Изобретение относится к обработке металлов давлением, в частности к способам штамповки и ротационной вытяжки оболочковых особотонкостенных деталей, имеющих форму тел вращения.
Известен способ изготовления тонкостенных осесимметричных сосудов, включающий вырубку плоской листовой заготовки и последующее ее формоизменение штамповкой с последующей ротационной вытяжкой полуфабриката с утонением стенки (а.с. 1581416 A1, B 21 D 22/00, 1988, авт. В.В. Смирнов, И.И. Бейлин, Р.С. Бердов, прототип).
В известном способе после формоизменения вырубленной листовой заготовки штамповкой цилиндрического полого полуфабриката с дном, ротационной вытяжки его донной части на усеченный конус с утонением стенок предусмотрена операция переформовки донной части штамповкой с целью набора толщины материала перед финишной операцией - ротационной вытяжкой с утонением стенок полуфабриката. В результате уменьшается разностенность на конусном участке. Повышается точность по толщине стенки.
Недостатки: многопереходность процесса, обилие промежуточных операций приводит к разрушению оболочки вследствие недостаточной пластичности, образованию чешуйчатой поверхности и закатам материала деформирующим элементом. В итоге поверхность сосуда содержит множество углублений, микронеровностей, что способствует образованию застойных зон при эксплуатации сосудов в перерабатывающих отраслях промышленности, при очистке воды и пищевых жидкостей. Например, при переработке молока в застойных зонах скапливаются бактерии, что способствует его преждевременному прокисанию.
Ближайшим аналогом по технической сущности и наибольшему количеству существенных признаков, сходных с заявленным способом, является способ изготовления тонкостенных осесимметричных сосудов, включающий вырубку плоских листовых заготовок, получение цилиндрической части полуфабриката сосуда сверткой плоской листовой заготовки и сваркой продольных кромок, формоизменение донной части полуфабриката сосуда, сварку донной и цилиндрической части полуфабриката сосуда, раскатку продольного сварного шва (см. FR 2583317, B 21 D 51/26, 19.12.86).
Недостатки: образование углублений и микронеровностей на внутренней поверхности сосуда, что также понижает их эксплуатационные свойства.
Технический результат: получение качественных изделий за счет повышения равномерности пластической деформации.
Технический результат достигается за счет того, что в известном способе, включающем вырубку плоских листовых заготовок, формоизменение их штамповкой с последующей ротационной вытяжкой полуфабриката с утонением стенки, фомоизменение цилиндрической и донной части полуфабриката сосуда производят раздельно, а цилиндрическую часть полуфабриката сосуда получают сверткой плоской листовой заготовки и сваркой продольных кромок, сваривают их кольцевым швом и производят ротационную вытяжку цилиндрической части сосуда, одновременно раскатывая кольцевой и продольный сварные швы, причем ширину M и l плоской листовой заготовки для свертки определяют по следующей зависимости:
M = π[Dвн+2ξ+s],
где Dвн - внутренний диаметр цилиндрической части сосуда, мм;
s - толщина плоской листовой заготовки, мм;
ξ = 0,15 - 0,2 мм;
где D - наружный диаметр цилиндрической части сосуда, мм;
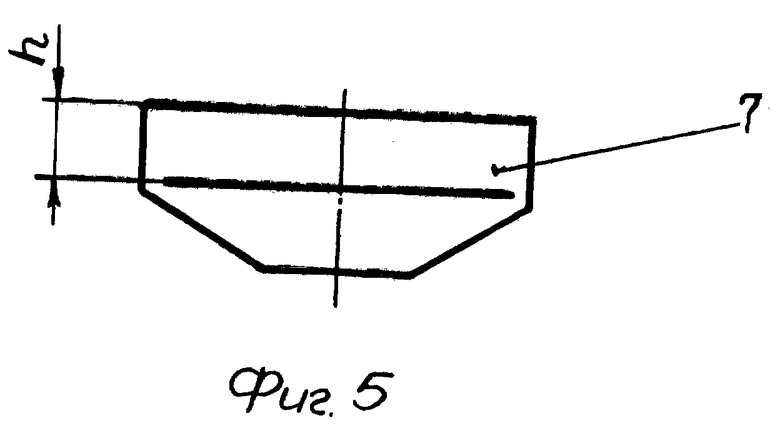
h - длина цилиндрического участка донной части полуфабриката сосуда, мм;
L - длина цилиндрической части сосуда, мм;
t - толщина стенки цилиндрической части сосуда, мм%;
ξ = 0,15 - 0,2 мм;
Δ - припуск на торцовку полуфабриката сосуда ( Δ = 30 мм).
Раздельное формоизменение цилиндрической и донной части полуфабриката сосуда позволяет существенно повысить ресурс пластичности материала сосуда за счет снижения количества технологических переходов и промежуточных отжигов. В результате после сборки частей полуфабриката сосуда кольцевым сварным швом достигают необходимого качества поверхности путем последующей ротационной вытяжки цилиндрической части сосуда с утонением стенки, в ходе которой одновременно раскатываются за один технологический переход и кольцевой, и продольный сварные швы. При этом величина параметра ξ , входящего в заявляемую зависимость, должна составлять от 0,15 до 0,2 мм в зависимости от диаметра раскатываемой цилиндрической части сосуда и применяемого сплава. Если ξ < 0,15 мм, то возникают трудности при съеме сосуда с оправки после раскатки. При ξ > 0,2 имеет место гофрообразование в ходе ротационной вытяжки.
Микроструктура сварных швов и околошовных зон становится после раскатки идентичной основному металлу, исключается образование дефектов, характерных для многопереходной вытяжки, за чет снижения суммарной относительной деформации по толщине стенки. Тем самым исключается возможность коррозии и образования застойных зон. При этом сварные швы уже не являются концентраторами напряжений при забросах давления рабочей среды и повышается циклическая долговечность изделий.
На фиг. 1 показана плоская листовая заготовка для свертки цилиндрической части полуфабриката.
На фиг. 2 - плоская листовая заготовка для штамповки донной части полуфабриката сосуда.
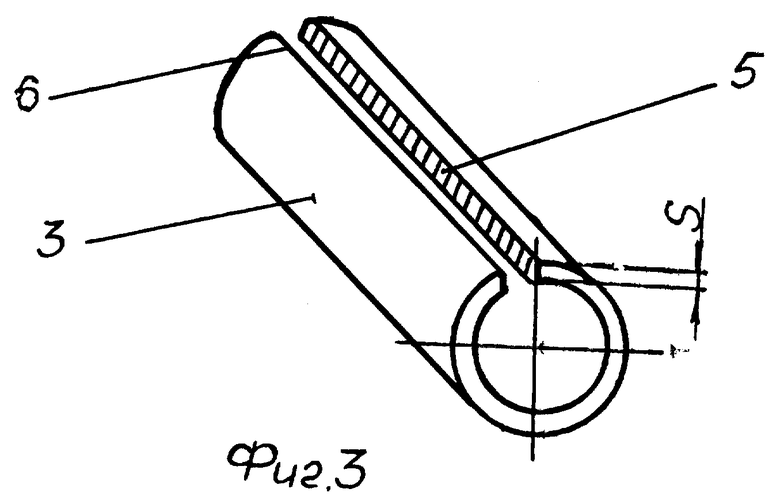
На фиг. 3 - свертка плоской листовой заготовки.
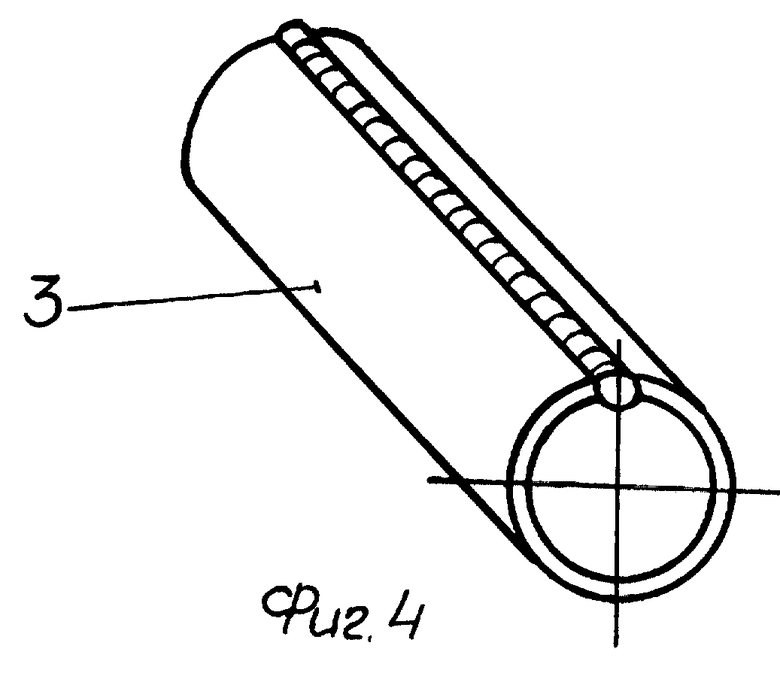
На фиг. 4 - сварка продольного шва.
На фиг. 5 - донная часть полуфабриката сосуда.
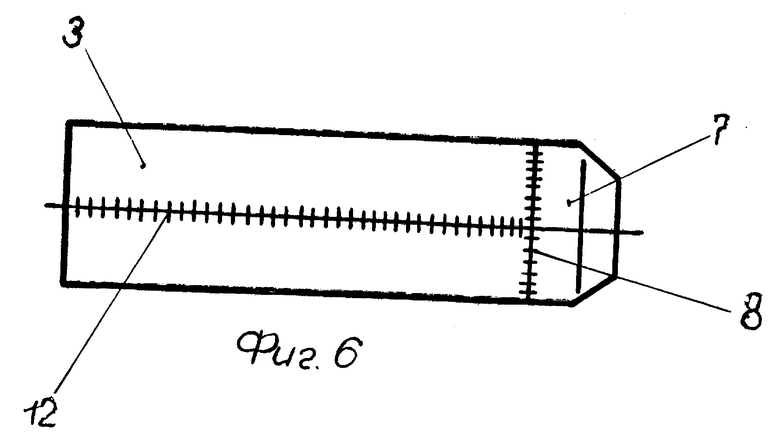
На фиг. 6 - полуфабрикат сосуда в сборе.
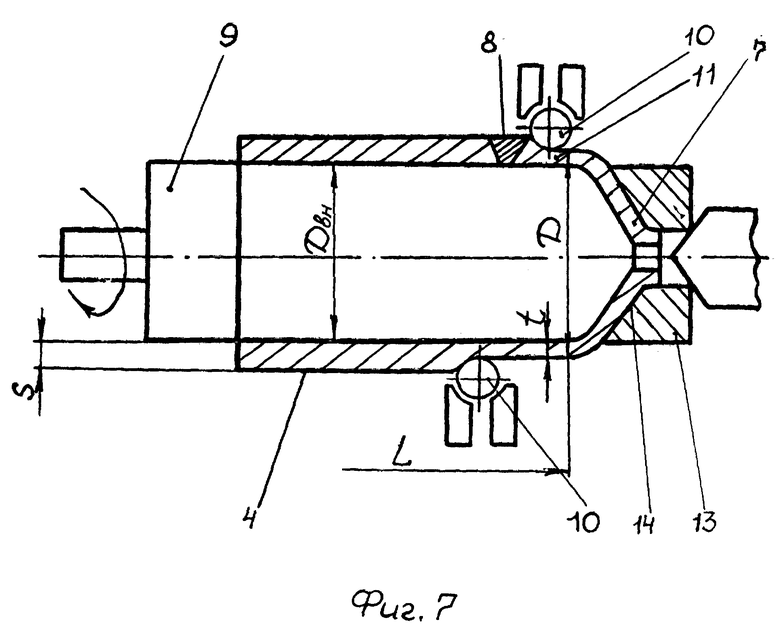
На фиг. 7 - ротационная вытяжка цилиндрической части сосуда с одновременной раскаткой кольцевого и продольного сварных швов.
Вырубают плоские листовые заготовки 1 и 2. Плоскую листовую заготовку 1 размером М • 1 свертывают на листогибочной машине в цилиндрическую часть 3 полуфабриката сосуда 4 и сваривают продольные кромки 5, 6. Из плоской листовой заготовки 2 штампуют донную часть 7 полуфабриката сосуда 4. Осуществляют сборку цилиндрической части 3 полуфабриката сосуда 4 с донной частью 7 полуфабриката сосуда 4 сваркой кольцевого шва 8. Полученный полуфабрикат сосуда 4 устанавливают на оправку 9 и формоизменяют ротационной вытяжкой шариками 10 с утонением стенки цилиндрическую часть сосуда 11, одновременно раскатывая кольцевой 8 и продольный 12 сварные швы.
Прижимной элемент 13 взаимодействует рабочей зоной 14, выполненной в виде поверхности вращения, с полуфабрикатом сосуда 4 в процессе ротационной вытяжки цилиндрической части сосуда 11 и обеспечивает направленное пластическое течение металла от донной части 7 полуфабриката сосуда 4 к цилиндрической части 3 полуфабриката сосуда 4.
Пример: из листа коррозионно-стойкой стали 12Х18Н10Т толщиной s = 0,8 мм вырубают две плоские листовые заготовки с размерами:
плоская листовая заготовка 1 -
M = π(159+2•0,2+0,8) = 503,3 мм;
Плоская листовая заготовка 2 - 215 х 215 мм.
Плоскую листовую заготовку 1 свертывают на листогибочной машине типа ЛГМЭ-0,6 в цилиндрическую часть 3 полуфабриката сосуда 4 диаметром 161 мм и длиной 335 мм и сваривают продольные кромки 5, 6 на автомате УСТ-4. Из плоской листовой заготовки 2 штампуют на прессе RYE-250 вытяжкой с применением давления эластичной среды донную (коническую) часть 7 полуфабриката сосуда 4 диаметром 161 мм с длиной цилиндрического участка h = 12 мм.
На автомате УСТ-4 с применением вращателя сваривают цилиндрическую часть 3 полуфабриката сосуда 4 и донную часть 7 полуфабриката сосуда 4 кольцевым швом 8. Устанавливают полученный полуфабрикат сосуда 4 на оправку 9 экспериментальной установки, где в качестве рабочего инструмента используются шарики 10 диаметром 5,0 мм по ГОСТ 3722-81, собранные в обойму. Оправка 9 с полуфабрикатом сосуда 4 закрепляется на токарном станке 1К62. Полуфабрикат сосуда 4 пожимается прижимным элементом 13, рабочая зона 14 которого выполнена в виде поверхности вращения (конической), и производится ротационная вытяжка цилиндрической части сосуда 11 за один переход с относительной деформацией материала по толщине стенки, равной 37,5%. При этом одновременно раскатываются кольцевой 8 и продольный 12 сварные швы. После снятия с оправки 9 и обрезки технологических припусков получают готовое изделие.
Тонкостенные осесимметричные сосуды изготавливаются без дефектов с исключением возможности коррозии и образования застойных зон.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ОСЕСИММЕТРИЧНЫХ СОСУДОВ | 2000 |
|
RU2190493C2 |
| Способ изготовления стальных тонкостенных осесимметричных сосудов | 2018 |
|
RU2673591C1 |
| Способ изготовления полых изделий | 2015 |
|
RU2684332C2 |
| Способ изготовления сварных титановых труб | 2015 |
|
RU2613256C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧЕК | 2013 |
|
RU2533242C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ СОСУДОВ ВЫСОКОГО ДАВЛЕНИЯ | 2012 |
|
RU2510784C1 |
| Способ изготовления тонкостенных осесимметричных сосудов | 1988 |
|
SU1581416A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ОБОЛОЧЕК | 2014 |
|
RU2556846C1 |
| СПОСОБ УТИЛИЗАЦИИ АРТИЛЛЕРИЙСКИХ ГИЛЬЗ | 1994 |
|
RU2080244C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ОБОЛОЧЕК С ДНОМ | 2015 |
|
RU2601364C1 |
Изобретение относится к обработке металлов давлением, в частности к способам штамповки и ротационной вытяжки оболочковых особотонкостенных деталей, имеющих форму тел вращения. Технической задачей данного изобретения является получение качественных изделий за счет повышения равномерности пластической деформации. Способ изготовления тонкостенных осесимметричных сосудов включает вырубку плоских листовых заготовок, получение цилиндрической части полуфабриката сосуда сверткой плоской листовой заготовки и сваркой продольных кромок, формоизменение донной части полуфабриката сосуда, сварку донной и цилиндрической частей полуфабриката сосуда, раскатку продольного сварного шва. Донную и цилиндрическую части полуфабриката сосуда сваривают кольцевым швом. Производят ротационную вытяжку цилиндрической части сосуда, одновременно раскатывая кольцевой и продольный сварные швы. Ширина М и длина l плоской листовой заготовки для свертки вычисляются по определенным зависимостям. 7 ил.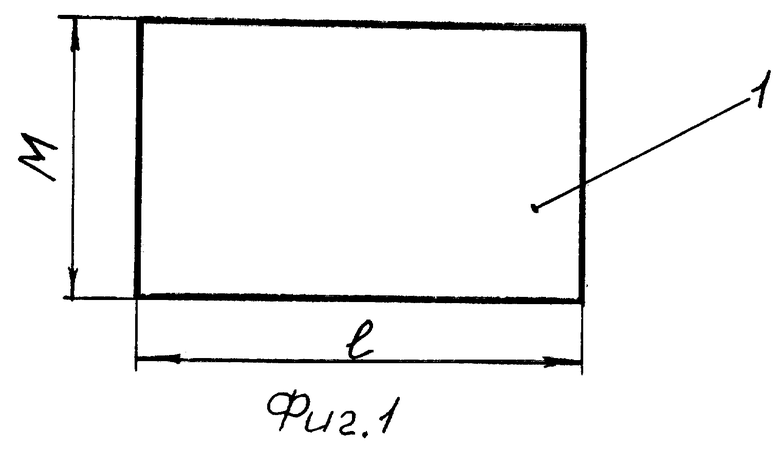
Способ изготовления тонкостенных осесимметричных сосудов, включающий вырубку плоских листовых заготовок, получение цилиндрической части полуфабриката сосуда сверткой плоской листовой заготовки и сваркой продольных кромок, формоизменение донной части полуфабриката сосуда, сварку донной и цилиндрической частей полуфабриката сосуда, раскатку продольного сварного шва, отличающийся тем, что донную и цилиндрическую части полуфабриката сосуда сваривают кольцевым швом и производят ротационную вытяжку цилиндрической части сосуда, одновременно раскатывая кольцевой и продольный сварные швы, причем ширину М и длину l плоской листовой заготовки для свертки определяют по следующей зависимости:
M = π[Dвн+2ξ+s],
где Dвн - внутренний диаметр цилиндрической части сосуда, мм;
s - толщина плоской листовой заготовки, мм;
ξ = 0,15 - 0,2 мм;
где D - наружный диаметр цилиндрической части сосуда, мм;
h - длина цилиндрического участка донной части полуфабриката сосуда, мм;
L - длина цилиндрической части сосуда, мм;
t - толщина стенки цилиндрической части сосуда, мм;
Δ - припуск на торцовку полуфабриката сосуда (Δ = 30 мм).
| КОМБИНИРОВАННАЯ КОНЦЕНТРАТОРНАЯ ФОТОЭЛЕКТРИЧЕСКАЯ УСТАНОВКА | 2015 |
|
RU2583317C1 |
| US 4536243, 20.08.85 | |||
| Соковыжималка | 1986 |
|
SU1329763A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛБ МЕТАЛЛИЧЕСКОГО ТЕРМОСА | 1995 |
|
RU2089320C1 |
| 1971 |
|
SU418252A1 | |
