Изобретение относится к аппаратуре для электрохимического анализа веществ и может быть использовано в качестве датчика в составе полярографической аппаратуры при анализе веществ в пищевой, химической и других отраслях промышленности, в медицине, при контроле объектов окружающей среды.
Известна электродная система для проведения электрохимического анализа (заявка Германии N 4109909, G 01 N 27/49, опубл. 02.10.91), включающая индикаторный электрод в виде стеклоуглеродного стержня, вспомогательный электрод в форме кольца и электрод сравнения, при этом два последних электрода могут быть выполнены из платины, золота, серебра, титана и других материалов. Все три электрода размещены в едином корпусе цилиндрической формы из инертного материала и выходят из него к торцевой поверхности с одной стороны, образуя рабочий торец, а с другой стороны корпуса имеют наружные электрические выводы для подсоединения к измерительной аппаратуре.
Выполнение разнофункциональных электродов различными по материалу и конструкции усложняет технологию изготовления электродных систем, а также требует различных методик подготовки их к работе.
Наиболее близкой к предлагаемой является электродная система (патент РФ N 2061229, G 01 N 27/30, 27/48, опубл. 27.05.96), включающая индикаторный электрод, электрод сравнения и вспомогательный электрод, все три выполненные в виде идентичных стержней из стеклоуглерода или подобного углеродного материала, размещенных в едином цилиндрическом корпусе из инертного материала, образующие с одной стороны корпуса рабочий торец, а с другой стороны корпуса имеющие выводы для подсоединения к измерительно-задающему устройству.
Такая конструкция электродов позволяет значительно удешевить и упростить технологию изготовления электродной системы, повысить ее механическую прочность и надежность. Однако торцевая рабочая поверхность каждого из таких электродов имеет довольно небольшую площадь, что отрицательно сказывается на чувствительности электродной системы.
Задачей предлагаемого технического решения является увеличение рабочей поверхности каждого из электродов системы и за счет этого повышение ее чувствительности.
Поставленная задача решается за счет того, что в электродной системе, включающей индикаторный электрод, вспомогательный электрод и электрод сравнения, которые выполнены в виде идентичных стеклоуглеродных или углеситалловых стержней, размещенных в едином цилиндрическом корпусе из инертного материала, и образующие с одной стороны корпуса рабочий торец, а с другой стороны корпуса имеющие выводы для подсоединения к измерительно-задающему устройству, предлагается стержни всех трех электродов выполнить с выступающими частями из рабочего торца корпуса.
При этом, выступающие части стержней электродов предлагается выполнить выдвинутыми на 3-20 мм, а также предлагается выступающие части стержней электродов выполнить равновысокими.
Выдвижение идентичных стержней электродов из рабочей торцевой поверхности позволяет значительно увеличить рабочую поверхность каждого из электродов. Экспериментально установлено, что выдвижение стержней электродов на 3 мм увеличивает рабочую поверхность каждого электрода в 9-10 раз, что позволяет увеличить реальную чувствительность электродной системы в 4-5 раз по сравнению с системой, имеющей плоскую рабочую поверхность. С выдвижением выступающих частей электродов на 20 мм реальная чувствительность системы увеличивается примерно в 25 раз, однако в таком случае требуется увеличение диаметра стержней по причине их хрупкости и, следовательно, увеличение диаметра самой электродной системы, что может быть приемлемо для некоторых применений. Выполнение выступающих частей стержней более длинными нецелесообразно, т.к. они не обладают необходимой механической прочностью и значительно увеличивают габариты электродной системы.
Выступающие части всех трех электродов системы выполняются выдвинутыми на одинаковую длину. Специалистам известно, что чувствительность вольтамперометрических методов анализа возрастает с увеличением рабочей поверхности индикаторного электрода. При этом пропорционально должна увеличиваться и рабочая поверхность других электродов. В противном случае возникает вероятность поляризации электрода сравнения, что на практике приводит к искажению вольтамперограмм и нестабильности потенциалов пиков определяемых элементов. С увеличением размеров электродов возрастает не только общий ток ячейки, увеличивается и ток, текущий через вспомогательный электрод, который примерно равен току ячейки, но противоположен по знаку. Этим током компенсируется ток, который, в случае отсутствия вспомогательного электрода, шел бы через электрод сравнения и поляризовал его. По причине интенсивного воздействия тока на вспомогательный электрод его стержень выполняется одинаковым со стержнем электрода сравнения. Таким образом, выполнение всех трех электродов системы выдвинутыми на одинаковую длину позволяет сохранить их идентичность и, следовательно, взаимозаменяемость, что дает возможность периодически менять их функции (индикаторный, вспомогательный и сравнения) для увеличения срока службы всей электродной системы.
Однако с увеличением рабочей поверхности индикаторного электрода резко увеличивается остаточный ток, который и ограничивает реальную чувствительность электрода. Оптимальное соотношение "полезный сигнал/остаточный ток" определяется качеством полировки рабочей поверхности индикаторного электрода и с увеличением этой поверхности требования к качеству полировки значительно возрастают.
Следовательно, для достижения требуемых рабочих характеристик электродов рабочую поверхность стеклоуглеродных или углеситалловых стержней необходимо полировать. В прототипе для этой цели производят механические шлифовку и полировку всей поверхности рабочего торца. Но выполнять механическую полировку выдвинутых из торца частей стеклоуглеродных или углеситалловых стержней весьма затруднительно. Для их полировки необходимо использовать другие способы обработки.
Известен способ электрохимического полирования полупроводниковых изделий (Справочник по электрохимии. Под ред. А.М.Сухотина.-Л.: Химия, 1981, с. 330-337), в частности из сурьмы, анодной обработкой в проточном электролите на основе водного раствора, содержащего глицерин и едкое кали, при температуре 50-60oC. Аналогичным способом производится полирование изделий из другого полупроводника - германия (там же, с. 336).
Однако данный состав электролита не позволяет проводить качественное полирование полупроводников такого вида, как стеклоуглерод или углеситалл. И вообще в известных источниках не упоминается возможность электрохимического полирования изделий из стеклоуглерода или других углеродных материалов.
Известен также способ электрохимической обработки электродов (заявка Японии N 2-48375, В 23 H 3/00, опубликованная 24.10.90), в котором применяют несколько электродов одинаковой формы, через каждый из которых пропускают определенный ток и проводят последовательно обработку одного электрода за другим в течение заданных интервалов времени.
Однако данный процесс не предназначен для обработки поверхности стеклоуглеродных или углеситалловых электродов.
Таким образом, задачей способа является разработка состава электролита и режимных параметров обработки для обеспечения высокого качества полирования рабочей поверхности стеклоуглеродных и углеситалловых электродов.
Способ заключается в том, что при проведении электрохимической обработки электродов рассматриваемой электродной системы, включающей попеременную обработку каждого из электродов, предлагается в качестве обработки использовать электрохимическое полирование, которое проводят в электролите на основе водного раствора, содержащего едкое кали или едкий натр и ацетон при следующем соотношении компонентов, мас.%:
Едкое кали или едкий натр - 0,5 - 2,5;
Ацетон - 0,6 - 4,0;
Вода - Остальное,
при этом полированию подвергают выступающие из рабочего торца части стеклоуглеродных или углеситалловых стержней электродов системы.
А также полирование проводят при напряжении при 6 - 40 В, плотности тока 0,03 - 0,25 А/мм2 и температуре электролита 30 - 70oC.
Известно, что стеклоуглерод почти полностью (более 99,99%) состоит из углерода и хорошо проводит электрический ток. Углеситалл также содержит большое количество углерода (более 70%). Экспериментально установлено, что при электрохимическом полировании стеклоуглерода с наибольшим выходом по току анодное растворение углерода происходит в щелочном электролите. При этом значительное количество частиц растворенного углерода коагулирует и прилипает к поверхности изделия - анода, затрудняя его дальнейшую обработку. Наличие глицерина в составе электролита, как это имеет место в электролитах для полирования сурьмы или германия, не уменьшает адгезию частиц углерода и не способствует процессу полирования. При нагревании электролита адгезия коагулированных частиц углерода уменьшается, но поверхность изделия из углерода не полируется. Эквивалентным заменителем едкого кали является едкий натр.
Эффективным оказалось добавление в 0,5 - 2,5%-ный водный раствор едкого кали или едкого натра некоторого количества ацетона (0,6 - 4,0%). При этом раствор нагревают до 30 - 70oC.
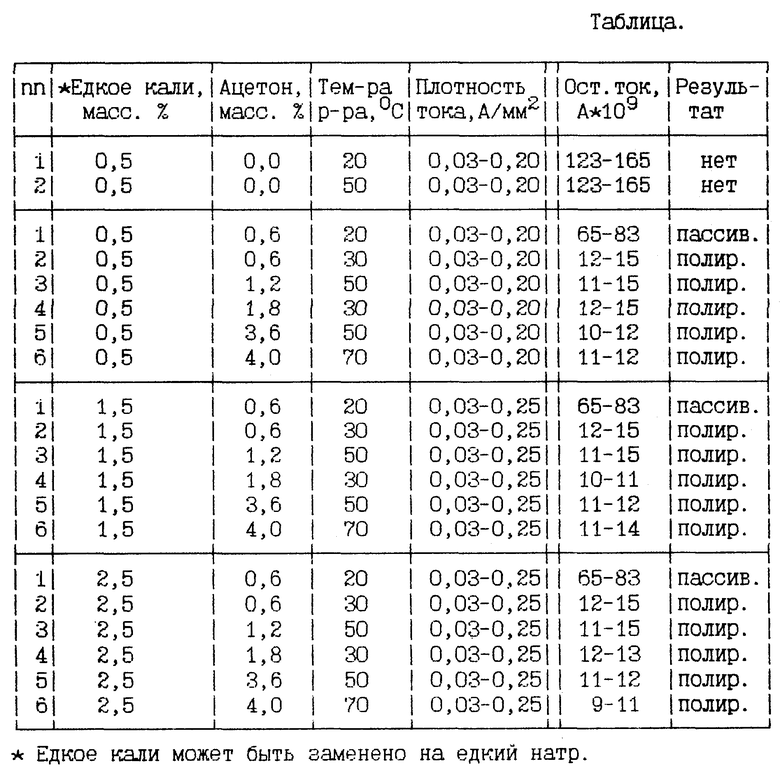
Оптимальные концентрации компонентов полировального раствора и режимы полирования определяли экспериментально. При прочих одинаковых условиях напряжение постоянного тока при полировании меняли от 6,0 В до 45,0 В, время полирования - 1-3 мин. Качество полировки оценивали по остаточному току в вольтамперометрических измерениях при напряжении поляризации - 1,0 В и визуально. См. таблицу.
В процессе полирования длина выступающих частей стержней электродов изменялась от 3 до 20 мм, диаметр стержней варьировался от 2,1 мм до 2,5 мм. Содержание щелочи и ацетона в растворе, плотность тока могут быть более указанных пределов, но улучшения качества электрохимического полирования при этом не наблюдается.
Благодаря указанным условиям анодного растворения стеклоуглерода (углеситалла) при электрохимическом полировании удаляется поверхностный слой с повышенной концентрацией напряжений, инородных включений и скрытых дефектов, неблагоприятно влияющих на электрические и физико-химические свойства материала стержней электродов. Улучшение качества рабочей поверхности электродов происходит прежде всего в результате удаления острых неровностей, сглаживания каверн и микротрещин с образованием волнообразного рельефа. После электрохимической полировки поверхность стержней электродов становится как бы оплавленной или глазурированной. При этом видны все дефекты материала стержней электродов, но они уже не мешают измерениям. У электродов увеличивается чувствительность, уменьшается остаточный ток, улучшается воспроизводимость результатов вольтамперометрических измерений.
Сущность изобретения поясняется прилагаемыми чертежами.
На фиг.1 представлен разрез электродной системы по двум электродам.
Электродная система содержит три стеклоуглеродных или углеситалловых стержня - электрода 1, каждый из которых имеет выступающую из торца часть 2, три электрических вывода 3 с контактными гнездами 4. Электродные стержни 1 с электрическими выводами 3 и контактными гнездами 4 запрессованы в корпус 5 из пресс-порошка фторопласта-4 с последующим спеканием последнего при заданных давлении и температуре.
После полировки выступающих частей 2 стержней электродную систему помещают в электрохимическую ячейку с электролитом. Электроды 1 произвольно подключают к измерительно-задающему устройству, но обязательно в трехэлектродном режиме.
Подключенную таким образом, например к полярографу, электродную систему несколько раз тренируют при катодно-анодной развертке потенциала в той его области, в которой планируют проведение измерений. Регистрацию вольтамперограмм проводят обычным образом.
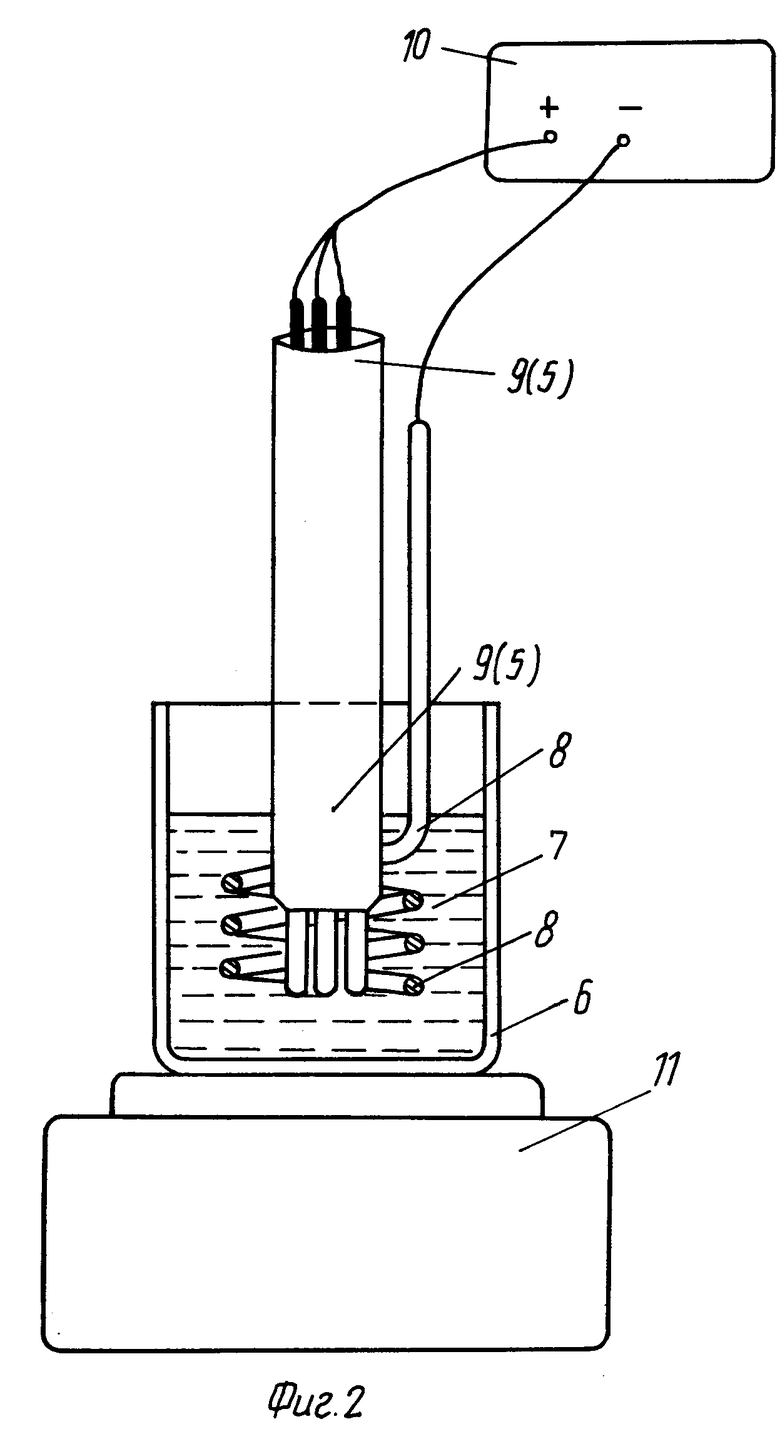
На фиг. 2 изображена схема установки для полирования электродов системы в лабораторных условиях.
В стакан 6 емкостью 100 мл наливают 60-70 мл подогретого до 40-50oC полировального раствора 7. В стакан 6 вводят катод 8. выполненный в виде спирали из нержавеющей проволоки диаметром 1,5-2,0 мм. В середину катода 8 помещают рабочий торец электродной системы 9, стеклоуглеродные (углеситалловые) стержни электродов которой подлежат полированию. Плюсовой провод источника 10 тока (анод) подключается к гнездам, которые утоплены в корпусе 5 системы 9, а минус - к катоду 8. Раствор 7 в стакане 6 перемешивают с помощью магнитной мешалки 11. Процесс полирования осуществляют в вытяжном шкафу.
При длине полируемых стержней электродов 5-7 мм, оптимальным является напряжение на электродах 12 В при плотности тока 0,04 А/мм2 на один полируемый стержень. Полировальный раствор содержит 1,5% едкого кали и 4,0% ацетона. Температура раствора - 40-50oC. Остальные примеры режимов полирования приведены в таблице.
Полирование идет и в тех случаях, когда катод выполнен в виде трубки или цилиндра, или пластины из нержавеющей стали. Если систему выполнить вибрирующей, электроды ее достаточно эффективно полируются в стоячем электролите.
Таким образом, данным способом устанавливается принципиальная возможность электрохимического полирования стеклоуглеродных или углеситалловых стержней и разработаны условия, при которых осуществляется такое полирование.
Применение электрохимического полирования увеличивает срок службы стержней электродов, используемых в вольтамперометрических методах анализа, поскольку позволяет многократно восстанавливать рабочую поверхность электродов, сохраняя неизменными их высокую чувствительность и малый остаточный ток.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЛЕКТРОДНАЯ СИСТЕМА ДЛЯ ВОЛЬТАМПЕРОМЕТРИЧЕСКОГО АНАЛИЗА | 1993 |
|
RU2061229C1 |
| УСТРОЙСТВО ДЛЯ ВОЛЬТАМПЕРОМЕТРИЧЕСКОГО АНАЛИЗА (ВАРИАНТЫ) | 1992 |
|
RU2054169C1 |
| ЭЛЕКТРОХИМИЧЕСКИЙ ДАТЧИК | 2003 |
|
RU2239825C1 |
| ВОЛЬТАМПЕРОМЕТРИЧЕСКИЙ СПОСОБ ОПРЕДЕЛЕНИЯ СЕРЕБРА В ВОДНЫХ СРЕДАХ | 2007 |
|
RU2330274C1 |
| СПОСОБ ВОЛЬТАМПЕРОМЕТРИЧЕСКОГО ОПРЕДЕЛЕНИЯ ФЕНОЛА В ВОДЕ И ВОДНЫХ ОБЪЕКТАХ | 2013 |
|
RU2539837C1 |
| СПОСОБ ВОЛЬТАМПЕРОМЕТРИЧЕСКОГО ОПРЕДЕЛЕНИЯ 2,4-ДИНИТРОФЕНОЛА В ВОДЕ И ВОДНЫХ ОБЪЕКТАХ | 2020 |
|
RU2757540C1 |
| СПОСОБ ВОЛЬТАМПЕРОМЕТРИЧЕСКОГО ОПРЕДЕЛЕНИЯ ФЕНОЛА | 2008 |
|
RU2377553C1 |
| Вольтамперометрический способ определения общего холестерина в биологических объектах | 2016 |
|
RU2629836C1 |
| СПОСОБ ВОЛЬТАМПЕРОМЕТРИЧЕСКОГО АНАЛИЗА ФАЗОВОГО И ЭЛЕМЕНТНОГО СОСТАВА ОБЪЕКТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2278374C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ СЕРЕБРА КАТОДНОЙ ВОЛЬТАМПЕРОМЕТРИЕЙ | 2014 |
|
RU2580635C1 |
Изобретение относится к аппаратуре для электрохимического анализа и может быть использовано в качестве датчика в составе полярографической аппаратуры. Электродная система включает индикаторный электрод, вспомогательный электрод и электрод сравнения, которые выполнены из идентичных стеклоуглеродных стержней, размещенных в общем корпусе из инертного материала и образующих с одной стороны корпуса рабочий торец, из которого выступают электроды системы. Техническим результатом является повышение чувствительности системы за счет увеличения рабочей поверхности электродов. Для обеспечения высокого качества рабочей поверхности выдвинутых электродов выполняют электрохимическое полирование выступающих частей стеклоуглеродных стержней анодной обработкой в электролите на основе водного раствора, содержащего едкое кали или едкий натр и ацетон при следующем соотношении компонентов, мас.%: едкое кали или едкий натр 0,5 - 2,5; ацетон 0,6 - 4,0; вода - остальное. 2 с. и 1 з.п.ф-лы, 3 ил., 1 табл.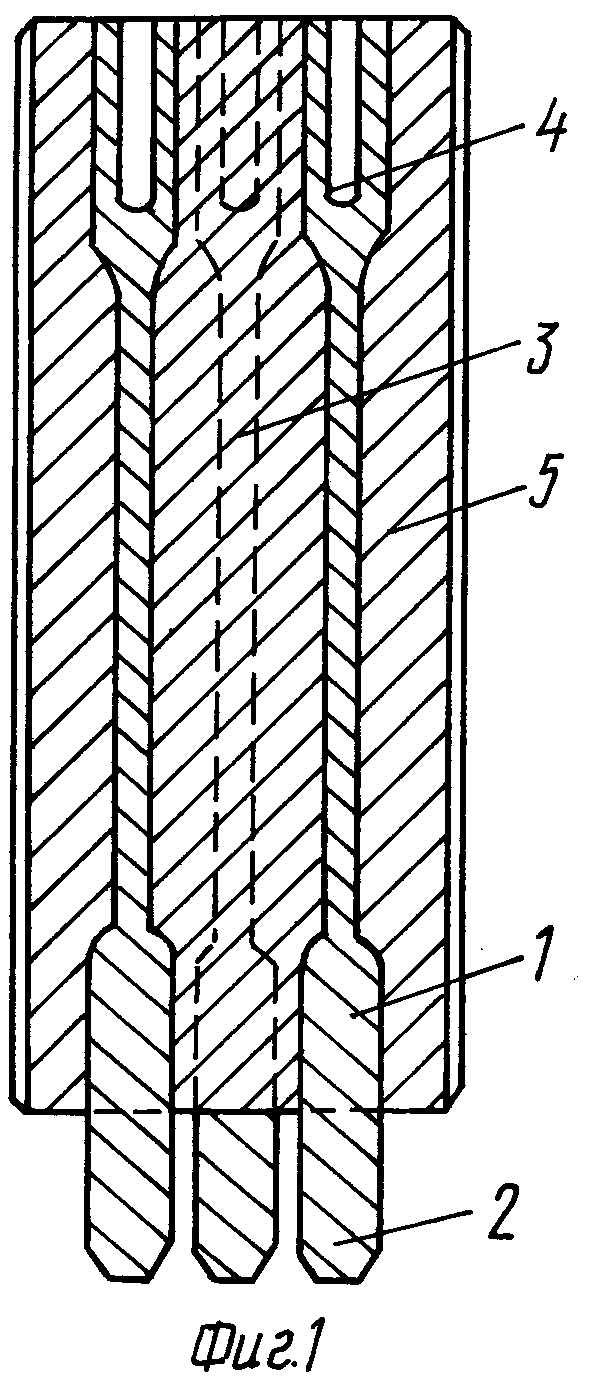
Едкое кали или едкий натр - 0,5 - 2,5
Ацетон - 0,6 - 4,0
Вода - Остальное
при этом полированию подвергают выступающие из рабочего торца части стеклоуглеродных или углеситалловых стержней электродов системы.
| ЭЛЕКТРОДНАЯ СИСТЕМА ДЛЯ ВОЛЬТАМПЕРОМЕТРИЧЕСКОГО АНАЛИЗА | 1993 |
|
RU2061229C1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Выбойный аппарат | 1923 |
|
SU2147A1 |
| DE 4109909 A1, 02.10.91 | |||
| Огнетушитель | 0 |
|
SU91A1 |
| Способ получения тетразамещенных комплексов металлов п группы с оксиэтилидендифосфоновой кислоты | 1975 |
|
SU567725A1 |
| US 4703756 A1, 03.11.87. | |||

