертных и защитных газов, включающий формирование электрической дуги между сварочным электродом и свариваемой конструкцией, периодически замыкаемой накоротко посредством расплавленной капли со сварочного электрода, с образованием по меньшей мере одной последовательности сварочных циклов, состоящих из периода короткого замыкания упомянутой дуги, при котором на сварочный электрод подают сильноточный импульс, и периода горения дуги, при котором на электрод подают сильноточный импульс и следующий за ним слаботочный импульс, отличающийся тем, что в каждом сварочном цикле в период короткого замыкания определяют вложенную энергию Экз, а в период горения дуги устанавливают вложенную энергию Эгд, соответствующую условию Экз≥Эгд.
2. Способ по п.1, отличающийся тем, что используют сварочный электрод с диаметром не менее 1,1 мм.
3. Способ по п.1, отличающийся тем, что в каждом сварочном цикле вложенную энергию в период короткого замыкания регулируют посредством изменения величины начального тока короткого замыкания.
| АППАРАТ ДЛЯ ДУГОВОЙ СВАРКИ С КОРОТКИМ ЗАМЫКАНИЕМ, КОНТРОЛЛЕР ЭТОГО АППАРАТА И СПОСОБ УПРАВЛЕНИЯ АППАРАТОМ | 2001 |
|
RU2217274C2 |
| СПОСОБ СВАРКИ С ПОМОЩЬЮ КОРОТКОГО ЗАМЫКАНИЯ И АППАРАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2217275C2 |
| Способ электродуговой сварки с короткими замыканиями дугового промежутка и устройство для его осуществления | 1986 |
|
SU1371821A1 |
| Способ электродуговой сварки с короткими замыканиями дугового промежутка | 1978 |
|
SU768108A1 |
| СПОСОБ СВАРКИ КОРОТКОЙ ДУГОЙ | 2006 |
|
RU2422255C2 |
| US 4866247 A, 12.09.1989. | |||

