Изобретение относится к устройствам для упаковки штабеля предметов в пленочную оболочку в виде колпака, точнее для упаковки различных штучных предметов в пакеты, например крупногабаритные, с применением термоусадочной пленки, и может быть использовано при упаковке стеклотары, кирпичей, керамических изделий, продовольственных товаров и др., уложенных на поддоны.
Известны способы обработки термоусадочной пленки, выполненной в виде колпака, надетого на штабель упаковываемых предметов, при которых пленка тем или иным способом нагревается до размягчения, а затем охлаждается с целью усадки и стабилизации.
Так, например, нашли практическое применение способы по патентам РФ №2175301 С1 или №2186010 С2.
Известны различные устройства для упаковки крупногабаритных штабелей предметов, сформированных на поддонах и одеваемых в изготовленную устройством пленочную оболочку в виде колпака.
К известным устройствам относится, например, устройство фирмы Шкода Клатовы, Чехия (оборудование фирмы работает в ООО «Русская Американская Стекольная Компания «РАСКО», Владимирская область, Гусь-Хрустальный р-н, п.Анопино).
Известное устройство выполнено в двухпозиционном варианте и состоит из двух установок, связанных между собой транспортерами для перемещения упаковываемого штабеля.
Штабель предметов, установленный на поддон, подается в первую установку устройства, где из термоусадочной пленки подготавливают колпак и надевают на штабель. Затем штабель по транспортеру, как правило, рольгангового типа передают в установку термоусадки, осуществляющую разогрев и усадку пленки.
Операция надевания колпака выполняется оператором, который руками направляет рулонную пленку, разматываемую механизмом, на штабель предметов, что не приемлемо в автоматических упаковочных линиях.
Известны устройства для упаковки штабеля предметов, установленного на поддоне в термоусадочную пленку, в состав которых входит автоматическая установка надевания колпака.
К известным устройствам относится, например, устройство для упаковки стеклотары, установленной на поддон в термоусадочную пленку фирмы MSK, Германия (Проспект фирмы на международной выставке «ИНТЕРПАК», г.Дюссельдорф, Германия, апрель 2002 г.).
Это устройство выполнено в двухпозиционном варианте.
В установке надевания колпака (пленочной оболочки) этой фирмы применен так называемый парашютный принцип надевания, который позволяет без проблем надевать колпак на сложный, в том числе имеющий острые углы, уложенный штабель различной продукции, например стеклотары с прокладками между рядами.
Установка оснащена мерным приспособлением замера длины пленки, отрезаемой для колпака от рулона.
Однако эксплуатация этой установки требует большой высоты цехового помещения, что не всегда приемлемо. Кроме того, процесс надевания колпака сопровождается динамическими нагрузками в установке.
Известны автоматические устройства для упаковки штабеля предметов в пленочную оболочку в виде колпака, выполненные в однопозиционном варианте, когда установка для изготовления и установка для надевания колпака объединены.
Прототипом для заявляемого изобретения является описанная в патенте РФ №2247065 С1, В65В 53/06, 9/00. «Установка изготовления пленочной оболочки для штабеля предметов»
Прототип характеризуется как автоматическая установка изготовления пленочной оболочки для штабеля предметов, установленного на поддоне, включающая подводящие транспортеры для перемещений штабеля, один из которых выполнен с подъемным устройством штабеля, рулонодержатель, содержащий приводные и отклоняющие ролики и предназначенный для размотки пленочного термоусадочного рукавного материала, выполненного со сгибами по сторонам рукава, сварочный и отрезной механизм, два ориентирующих элемента пленочного рукавного материала, расположенные параллельно друг другу и образующие щель для размещения пленки, при этом направляющие элементы выполнены в виде подвижной и неподвижных пар и размещены в области углубленных сгибов рукава, а также установленную с возможностью возвратно-поступательного перемещения в вертикальной плоскости раму с зазором, охватывающим штабель предметов, механизм для этого перемещения и смонтированные на раме захватные элементы для удержания пленки при протягивании нижнего края оболочки, при этом приводные ролики оснащены механизмом их развода.
Прототип выполнен в однопозиционном варианте. Занимает небольшую производственную площадь, однако:
1. Захватные элементы устройства, смонтированные на раме, производят захват пленочного материала по наружной стороне разматываемого из рулона рукава и с учетом того, что часть поверхности пленки уходит на захват, применение такой схемы неоправданно увеличивает размер по периметру рулонного материала, т.е. расход пленки.
2. Кроме того, прототип может изготавливать пленочную оболочку только для штабеля предметов, установленного на поддон одного типоразмера (прототип выполнен с одним рулонодержателем для пленочного материала определенного размера). Практически на стеклотарных заводах, на упаковочных линиях для формирования штабелей продукции используются два типоразмера поддонов, что определяется различными требованиями потребителей стеклотары.
3. Кроме того, отсутствие избыточного давления воздуха в одеваемой оболочке, ее провисание, отрицательно сказываться при надевании на штабель предметов, имеющий острые углы, в том числе от междурядных прокладок, на которых формируются ряды продукции.
Цель настоящего изобретения - устранение указанных недостатков.
Указанная цель достигается за счет того, что рама оснащена четырьмя каретками с пальцевыми блоками, оборудованными захватами, при этом каретки размещены по четырем углам кольца рамы с возможностью синхронного перемещения от центра кольца к его внутренней поверхности и наоборот, а каждый захват блока содержит цилиндрический палец с насечкой в нижней части, выполненный с возможностью поворота от горизонтального до вертикального, направленного вверх положения, а также прижим, оснащенный на торце эластичным элементом и выполненный с возможностью горизонтального перемещения до контакта его эластичного элемента с насечкой цилиндрического пальца при его вертикальном положении.
А также за счет того, что каждая из кареток оснащена воздушным соплом, направленным вверх в зазор между надеваемым пленочным материалом и штабелем предметов.
А также за счет того, что один из подводящих транспортеров для перемещений штабеля предметов, установленного на поддоне, оснащен механизмом выравнивания положения штабеля, содержащим подвижные толкатели, расположенные с двух боковых сторон поддона и выполненные с возможностью выравнивания поддона со штабелем предметов относительно центра транспортера.
Также за счет того, что один из транспортеров для перемещений штабеля оснащен датчиками, установленными с возможностью определения габаритных размеров штабеля предметов, установленного на поддоне, и идентификации типа поддона.
Также за счет того, что содержит второй рулонодержатель пленочного рукавного материала для штабеля предметов на поддоне второго типоразмера, оснащенный приводными и отклоняющими роликами.
Также за счет того, что содержит размещенную рядом с первой вторую пару ориентирующих элементов пленочного рукавного материала, расположенных параллельно друг другу и образующих щель с возможностью размещения пленки второго рулонодержателя, при этом над каждой из двух пар ориентирующих элементов выполнены приводные ролики.
Также за счет того, что оснащена узлом распределения пленочного рукавного материала, содержащим третью пару ориентирующих элементов пленочного рукавного материала, размещенную ниже сварочного и отрезного механизма, ориентирующие элементы которой расположены параллельно друг другу и образуют щель для размещения пленочного рукавного материала, при этом первая и вторая пара ориентирующих элементов, выполненных с приводными роликами, расположены на подвижной платформе, размещенной над механизмом сварки с возможностью ее перемещения и выборочной установки первой или второй пары ориентирующих элементов над третьей и подачи пленочного рукавного материала с первого или второго рулонодержателя.
Также за счет того, что узел распределения пленочного рукавного материала оборудован механизмом его предварительного раскрытия, содержащим четыре рычага с зажимами, установленными на осях и выполненными с возможностью принудительных поворота и качания в поперечном направлении в вертикальной плоскости, а также захвата пленочного рукавного материала по четырем его наружним углам и сопровождения вниз в зону его контакта с захватными элементами рамы.
Также за счет того, что подъемное устройство оснащено четырьмя подвижными опорами днища поддона, выполненными с возможностью перемещения в горизонтальном направлении и установки по габаритной ширине поддонов двух типоразмеров.
А также за счет того, что подвижная пара направляющих элементов размещена в области углубленных сгибов пленочного рукавного материала, подаваемого с первого или второго рулонодержателя в промежутке между механизмом сварки и третьей парой ориентирующих элементов с возможностью перемещения в щель, образованную этой парой.
Устройство автоматической установки изготовления пленочной оболочки для штабеля предметов схематично изображено на чертежах:
На фиг.1 схематично изображен общий вид автоматической установки для изготовления пленочной оболочки для штабеля предметов. Вид сбоку (стрелками указаны направления движений механизмов, обеспечивающих основные технологические переходы).
На фиг.2. схематично изображен общий вид автоматической установки для изготовления пленочной оболочки для штабеля предметов. Вид сбоку (стрелками указаны направления действия механизмов и направленность лучей оптических датчиков, обеспечивающих подготовительные технологические переходы, выравнивание штабеля, определение его габаритных размеров и идентификацию типа поддона).
На фиг.3 - сечение по А-А на фиг.2.
На фиг.4 - установка опор днища поддона.
На фиг 5 - подъем поддона со штабелем предметов.
На фиг.6 - механизм раскрытия пленки. Подача пленки в зону захвата и захват рычагами с зажимами.
На фиг.7 - механизм раскрытия пленки. Захват и сопровождение пленки рычагами с зажимами в зону ее контакта с захватными элементами рамы.
На фиг.8 - сечение по Б-Б на фиг.2.
На фиг.9 - сечение по В-В на фиг.2.
На фиг.10 - перемещение кареток с пальцевыми блоками в зону передаваемой рычагами пленки.
На фиг.11 - поворот и ввод цилиндрических пальцев в раскрытую пленку.
На фиг.12 - прижим раскрытой пленки эластичными элементами к цилиндрическим пальцам.
На фиг.13 - возвращение рычагов с зажимами в верхнее положение.
На фиг.14 - место Г на фиг.12.
На фиг.15 - полное раскрытие пленки пальцевыми блоками. Формирование оболочки.
На фиг.16 - промежуточное надевание пленочной оболочки на штабель опусканием рамы с одновременным поддувом воздуха в оболочку.
На фиг.17 - отрезка сформированной оболочки от рулона с одновременной сваркой верха.
На фиг.18 - полное надевание пленочной оболочки на штабель опусканием рамы и прекращение поддува воздуха в оболочку.
На фиг.19 - отвод эластичных элементов от пальцевых блоков, их поворот и вывод из зоны оболочки.
На фиг.20 - подъем рамы.
На фиг 21 - опускание поддона со штабелем предметов с надетой изготовленной пленочной оболочкой.
На фиг.1. схематично изображен общий вид автоматической установки для изготовления пленочной оболочки для штабеля предметов с обозначением стрелками направления движений механизмов, обеспечивающих основные технологические переходы изготовления и надевание пленочной оболочки на штабель предметов, установленный на любой из двух типоразмеров поддонов поз.1 и 2 (фиг.1), поступающие в установку в неопределенной последовательности.
Автоматическая установка включает подводящий транспортер 3 (фиг.3), на который штабель предметов, установленный на поддон (далее штабель предметов или штабель) определенного типоразмера, подается с транспортеров производственной поточной линии (на фиг. не показана).
Подводящий транспортер 3 оснащен рядом механизмов и оптических датчиков, обеспечивающих подготовительные технологические переходы. Так, механизм выравнивания положения штабеля на транспортере содержит подвижные толкатели поз.29 (фиг.3), установленные с двух сторон перемещения поддона 1 или 2.
Идентификация типоразмера поддона определяется при помощи датчиков 30 (фиг.2). Определение высоты штабеля фиксируется датчиком 31 фиг.2.
С транспортера 3 штабель передается на следующую позицию - транспортер, оснащенный подъемным устройством 4. Транспортер с подъемным устройством 4 является одним из основных узлов автоматической установки. На этом транспортере находится штабель в процессе основных технологических переходов изготовления и надевания оболочки.
Рассматриваемая автоматическая установка оснащена двумя рулонодержателями (поз.5 и поз.6) для пленочного материала двух типоразмеров, обеспечивающих упаковку продукции на соответственно двух различных типоразмерах поддонов.
Работу рулонодержателей обеспечивают приводные оснащенные механизмом развода ролики 7 и отклоняющие ролики 8, предназначенные для размотки пленочного термоусадочного рукавного материала, выполненного со сгибами 10 по сторонам рукава 9 (фиг.1, 8, 9).
11 - сварочный механизм, осуществляющий выполнение сварочного горизонтального шва на рукаве пленки, образующего днище пленочной оболочки заданного размера.
12 - отрезной механизм, выполняющий отрезку рукава пленки выше сварочного шва, нанесенного механизмом 11. В результате происходит отделение готовой пленочной оболочки от рукава, разматываемого с рулонодержателя.
13, 14 и 15 - каждая из этих позиций - это два элемента, ориентирующие пленочный рукавный материал в процессе его передвижения и переналадки с одного типоразмера на другой. Каждый элемент из пары направляющих элементов выполнен в виде пластины. Пластины установлены параллельно друг другу на некотором расстоянии и между ними образована щель 16 для размещения и ориентации пленочного рукавного материала 9.
В углубленных сгибах 10 рукава 9 для направления и отделения стенок сгибов друг от друга и уменьшения их слипания размещены направляющие элементы, выполненные в виде подвижной 17 и неподвижной 18 пар (фиг.8, 9).
Рама 19 (на фиг.3 и 14 показан пример ее конструктивного исполнения) охватывает с зазором штабель предметов.
Рама оснащена четырьмя каретками с пальцевыми блоками 24, попарно смонтированными на двух тележках 23 и перемещающимися по направляющим этих тележек, перемещающимся по направляющим рамы 19 перпендикулярно направлению перемещения кареток по направляющим, что в целом обеспечивает перемещение кареток с пальцевыми блоками в прямоугольных координатах, а при определенном соотношении скоростей этих перемещений - обеспечение синхронного движения кареток от центра кольца к его внутренней поверхности и наоборот.
Каждый пальцевый блок 24 (фиг.1 и 14) оснащен цилиндрическим пальцем 25. Палец 25 поворачивается механизмом (не показанным на фиг.) от горизонтального до вертикального направленного вверх положения. В нижней части каждого пальца выполнена насечка 26.
На уровне насечки пальца при его вертикальном положении расположен горизонтальный прижим, выполненный с торцом, оснащенным эластичным элементом 27. Элемент 27 при горизонтальном перемещении прижима контактирует с насечкой пальца 25 при его вертикальном положении.
На каждой из кареток смонтировано воздушное сопло 28, соединенное с воздушной магистралью (на фиг. не показано).
Рама 19 с навешенным на нее оборудованием совершает возвратно-поступательное перемещение по вертикально расположенным направляющим 22. Для исполнения этого перемещения в состав установки включен механизм 21.
Над зоной перемещения рамы 19 расположен узел распределения пленки. В состав узла входит третья пара ориентирующих элементов 15, а также первая 13 и вторая 14 пары ориентирующих элементов, которые выполнены с приводными роликами 7 и расположены на подвижной платформе 32.
Платформа 32 перемещается в горизонтальном направлении и по команде автоматической системы управления производит установку первой 13 или второй 14 пары ориентирующих элементов над третьей 15 и подачу пленочного рукавного материала с первого 5 или второго 6 рулонодержателя.
Ниже третьей пары ориентирующих элементов 15 смонтирован механизм предварительного раскрытия пленочного рукавного материала 9.
В состав механизма входят 4 рычага с зажимами поз.33, 34, 35 и 36 (фиг.1), которые размещены по углам пленочного рукавного материала. Рычаги выполнены поворотными на осях в вертикальной плоскости и, кроме того, имеют возможность принудительного качания на этих осях в поперечном направлении для осуществления захвата пленки по наружным углам рулонного пленочного материала.
Подъемное устройство транспортера 4 (фиг.5) оснащено четырьмя подвижными опорами днища 37, перемещаемыми по ширине на размер, соответствующий поддону типоразмера 1 или 2 (фиг.1), после проведения определения его параметров датчиками поз.30 (фиг.2).
Работа автоматической установки изготовления пленочной оболочки для штабеля предметов, установленных на поддоне, производится следующим образом.
Продукция, уложенная на один из типоразмеров поддонов 1 или 2 (фиг.1) в штабель, поступает с общей производственной линии на подводящий транспортер 3 (фиг.3).
На подводящем транспортере 3 в автоматическом цикле выполняются технологические переходы, подготавливающие выполнение дальнейших технологических переходов, связанных с непосредственным изготовлением пленочной оболочки и надеванием ее на штабель предметов на поддоне.
Механизм выравнивания положения штабеля на транспортере выполнен с толкателями 29 (фиг.2, 3), установленными по бокам транспортера 3. Толкатели выравнивают поддон относительно оси транспортера и задают определенное положение штабеля относительно других механизмов установки, производящих изготовление и надевание пленочной оболочки.
Датчик 31 (фиг.2) измеряет высоту штабеля, установленного на поддоне. Результат фиксируется системой управления установки (на фиг. не показана).
Датчики 30 измеряют габариты поддона.
Результаты измерений датчиков, например, оптических, оснащенных световозвращателями, фиксируются системой управления автоматической установки (на фиг. не показана) и используются в дальнейшем для подачи команд исполнительными механизмами.
Штабель предметов на поддоне в автоматическом цикле передается на транспортер позиции изготовления и надевания пленочной оболочки и останавливается над подъемным устройством 4.
Системой управления производится идентификация типоразмера поддона и по ее результатам опорные устройства днища поддона 37 (фиг.4) подъемного устройства 4 перемещаются по ширине поданного поддона 1 или 2.
Каретка 32 (фиг.1 и 6) перемещается и устанавливает над третьей парой ориентирующих элементов 15 первую 13 или вторую 14 пару и, соответственно, производится подготовка к началу подачи пленки одного типоразмера с рулона 6 или другого типоразмера с рулона 5.
Пара подвижных разделителей пленки 17 (фиг.9) находится в сгибах 10 пленочного рукавного материала 9 в щели 16 первой ориентирующей пары 13 (фиг.1).
Подъемным устройством 4 производится подъем штабеля (фиг.5).
В соответствии со схемой фиг.6 приводные ролики 7 подают пленочный термоусадочный материал через щель первой пары ориентирующих элементов, т.е. из рулона 6.
Пара подвижных разделителей пленки 17 вместе с подаваемым пленочным материалом опускается в свое нижнее положение в щель 16 третьей пары ориентирующих элементов 15. За счет этого свисающий край пленки раздвинут и по периметру имеет четко выраженную форму с четко обозначенными углами.
Это создает условия для его надежного и стабильного захвата зажимами рычагов поз.33, 34, 35 и 36 (фиг.1, 7), которые в автоматической установке размещены по углам пленочного рукавного материала. Рычаги выполнены поворотными на осях в вертикальной плоскости и, кроме того, имеют возможность принудительного качания на этих осях в поперечном направлении (например, пневматическими цилиндрами, которые на схемах не показаны) для осуществления захвата пленки по наружным углам рулонного пленочного материала.
Перед захватом пленки рычаги находятся в горизонтальном положении и разведены в поперечном направлении, зажимы раскрыты. При захвате рычаги сходятся, зажимы оказываются охватывающими углы пленочного рукавного материала, производится захват.
После захвата пленки рычаги поворачиваются, перемещаясь по дуге вниз, протягивая и раскрывая при повороте пленочный рукавный материал с остановкой в крайнем нижнем положении в зоне, конструктивно обеспечивающей ее захват пальцевыми блоками 24 рамы 19.
Четыре пальцевых блока 4 попарно синхронно перемещаются по направляющим двух тележек 23 (фиг.3), которые в свою очередь синхронно перемещаются по направляющим рамы 19. В результате сложения этих перемещений происходит синхронное движение пальцевых блоков 24 навстречу друг к другу - к центру рамы до крайних положений.
Пальцы 25 (фиг.14) оказываются внутри полотна предварительно раскрытого пленочного рукавного материала 9.
Затем пальцы поднимаются вертикально вверх и пальцевые блоки 24 синхронно расходятся в крайние положения за габариты штабеля предметов с определенным конструктивным зазором, заканчивая процесс полного раскрытия пленочного рукавного материала.
Срабатывают прижимы с эластичными элементами 27 (фиг.14) и прочно прижимают пленку к насечкам пальцев 25. Практически одновременно зажимы рычагов 33, 34, 35 и 36 отпускают пленку и поднимаются в верхнее исходное положение.
Третья подвижная пара ориентирующих элементов 15 выходит из щели 16 и также занимает свое верхнее исходное положение.
Рама 19 начинает опускаться вниз на штабель предметов, охватывает его с зазором и надевает пленочный рукавный материал.
При достижении рамой 19 верхнего уровня упаковываемого штабеля через воздушные сопла 28 в конструктивно определенный зазор между пленкой и штабелем начинает подаваться сжатый воздух. Поддув сжатого воздуха снижает рабочее усилие и предотвращает разрывы пленки от возможно острых верхних углов штабеля, установленного на поддоне, типа 1 или 2.
Рама 19 продолжает опускаться, надевая пленочный рукавный материал на штабель до момента выдачи сигнала от системы управления о выдаче ее полной расчетной длины.
После получения сигнала о выдаче полной расчетной длины пленочного рукавного материала срабатывают сварочный 11 и отрезной 12 механизм. Последовательно производится поперечная сварка днища пленочной оболочки и ее поперечная отрезка (например, ножом, смонтированным на бесштоковом пневмоцилиндре) от подаваемого рулонного материала.
Поддув сжатого воздуха через сопла 28 пальцевых блоков 24 прекращается.
Механизм сварки 11 раскрывается и рама 19 опускается дальше до крайнего нижнего положения. Прижимы 27 отходят от пальцев 25, а пальцы поворачиваются в горизонтальное положение, пальцевые блоки выходят за габариты пленочной оболочки, рама 19 поднимается вверх и занимает исходное положение для проведения следующего рабочего цикла.
Подъемное устройство 4 опускает штабель предметов на поддоне с надетой пленочной оболочкой на ролики транспортера, который перемещает его из рабочей зоны установки на транспортирующие устройства для установки в машину термоусадки.
Автоматическая установка изготовления пленочной оболочки для штабеля предметов подготовлена для приемки следующего штабеля, установленного на поддон, и изготовления для него оболочки.
Предлагаемое изобретение уменьшает расход пленки на изготовление пленочной оболочки. Это происходит за счет того, что пленка при ее надевании на штабель прижимается прижимами с внутренней стороны оболочки, что делает возможным исключить дополнительные изгибы рукавного пленочного материала, которые необходимы при захвате с наружной стороны оболочки, как выполняется прототипом.
Кроме того, увеличивается количество типоразмеров поддонов, на которые устанавливается штабель упаковываемых предметов. Практически на стеклотарных заводах, на упаковочных линиях для формирования штабелей продукции, используются два типоразмера поддонов, что определяется различными требованиями потребителей стеклотары и ее габаритами.
Кроме того, улучшается качество упаковки. Провисание пленочной оболочки, что имеет место у прототипа, отрицательно сказываться при надевании на штабель предметов, имеющих острые углы, в том числе и от междурядных прокладок, на которых формируются ряды продукции. Введение в установку элементов конструкции, обеспечивающих принудительный поддув сжатого воздуха в пленочную оболочку в процессе ее надевания, устраняет этот недостаток.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ИЗГОТОВЛЕНИЯ ПЛЕНОЧНОЙ ОБОЛОЧКИ ДЛЯ ШТАБЕЛЯ ПРЕДМЕТОВ | 2003 |
|
RU2247065C1 |
| Машина для производства мешков с боковыми складками из полимерного пленочного материала | 1986 |
|
SU1412996A1 |
| Способ упаковки бесподдонного штабеля штучных предметов и установка для его осуществления | 1977 |
|
SU1151200A3 |
| Установка для упаковки в пленку бесподдонного штабеля мешков | 1981 |
|
SU1279524A3 |
| СПОСОБ ГРУППОВОГО УПАКОВЫВАНИЯ ШТУЧНЫХ ПРЕДМЕТОВ В ЧЕХОЛ ИЗ ПОЛИМЕРНОЙ ПЛЕНКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1989 |
|
SU1723756A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ НАДЕВАНИЯ РУКАВНОЙ ПЛЕНКИ ИЛИ ПЛЕНОЧНОГО ЧЕХЛА НА ШТАБЕЛЬ ГРУЗА | 2009 |
|
RU2478066C1 |
| Способ упаковки бесподдонного штабеля штучных предметов и установка для его осуществления | 1982 |
|
SU1068340A1 |
| УСТРОЙСТВО ДЛЯ НАДЕВАНИЯ РУКАВА ИЗ ТЕРМОУСАДОЧНОЙ ПЛЕНКИ НА ТРАНСПОРТНЫЙ ПАКЕТ | 1991 |
|
RU2013317C1 |
| Способ упаковывания бесподдонного штабеля и установка для его осуществления | 1988 |
|
SU1551585A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УПАКОВОЧНОЙ ЕДИНИЦЫ БЕЗ ПОДДОНА | 2008 |
|
RU2464209C2 |
Изобретение относится к устройствам для упаковки штабеля предметов в пленочную оболочку в виде колпака, точнее для упаковки различных штучных предметов в пакеты, и может быть использовано при упаковке стеклотары, кирпичей, керамических изделий, продовольственных товаров и др., уложенных на поддоны. Автоматическая установка изготовления пленочной оболочки для штабеля предметов включает подводящие транспортеры для перемещений штабеля, рулонодержатель, сварочный и отрезной механизмы, два ориентирующих элемента пленочного рукавного материала, установленную с возможностью возвратно-поступательного перемещения в вертикальной плоскости раму, механизм для этого перемещения и смонтированные на раме захватные элементы. Рама оснащена четырьмя каретками с пальцевыми блоками, оборудованными захватами. Каретки размещены по четырем углам кольца рамы с возможностью синхронного перемещения от центра кольца к его внутренней поверхности. Захват блока содержит цилиндрический палец с насечкой в нижней части. Прижим оснащен на торце эластичным элементом. Уменьшается расход пленки на изготовление пленочной оболочки. Увеличивается количество типоразмеров поддонов. Улучшается качество упаковки. 9 з.п. ф-лы, 21 ил.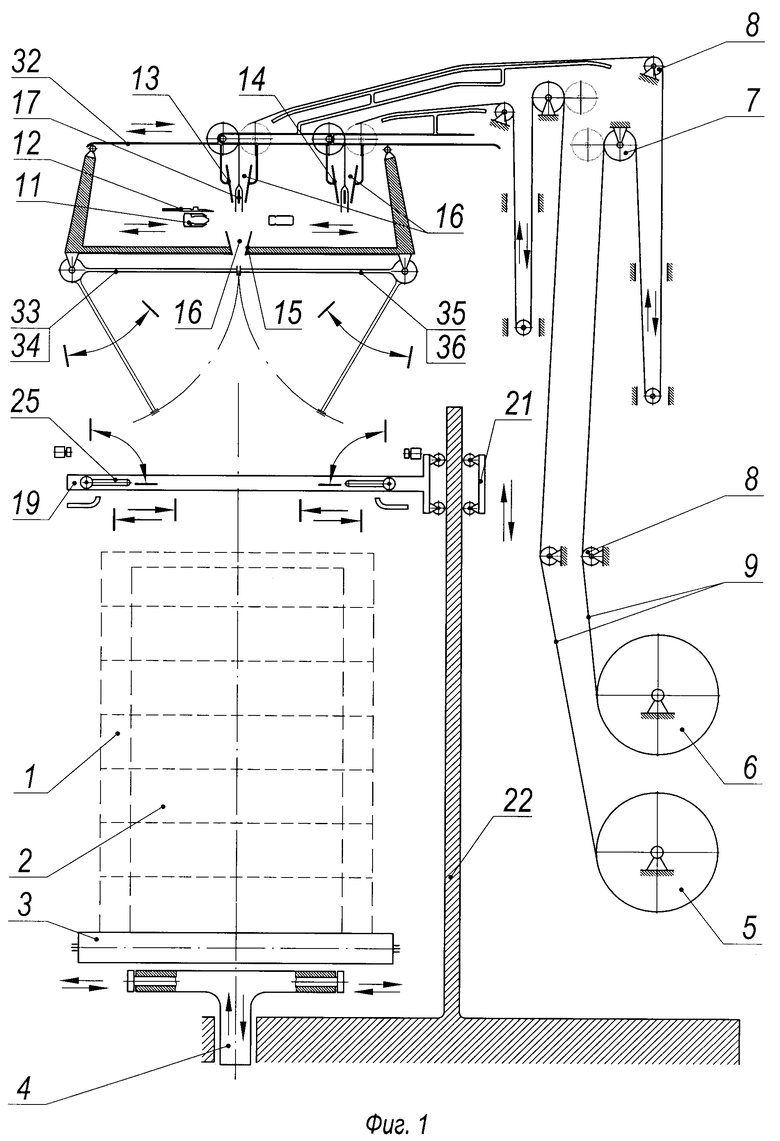
1. Автоматическая установка изготовления пленочной оболочки для штабеля предметов, установленного на поддоне, включающая подводящие транспортеры для перемещений штабеля, один из которых выполнен с подъемным устройством штабеля, рулонодержатель, содержащий приводные и отклоняющие ролики и предназначенный для размотки пленочного термоусадочного рукавного материала, выполненного со сгибами по сторонам рукава, сварочный и отрезной механизмы, два ориентирующих элемента пленочного рукавного материала, расположенных параллельно друг другу и образующих щель для размещения пленки, при этом направляющие элементы выполнены в виде подвижной и неподвижной пар и размещены в области углубленных сгибов рукава, а также установленную с возможностью возратно-поступательного перемещения в вертикальной плоскости раму, охватывающую штабель предметов, механизм для этого перемещения и смонтированные на раме захватные элементы для удержания пленки при протягивании нижнего края оболочки, при этом приводные ролики оснащены механизмом их развода, отличающаяся тем, что рама оснащена четырьмя каретками с пальцевыми блоками, оборудованными захватами, при этом каретки размещены по четырем углам кольца рамы с возможностью синхронного перемещения от центра кольца к его внутренней поверхности и наоборот, а каждый захват пальцевого блока содержит цилиндрический палец с насечкой в нижней части, выполненный с возможностью поворота от горизонтального до вертикального, направленного вверх положения, а также прижим, оснащенный на торце эластичным элементом и выполненный с возможностью горизонтального перемещения до контакта его эластичного элемента с насечкой цилиндрического пальца при его вертикальном положении.
2. Автоматическая установка по п.1, отличающаяся тем, что каждая из кареток оснащена воздушным соплом, направленным вверх в зазор между одеваемым пленочным материалом и штабелем предметов.
3. Автоматическая установка по п.1, отличающаяся тем, что один из подводящих транспортеров для перемещений штабеля предметов, установленного на поддоне, оснащен механизмом выравнивания положения штабеля, содержащим подвижные толкатели, расположенные с двух боковых сторон поддона и выполненные с возможностью выравнивания поддона со штабелем предметов относительно центра транспортера.
4. Автоматическая установка по п.1, отличающаяся тем, что один из транспортеров для перемещений штабеля оснащен датчиками, установленными с возможностью определения габаритных размеров штабеля предметов установленного на поддоне и идентификации типа поддона.
5. Автоматическая установка по п.1, отличающаяся тем, что содержит второй рулонодержатель пленочного рукавного материала для штабеля предметов на поддоне второго типоразмера и оснащенный приводными и отклоняющими роликами.
6. Автоматическая установка по п.1, отличающаяся тем, что содержит размещенную рядом с первой вторую пару ориентирующих элементов пленочного рукавного материала, расположенных параллельно друг другу и образующих щель с возможностью размещения пленки второго рулонодержателя, при этом над каждой из двух пар ориентирующих элементов выполнены приводные ролики.
7. Автоматическая установка по п.1 или 6, отличающаяся тем, что оснащена узлом распределения пленочного рукавного материала, содержащим третью пару ориентирующих элементов пленочного рукавного материала, причем размещенную ниже сварочного и отрезного механизмов, ориентирующие элементы которой расположены параллельно друг другу и образуют щель для размещения пленочного рукавного материала, при этом первая и вторая пара ориентирующих элементов, выполненных с приводными роликами, расположены на подвижной платформе, размещенной над механизмом сварки с возможностью ее перемещения и выборочной установки первой или второй пары ориентирующих элементов над третьей и подачи пленочного рукавного материала с первого или второго рулонодержателя.
8. Автоматическая установка по п.1 или 7, отличающаяся тем, что узел распределения пленочного рукавного материала оборудован механизмом его предварительного раскрытия, содержащим четыре рычага с зажимами, установленными на осях и выполненными с возможностью принудительных поворота и качания в поперечном направлении в вертикальной плоскости, а также захвата пленочного рукавного материала по четырем его наружным углам и сопровождения вниз в зону его контакта с захватными элементами рамы.
9. Автоматическая установка по п.1, отличающаяся тем, что подъемное устройство оснащено четырьмя подвижными опорами днища поддона, выполненными с возможностью перемещения в горизонтальном направлении и установки по габаритной ширине поддонов двух типоразмеров.
10. Автоматическая установка по п.1, отличающаяся тем, что подвижная пара направляющих элементов размещена в области углубленных сгибов пленочного рукавного материала, подаваемого с первого или второго рулонодержателя, в промежутке между механизмом сварки и третьей парой ориентирующих элементов с возможностью перемещения в щель, образованную этой парой.
| СПОСОБ ТЕРМОУСАДКИ ПЛЕНКИ ПРИ УПАКОВКЕ ИЗДЕЛИЙ В ПАКЕТЫ | 2000 |
|
RU2175301C1 |
| EP 1445197 A1, 11.08.2004 | |||
| EP 0597141 B1, 18.05.1994 | |||
| 0 |
|
SU291858A1 | |

