Изобретение относится к текстильной промышленности, в частности к области создания оборудования и технологии производства котонизированного льняного волокна.
Известен способ котонизации льняного волокна, заключающийся в рыхлении, смешивании, очистке волокна и формировании рулонов, последующем кардочесании волокна, утонении ленты на переходах ленточных гребенных машин и резке волокон на отрезки, необходимые для последующей их переработки на очистительных машинах и смешивания с хлопком или химическими волокнами (Текстильная промышленность, 1997, N 6, с. 16).
Основными недостатками данного способа котонизации льняного волокна, как и многих других способов механической котонизации, являются получение достаточно грубого и жесткого котонина, наличие в нем значительного количества пыли, остатков костры, а на первичных стенках элементарных волокон - отложений остатков срединных пластинок в виде разнообразных "бляжек" с рваными и острыми краями.
Известна поточная линия котонизации льняного волокна, позволяющая реализовать данный способ и содержащая последовательно установленные по ходу технологического процесса и технологически связанные между собой кипный рыхлитель, механизм для формирования рулонов, кардочесальную, ленточную и резальную машину (Текстильная промышленность, 1997, N 6, с. 16).
Линия обладает следующими технологическими недостатками: изготовленное на ней волокно оценивается средним качеством, так как оно имеет малый метрический номер (от 400 до 600), значительный разброс штапельной длины и недостаточную расщепленность, а также содержит много пуховых непрядомых волокон, мелкой пыли и загрязнений. Такое волокно используют для производства пряжи из смеси волокон от 100 до 300 текс, при этом до 40% котонизированного льняного волокна, вложенного в смесь, выделяется в отходы. В то же время конъюнктура внутреннего и внешнего рынка диктует необходимость получения котонизированного льняного волокна с повышенной прядильной способностью.
Котонизация - любой способ уменьшения длины пучков короткого чесаного льна, очесов и разделения их на элементарные волокна путем химического или механического воздействия.
Практика использования котонизированного волокна показывает, что линейная плотность волокна не должна превышать 1 текс, а содержание пуховых непрядомых волокон - 20%. Только в этом случае текстильные предприятия смогут вырабатывать пряжу из смеси волокон средней и низкой плотности (25-15 текс), предназначенную для изготовления тонких тканей и высококачественных трикотажных изделий.
Задачей группы изобретений является создание способа получения котонизированного льняного волокна и поточной линии для его осуществления, обеспечивающих получение технического результата, состоящего в оптимизации и удешевлении процесса выработки пряжи за счет максимального приближения льняного компонента по длине и линейной плотности к волокну хлопка для переработки льняного волокна в смеси с хлопком и химическими волокнами по хлопчатобумажной системе прядения.
Этот технический результат в способе получения котонизированного льняного волокна, заключающемся в рыхлении, смешивании, очистке волокна и формировании рулонов, последующем кардочесании волокна, утонении ленты на переходах ленточной машины и резке волокон, достигается тем, что льняное волокно перед формированием его в рулоны подвергают эмульсированию, а сформированное в рулоны волокно отлеживается в течение 24 часов, при этом перед резкой утоненную волокнистую ленту плющат и обрабатывают паровоздушной эмульсий, а резаное льняное волокно разрыхляют и расщепляют в системе пневмотранспорта, после чего его подвергают тонкой очистке и затем формируют кипы.
Утоненную волокнистую ленту плющат плющильными вальцами.
Перед резкой волокнистую ленту уплотняют в продольном направлении.
Тонкую очистку волокна проводят в два этапа, между которыми формируют ориентированный настил в несколько слоев прочеса, причем перед операцией тонкой очистки волокно предварительно выделяют из воздуховолокнистой массы конденсером.
Перед формированием котонизированного льняного волокна в кипы прочес после тонкой очистки уплотняют в продольном направлении.
Эмульсирование волокна перед формированием в рулоны повышает общую влажность волокна, а компоненты эмульсии снижают жесткость и прочность срединных пластинок, скрепляющих элементарные волокна, способствуя тем самым при дальнейшей обработке проявлению в большей степени разрыва волокон по плоскости срединных пластинок, что снижает образование коротких волокон.
"Отлежка" предварительно разрыхленного и, в определенной мере, очищенного, обработанного эмульсией и сформированного в рулоны волокна, в течение 24 часов обеспечивает оптимальность протекания технологического процесса кардочесания за счет выровненности волокна по влажности и некоторого ослабления связи между волокнами.
Плющение волокнистой массы, сформированной в ленту, т.е. в ориентированном по продольной оси продукта состоянии, вызывает относительное смещение слоев волокон волокнистых пучков пропорционально их удаленности от оси вращения вальца, способствуя тем самым образованию сколов, трещин по срединным пластинкам и лучшему расщеплению волокон при последующем рыхлении и тонкой очистке с меньшими повреждениями самих элементарных волокон.
Обработка паровоздушной эмульсией за счет проникновения эмульсирующей смеси в волокно обеспечивает изменение свойств пектинов, гемицеллюлоз и других компонентов срединных пластинок волокнистых пучков льна, улучшает способность их к расщеплению. На протекание любого процесса переработки льняного волокна, в частности, котонизации, влияют состав и состояние элементов структуры стебля льна. Оптимальность состава и концентрации химических реагентов эмульсии обеспечивают получение волокна с мягким и шелковистым грифом, а выход непрядомых волокон не превышает 19-25%. Коэффициенты динамического и статического трения такого волокна близки по своим значениям аналогичным показателям хлопка (0,25 и 0,093). Паровоздушное эмульсирование перед резкой лент волокон способствует восстановлению влажности льняного волокна, потерянной в ходе переработки на предшествующих резке технологических переходах после рулонирования, и ослабляет межволоконные связи по срединным пластинкам, а кратковременный характер воздействия компенсируется высокой температурой среды в процессе обработки.
Продольное уплотнение волокнистого материала (лент с ленточной машины) необходимо для формирования ленты большей удельной плотности (толщины) по ширине питающего транспортера, выравнивания влажности и ускорения впитывания случайно сформировавшихся капель эмульсии.
Рыхление пучков разрезанных волокон именно в системе пневмотранспорта позволяет выравнять влажность волокнистой массы, разбить сформировавшиеся в процессе резки волокнистые пучки.
Тонкую очистку волокна применяют для получения более качественного волокна, предназначенного для выработки пряжи средней и малой линейной плотности для изготовления ткани и трикотажных полотен с малой поверхностной плотностью. Интенсивная, но щадящая обработка материала позволяет добиться минимального выхода волокна в угары и стабилизировать долю коротких волокон. Разделение процесса тонкой очистки на два этапа позволяет обеспечить последовательное повышение интенсивности обработки с меньшей вероятностью повреждения волокна. Формирование ориентированного настила прочеса в несколько слоев обеспечивает изменение характера воздействия на прочес на втором этапе тонкой очистки. Выделение волокна конденсером из воздуховолокнистой массы перед операцией тонкой очистки обеспечивает равномерную подачу материала на первом этапе очистки.
Уплотнение прочеса в продольном направлении перед прессованием кип способствует формированию кипы из слоев параллелизованного в чесаной ленте волокна, что повышает плотность предварительной упаковки волокон, значительно уменьшает количество волокон, подвергающихся поперечному складыванию (перегибу) в процессе прессования, а следовательно, снижает вероятность последующего разрушения хрупкого льняного волокна при рыхлении и других воздействиях в процессе переработки на текстильном предприятии, позволяет использовать нетрадиционные способы смешивания льна с другими компонентами смесовой пряжи.
Все вышеперечисленные операции обеспечивают получение котонизированного льняного волокна, максимально приближенного по строению к хлопку. Увеличение этапов очистки, разрыхления, расщепления волокон способствует получению льняного волокна с линейной плотностью 0,9-0,7 текс, что решает задачу возможности переработки льняного волокна в смеси с хлопком, и, в свою очередь, позволяет оптимизировать и удешевить процесс прядения.
Указанный технический результат в поточной линии котонизации льняного волокна, содержащей последовательно установленные по ходу технологического процесса и технологически связанные между собой кипный рыхлитель, механизм для формирования рулонов, кардочесальную, ленточную и резальную машины, достигается тем, что она снабжена плющильной машиной и устройством для эмульсирования, последовательно установленными в линии после ленточной машины, средством для тонкой очистки и смешивания волокон, размещенным перед расположенным на выходе поточной линии кипным прессом, и пневмотранспортной системой, связывающей резальную машину со средством для тонкой очистки и смешивания волокна, при этом на выходе грубочесальной машины, расположенной между кипным рыхлителем и механизмом для формирования рулонов, установлены форсунки для эмульсирования.
На входе резальной машины установлено устройство для уплотнения волокнистой ленты в продольном направлении.
На входе пневмотранспортной системы установлен волокноприемник, а на выходе - вентилятор.
Средство для тонкой очистки и смешивания волокон представляет собой двухпрочесный агрегат с питателем на входе и установленным над ним конденсером и уплотняющим устройством на выходе, состоящий из двух кардочесальных машин и расположенного между ними формирователя настила, кинематически связанного с каждой из машин с возможностью формирования ориентированного настила.
Включение в поточную линию котонизации плющильной машины, устройства для эмульсирования, средства для тонкой очистки и смешивания волокон, пневмотранспортной системы с волокноприемником на входе и вентилятором на выходе позволяет осуществить операции соответственно плющения, обработку волокнистой ленты паровоздушной эмульсией, тонкой очистки волокна, дополнительного рыхления и расщепления пучков разрезанных волокон, выравнивания влажности волокнистой массы. Модернизация некоторых машин: установка форсунок на выходе грубочесальной машины, уплотняющего устройства на входе резальной машины - обеспечит осуществление эмульсирования перед формированием волокнистой массы в рулоны и уплотнения в продольном направлении лент с ленточной машины по ширине питающего транспортера резальной машины, соответственно. Данные обстоятельства позволяют получить котонизированное льняное волокно, максимально приближенное по строению к хлопку.
Способ получения котонизированного льняного волокна и поточная линия для его осуществления иллюстрируются чертежами, где на фиг. 1 изображена схема, поясняющая способ котонизации льняного волокна; на фиг. 2 - кривая распределения волокон котонизированного льноволокна по классам длины; на фиг. 3 - структурная схема поточной линии для осуществления заявленного способа.
Способ получения котонизированного льняного волокна включает в себя следующие операции:
- рыхление;
- смешивание;
- очистку;
- эмульсирование;
- формирование волокна в рулоны;
- "отлежку" в течение 24 ч;
- кардочесание и формирование волокна в ленту;
- утонение ленты;
- плющение;
- обработку паровоздушной эмульсией;
- уплотнение волокнистой ленты в продольном направлении;
- резку волокон;
- разрыхление и расщепление волокна, выравнивание по влажности в пневмотранспортной системе;
- выделение волокна из воздуховолокнистой массы;
- тонкую очистку;
- уплотнение прочеса до размера будущей кипы;
- формирование кип.
Способ получения котонизированного льняного волокна реализуется по следующей технологической цепочке.
Короткое льняное волокно из склада сырья в кипах поступает на поточную линию, где оно разрыхляется, смешивается, очищается от костры, пыли, грубых коротких комплексов, далее разрыхленная и частично очищенная волокнистая масса эмульсируется, формируется в рулоны и "отлеживается" в течение 24 ч. За это время происходит выравнивание влажности волокна, ослабление связи между волокнами. Далее волокно подвергается кардочесанию, при котором происходит укорочение и расщепление его волокон и повышение доли волокон пуховой группы. Очищенный и перемешанный слой волокна снимается гребнем и формируется в ленту, после чего осуществляется утонение и выравнивание волокнистой ленты из льноволокна. Далее лента подвергается плющению плющильными вальцами и обработке паровоздушной эмульсией. Заэмульсированная волокнистая лента уплотняется в продольном направлении, затем разрезается на отрезки определенной длины, что позволяет перерабатывать льняное волокно на оборудовании хлопчатобумажной или шерстяной промышленности. Резаное волокно подвергается дополнительному разрыхлению и расщеплению и выравниванию по влажности в пневмотранспортной системе. После отделения волокна из воздуховолокнистой массы конденсером оно подвергается тонкой очистке, включающей в себя рыхление и расщепление, дальнейшее его укорочение и утонение. Данная операция состоит из двух этапов, между которыми формируется ориентированный настил в несколько слоев прочеса для обеспечения более качественного заключительного прочеса на втором этапе. Далее прочес уплотняется в продольном направлении и формируется в кипы.
Основу поточной линии котонизации короткого льняного волокна составляют серийно изготовленные и модернизированные применительно к новым условиям машины. Выбор машин и последовательность их установки в линии обусловлены, в первую очередь, свойством льняного волокна: его жесткостью, засоренностью, большой запыленностью, наличием костры и неволокнистых примесей, а также склеивающего волокна - пектина. Каждая предыдущая машина в линии связана с машиной последующего перехода по производительности.
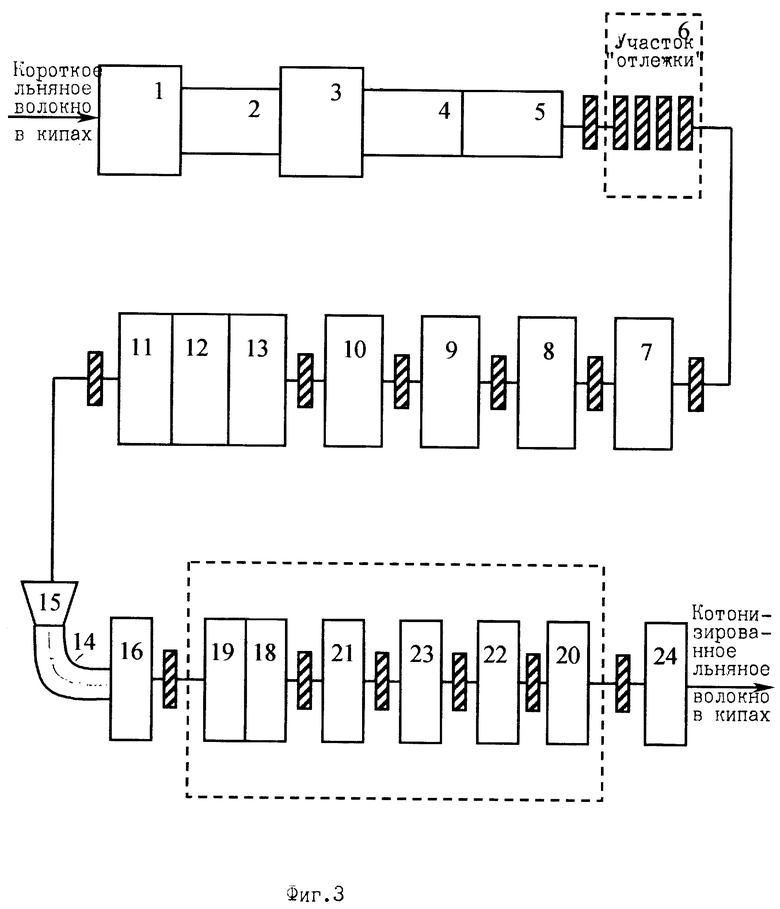
Данная поточная линия котонизации короткого льняного волокна включает в себя следующие машины: кипный рыхлитель 1, питающий транспортер 2, посредством которого льняное волокно из кипного рыхлителя 1 подается в грубочесальную машину 3. На выходе грубочесальной машины 3 установлены форсунки 4 для осуществления операции эмульсирования и рулонный механизм 5 для формирования волокна в рулоны. Рулоны согласно технологическому регламенту находятся на участке "отлежки" 6 в течение 24 часов. Далее следуют последовательно установленные и технологически связанные между собой следующие машины: кардочесальная машина 7, ленточная машина 8, плющильная машина 9, устройство для эмульсирования 10, резальная машина 11 с приемным транспортером 12 и уплотняющим устройством 13, установленным на входе приемного транспортера 12, пневмотранспортная система 14 с волокноприемником 15 на входе и вентилятором 16 на выходе, двухпрочесный агрегат 17 с питателем 18 и расположенным над питателем 18 конденсером 19 на входе агрегата 17 и уплотняющим устройством с раскладчиком 20 на выходе, состоящий из двух кардочесальных машин 21 и 22 и расположенного между ними и кинематически связанного с каждой из машин 21 и 22 формирователя настила 23, на выходе поточной линии установлен кипный пресс 24.
Поточная линия работает следующим образом.
Кипы короткого волокна устанавливают на кипный рыхлитель 1, где волокно разрыхляется, и посредством питающего транспортера 2 подается в грубочесальную машину 3. Кипный рыхлитель 1 и грубочесальная машина 3 позволяют предварительно подготовить волокно: расщепить склеенные волокна и удалить пыль, костру и инородные примеси, очистить техническое волокно от сорных примесей и пыли, что существенно повышает качество подготавливаемой смеси. На выходе грубочесальной машины 3 посредством форсунок 4 подается эмульсия, которой смачивается прочес, и с помощью рулонного механизма 5 прочес формируется в рулоны. Рулоны отправляются на участок "отлежки" 6, где находятся в течение 24 часов. Далее волокно в рулонах подается на кардочесальную машину 7, где подвергается более тонкой и щадящей очистке. Очищенный и перемешанный слой волокна снимается гребнем и формируется в ленту. Утонение ленты из волокна осуществляется на переходах ленточной гребенной машины 8. С ленточной машины 8 волокнистая лента подается в плющильную машину 9, где осуществляется дальнейшее расщепление волокна, вплоть до элементарных волокон, за счет сдвига плющильными вальцами. После этого волокнистая лента поступает в устройство для эмульсирования 10. Заэмульсированная лента посредством питающего транспортера 12 через уплотняющее устройство 13 подается в резальную машину 11, где разрезается на длину, обеспечивающую получение оптимального распределения котонизированного льна по длине для переработки, например, с хлопком, шерстью. Резаное льняное волокно направляется в волокноприемник 15 пневмотранспортной системы 14, где происходит разрыхление волокна и выравнивание его по влажности. На выходе из пневмотранспортной системы 14 волокно расщепляется вентилятором 16. Далее воздуховолокнистая масса подается на конденсер 19, откуда волокно попадает в питатель 18 и далее следует на кардочесальную машину 21 двухпрочесного агрегата 17, после чего посредством формирователя настила 23 формируется полотно в несколько слоев прочеса таким образом, чтобы слои полотна поступали на кардочесальную машину 22 с определенной ориентацией волокон к продольной оси агрегата 17. Котонизированное льняное волокно устройством 20, установленным на выходе агрегата 17, уплотняется и укладывается на поддон, а затем прессуется в кипы.
Описанный способ котонизации льняного волокна осуществлен с помощью описанной поточной линии. В результате получено волокно, содержащее более 47% волокон длиной от 15 до 50 мм, при этом волокна длиной до 15 мм составляют не более 10% (данные отражены кривой на фиг. 2). Средний метрический номер котонизированного льноволокна составляет 900-1250 (11-0,8 текс).
Переработка котонизированного льноволокна на хлопчатобумажном предприятии позволила выработать пряжу 50 текс с вложением от 30 до 50% льна. Причем, вложение 30% льноволокна совершенно не снизило технологическую проходимость смеси волокон, а при содержании льна в 50% это снижение было незначительным.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ КОТОНИЗИРОВАННОГО ЛЬНЯНОГО ВОЛОКНА | 2019 |
|
RU2706196C1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ПОЛУЧЕНИЯ КОТОНИЗИРОВАННОГО ВОЛОКНА ИЗ КОРОТКОГО ЛЬНА | 1999 |
|
RU2153033C1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ПОЛУЧЕНИЯ ЛЬНЯНОГО ВОЛОКНА | 2012 |
|
RU2503755C1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ОБРАБОТКИ ЛЬНЯНОГО ВОЛОКНА | 1996 |
|
RU2109859C1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ КОТОНИЗАЦИИ ЛЬНЯНОГО ВОЛОКНА | 1998 |
|
RU2141545C1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ОБРАБОТКИ ПРЕИМУЩЕСТВЕННО ЛЬНЯНОГО ВОЛОКНА | 1997 |
|
RU2116392C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПРЯЖИ ИЗ КОРОТКОГО ЛЬНЯНОГО ВОЛОКНА СУХОГО ПРЯДЕНИЯ | 2000 |
|
RU2173739C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЛЬНЯНОЙ ПРЯЖИ СУХОГО ПРЯДЕНИЯ | 1996 |
|
RU2087603C1 |
| Производство нетканого материала из полиэфирных волокон | 2024 |
|
RU2837477C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЛУБЯНОЙ БЕЛЕНОЙ ЦЕЛЛЮЛОЗЫ | 2014 |
|
RU2578586C1 |

Способ и поточная линия предназначены для получения котонизированного льняного волокна, максимально приближенного по строению к волокну хлопка, и обеспечения возможности переработки льняного волокна в смеси с хлопком, оптимизации и удешевления процесса прядения. Кипы короткого волокна устанавливают на кипный рыхлитель, где волокно разрыхляется, и посредством питающего транспортера подается в грубочесальную машину, на выходе которой посредством форсунок подается эмульсия, которой смачивается прочес, и с помощью рулонного механизма формируется в рулоны. Рулоны отправляются на участок отлежки, где находятся в течении 24 ч. Далее волокно в рулонах подается на кардочесальную машину, где подвергается более тонкой и щадящей очистке. Очищенный и перемешанный слой волокна снимается гребнем и формируется в ленту. Утонение ленты из волокна осуществляется на переходах ленточной гребенной машины. С ленточной машины волокнистая лента подается в плющильную машину, где осуществляется дальнейшее расщепление волокна, вплоть до элементарных волокон, за счет сдвига плющильными вальцами. После этого волокнистая лента поступает в устройство для эмульсирования. Далее заэмульсированная лента в резальной машине разрезается на длину, обеспечивающую получение оптимального распределения котонизированного льна по длине для переработки, например, с хлопком, шерстью. Резаное льняное волокно направляется в волокноприемник пневмотранспортной системы, где происходит разрыхление волокна и выравнивание его по влажности. На выходе из пневмотранспортной системы волокно расщепляется вентилятором. Далее воздуховолокнистая масса подается на конденсер, откуда волокно попадает в питатель и далее следует на кардочесальную машину двухпрочесного агрегата, после чего посредством формирователя настила формируется полотно в несколько слоев прочеса таким образом, чтобы слои полотна поступали на кардочесальную машину с определенной ориентацией волокон к продольной оси агрегата. Котонизированное льняное волокно устройством, установленным на выходе агрегата, уплотняется и укладывается на поддон, а затем прессуется в кипы. 2 с. и 7 з.п.ф-лы, 3 ил.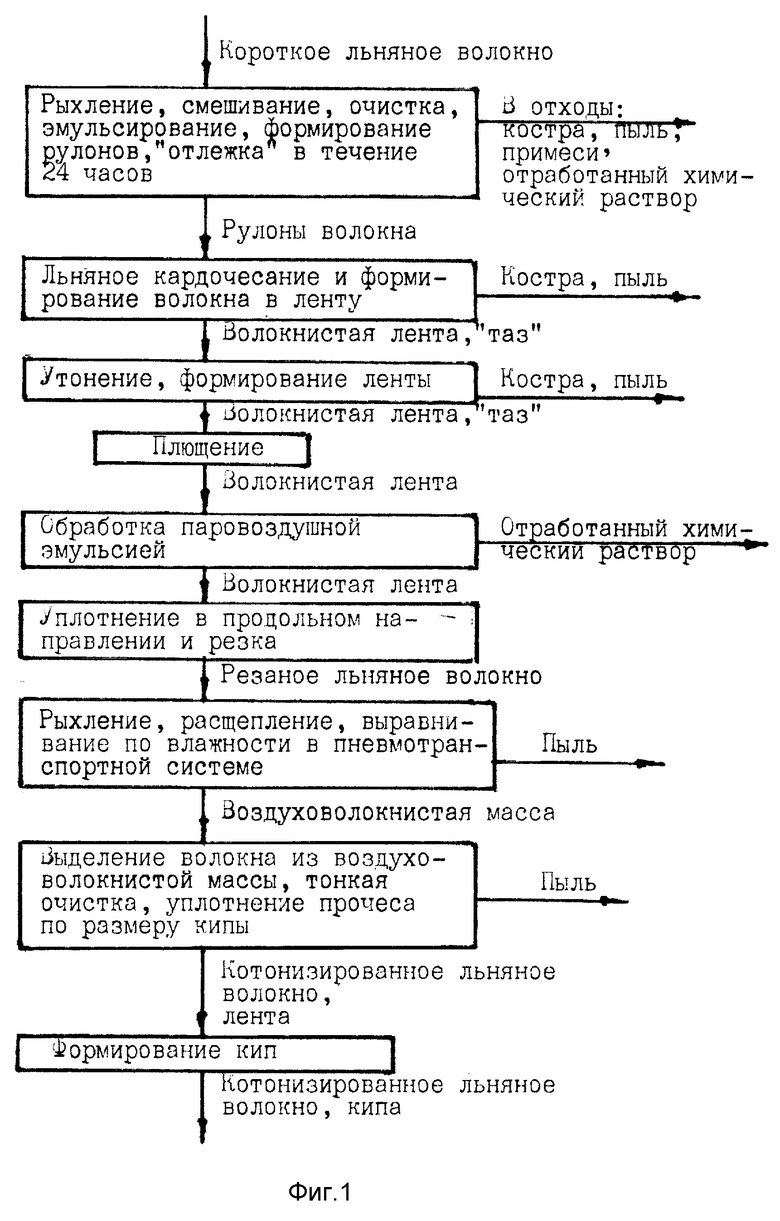
| Текстильная промышленность, 1997, N 6, с.16 | |||
| Текстильная промышленность, 1995, N 3, с.6 - 9 | |||
| Льняное дело, 1993, N 4, с.22 - 27 | |||
| СПОСОБ ПОЛУЧЕНИЯ СМЕШАННОЙ ПРЯЖИ | 1992 |
|
RU2046850C1 |
| Способ получения ленты из короткого лубяного волокна | 1990 |
|
SU1705428A1 |
| DE 3923498 A1, 17.01.91 | |||
| US 5038438 A, 13.08.91 | |||
| Автоматический огнетушитель | 0 |
|
SU92A1 |
