Изобретение относится к измерительной технике и может быть использовано для контроля резьбовых деталей при их изготовлении.
Известно устройство для измерения среднего диаметра резьбы, содержащее пневматический резьбовой калибр с пневматическими каналами, подключенный к измерительной системе и источнику питания сжатым воздухом /1/.
Однако это устройство не обеспечивает высокую производительность из-за невозможности совместить загрузку-разгрузку детали и ее измерение. Кроме того, устройство рассчитано на контроль или измерение только одного типоразмера резьбы.
Наиболее близким техническим решением является устройство для измерения среднего диаметра резьбы /2/, содержащее пневматический резьбовой калибр, подключенный посредством пневматических каналов к дифференциальному датчику со шкалой, который подсоединен к источнику питания сжатым воздухом.
Здесь расширены технологические возможности измерения за счет дополнительного дифференциального датчика, т.е. усложнения конструкции, но устройство позволяет контролировать только один диаметр резьбы, т.к. для контроля другого диаметра необходимо применение нового калибра и перенастройка устройства, что фактически соответствует новому измерительному устройству.
Технический результат изобретения заключается в повышении производительности за счет применения многопозиционного измерительного блока и автоматической системы коммутации калибров; в расширении технологических возможностей за счет дополнительных калибров, которые обеспечивают измерение разных диаметров резьбы без перенастройки устройства.
Указанный технический результат достигается тем, что известное устройство для измерения среднего диаметра резьбы, содержащее пневматический резьбовой калибр, подключенный посредством пневматических каналов к дифференциальному датчику со шкалой, подсоединенному к источнику питания сжатым воздухом, согласно изобретению содержит дополнительные калибры, которые соответствуют разным диаметрам резьбы с одинаковым шагом, подключенные посредством системы коммутации параллельно к дифференциальному датчику, снабженному набором дополнительных шкал, количество которых равно количеству дополнительных калибров, при этом все калибры образуют с дифференциальным датчиком многопозиционный измерительный блок, подсоединенный к источнику питания сжатым воздухом, система коммутации выполнена с возможностью избирательного подключения калибров к дифференциальному датчику и состоит из клапанов коммутации калибров, каждый из которых смонтирован между одним из калибров и дифференциальным датчиком и подсоединен к соответствующему пневматическому каналу.
Кроме того, оно снабжено дополнительными измерительными блоками, подключенными к общему источнику питания, при этом система коммутации выполнена с возможностью избирательного подключения измерительных блоков к источнику питания сжатым воздухом и содержит клапаны коммутации датчиков, каждый из которых смонтирован между одним из датчиков и источником питания.
Причем система коммутации измерительного блока состоит из коммутаторов, триггеров и элементов развязки с выключателями, причем количество каждого из них равно количеству калибров, коммутатор подсоединен к прямому входу триггера, к его инверсному входу через выключатель подключен выход элемента развязки, входы которого подсоединены к другим коммутаторам измерительного блока и ко всем коммутаторам дополнительных измерительных блоков, прямой выход триггера подключен к управляющему входу клапана коммутации калибра и одновременно - к одному из входов элемента ИЛИ, выход которого соединен с управляющим входом клапана коммутации датчика, при этом к элементу ИЛИ подключены все триггеры измерительного блока.
Отличиями заявляемого устройства является его конструктивное исполнение, при котором оно содержит дополнительные калибры, которые соответствуют разным диаметрам резьбы с одинаковым шагом, подключенные посредством системы коммутации параллельно к дифференциальному датчику, позволяет получить набор измерительных позиций и тем самым обеспечить измерение различных диаметров резьбы с одинаковым шагом без переналадки и, следовательно, существенно расширить технологические возможности.
Исполнение датчика, при котором он снабжен набором дополнительных шкал, количество которых равно количеству дополнительных калибров, облегчает считывание результатов измерения разными калибрами.
Расположение клапанов коммутации калибров между одним из калибров и датчиков с подключением к соответствующему пневматическому каналу, а клапанов коммутации датчиков - между одним из датчиков и источником питания, позволяет требуемый для измерения калибр подключать к датчику, а датчик - к источнику питания, при этом незадействованные калибры и датчики соответственно отключены, т.е. реализуется принцип избирательности подключения. Кроме того, упрощается в целом конструкция устройства, т.к. с набором калибров используется только один дифференциальный датчик, а все измерительные блоки запитываются от одного источника питания сжатым воздухом.
Выполнение устройства, при котором оно снабжено дополнительными измерительными блоками, подключенными к общему источнику питания, позволяет расширить технологические возможности, т.к. становится возможным измерение различных диаметров резьбы с разным шагом без дополнительного источника питания, что делает устройство в целом более конструктивным и экономичным.
Выполнение системы коммутации измерительного блока, при котором она состоит из коммутаторов, триггеров, элементов развязки и элементов ИЛИ, связанных между собой электрическими цепями определенным образом, при этом прямой выход триггера подключен к управляющему входу клапана коммутации калибра, а выход элемента ИЛИ соединен с управляющим входом клапана коммутации датчика, позволяет автоматизировать процесс подключения одного, требуемого калибра к датчику, а этого датчика - к источнику питания, что повышает производительность устройства. Кроме того, появляется возможность совместить время загрузки одного калибра с временем разгрузки второго калибра и временем измерения на третьем калибре посредством быстрых переключений и тем самым повысить производительность.
Подключение через выключатель к инверсному входу триггера выхода элемента развязки позволяет при необходимости отключать соответствующий элемент развязки и тем самым задействовать несколько измерительных блоков, т.е. вести измерение несколькими калибрами одновременно.
Проведенный заявителем анализ уровня техники, включающий поиск по патентным и научно-техническим источникам информации и выявление источников, содержащих сведения об аналогах заявленного изобретения, позволил установить, что заявителем не обнаружен аналог, характеризующийся признаками, идентичными всем признакам заявленного изобретения, а определение из перечня выявленных аналогов прототипа, как наиболее близкого по совокупности признаков аналога, позволило выявить совокупность существенных по отношению к усматриваемому заявителем техническому результату отличительных признаков в заявленном объекте, изложенных в формуле изобретения.
Следовательно, заявленное изобретение соответствует требованию "новизна" по действующему законодательству,
Для проверки соответствия заявленного изобретения требованию изобретательского уровня заявитель провел дополнительный поиск известных решений с целью выявления признаков, совпадающих с отличительными от прототипа признаками заявленного изобретения, результаты которого показывают, что заявленное изобретение не следует для специалиста явным образом из известного уровня техники.
Следовательно, заявленное изобретение соответствует требованию "изобретательский уровень".
Сущность предлагаемого изобретения поясняется схемой устройства для измерения среднего диаметра резьбы и схемой автоматической системы коммутации.
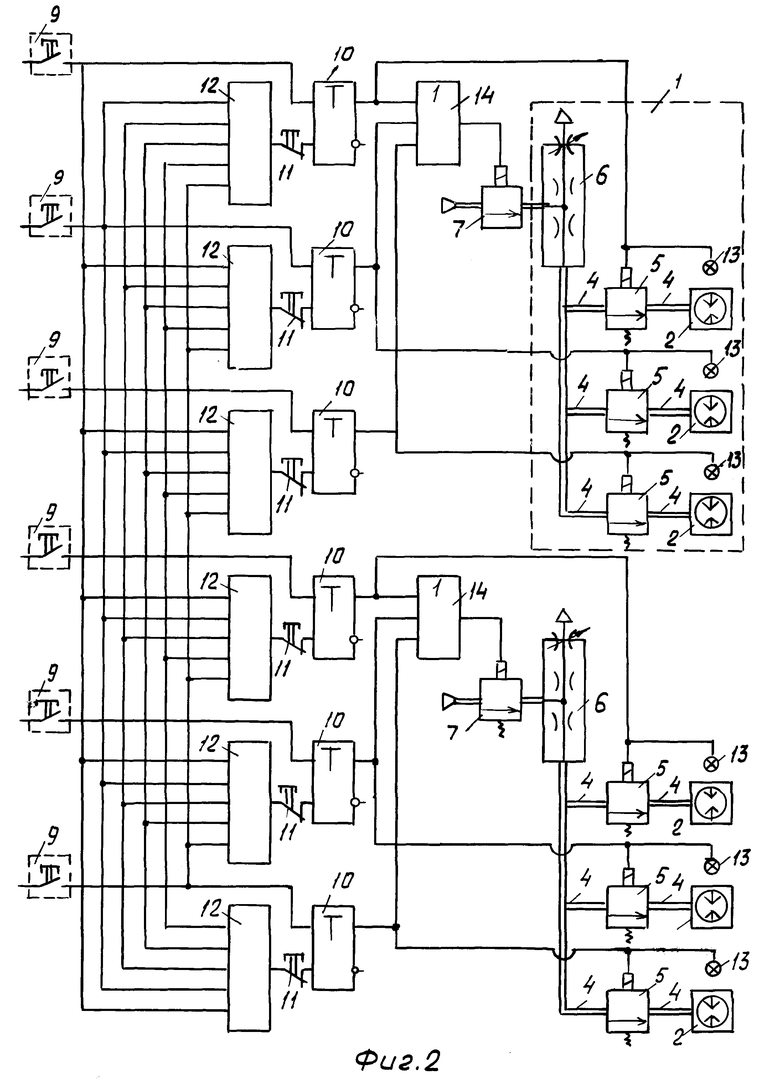
На фиг. 1 изображена схема устройства для измерения среднего диаметра резьбы с многопозиционным измерительным блоком и с дополнительными измерительными блоками; на фиг. 2 изображена схема системы коммутации устройства с двумя измерительными блоками, на которой электрические цепи показаны одинарной линией, пневматические каналы - двойной линией.
Устройство (фиг. 1) содержит многопозиционные измерительные блоки 1 (показано пунктиром). Каждый из измерительных блоков 1 состоит из пневматических калибров 2, количество и типоразмер которых определяется требованиями измерения, подключенных посредством системы коммутации 3 (показано штрих-пунктиром) через пневматические каналы 4 и клапаны 5 коммутации калибров к дифференциальному датчику 6, связанному через клапан 7 коммутации датчика с источником питания сжатым воздухом 8. (В качестве дифференциального датчика может быть использована любая модель пневмоэлектроконтактного сильфонного датчика, приведенная в кн. Проектирование пневматических устройств для линейных измерений БВ-ОРТМ-32-72. Руководящие материалы. М.: НИИИнформ по машиностроению. 1972, с. 50-52). В качестве клапанов могут быть использованы: для ручной коммутации - кран тумблерный БВ-3162 (см. там же с. 120); для автоматической коммутации - клапан соленоидный типа СКН-2 (см. там же с. 131). Причем калибры 2 одного измерительного блока 1 могут быть выполнены как для измерения одинакового типоразмера резьбы, так и для разных диаметров резьбы одного шага, что позволяет расширить технологические возможности устройства. Датчик 6 снабжен набором шкал (не показано), количество которых равно количеству подключенных к нему калибров 2. Это позволяет градуировку шкал осуществлять для каждого калибра 2 до начала работы устройства и в процессе измерения при смене задействованных калибров 2 перенастройку не производить. Подключение одного из калибров 2 к датчику 6, а также подключение одного из измерительных блоков 1 к источнику питания 8 можно осуществлять вручную посредством клапанов 5 и 7 соответственно или автоматически посредством системы коммутации, приведенной на фиг. 2. Она состоит из коммутаторов 9, выполненных в виде электрических кнопок с самовозвратом, обеспечивающих выдачу импульсного, единичного сигнала о подключении требуемого калибра 2 к соответствующему датчику 6. Коммутатор 9 подсоединен к прямому входу триггера 10, осуществляющему запоминание единичного сигнала, а к его инверсному входу через выключатель 11 подсоединен выход элемента развязки 12, который исключает взаимное влияние входов различных электрических цепей. (В качестве элемента развязки может быть использована известная диодно-резисторная схема, см. Михайлов С.П. и Стоколов В.Е. Электрические аппараты и средства автоматизации. -М.: Машиностроение 1982, с. 70, рис. 50,a). Количество коммутаторов, триггеров, элементов развязки и выключателей равно количеству калибров в измерительном блоке 1. К входам элемента развязки 12 подключены коммутаторы 9, соответствующие всем калибрам 2, которые не требуется задействовать, т.е. подключать к датчику 6, т.к. элемент развязки 12 осуществляет "сброс" единичного сигнала на выходе триггера 10, предотвращая тем самым подключение калибра 2 к датчику 6 и измерительного блока 1 к источнику питания 8. Прямой выход триггера 10 подключен к управляющему входу клапана 5 коммутации калибра и одновременно к индикатору 13, сигнализирующему о подключении требуемого калибра 2, а также он подключен к одному из входов элемента ИЛИ 14. (В качестве элемента ИЛИ может быть использована диодно-резисторная схема по типу элемента развязки или типовая микросхема логического элемента ИЛИ). Кроме того, прямые выходы всех триггеров 10 измерительного блока 1 подключены к входам элемента ИЛИ 14, выход которого соединен с управляющим входом клапана 7 коммутации датчика, что позволяет подключать датчик 6 к источнику питания 8 при работе одного из калибров 2 и отключать, если калибры 2 данного измерительного блока 1 не задействованы, т.е. осуществлять принцип избирательности.
Устройство работает следующим образом (фиг. 1 и 2). Для измерения среднего диаметра резьбы деталь (не показана) устанавливается в соответствующий калибр 2. Далее посредством клапана 5 коммутации калибра и пневматических каналов 4 системы коммутации 3 требуемый калибр 2 с деталью подключается к дифференциальному датчику 6, который подсоединен к источнику питания 8. При этом все остальные калибры 2 измерительного блока 1 отключены. О среднем диаметре резьбы детали судят по отклонению стрелки (не показано) датчика 6 и его шкале, соответствующей задействованному в измерении калибру 2. Возможность поочередной работы нескольких разных по диаметру, но с одинаковым шагом резьбы калибров 2 с общим дифференциальным датчиком 6 объясняется тем, что поля допусков на метрические резьбы и их границы определяются только степенью точности и шагом резьбы в соответствии с ГОСТ 16093-81. В случае применения в устройстве нескольких измерительных блоков 1 подключение требуемого датчика 6 и отключение остальных датчиков осуществляется посредством соответствующих клапанов 7 коммутации датчика. Для применения автоматического режима работы системы коммутации 3 (фиг. 2) нажимается кнопка коммутатора 9, соответствующего калибру 2 с измеряемой деталью. Он выдает единичный сигнал на прямой вход триггера 10, который запоминает этот сигнал на весь период работы задействованного калибра 2. Одновременно сигнал от коммутатора 9 поступает на входы всех элементов развязки 12, которые соответствуют незадействованным в измерении калибрам 2. Сигнал с выхода элемента развязки 12 через выключатель 11 поступает на инверсный вход соответствующего триггера 10, этим обеспечивает его сброс из единичного состояния в нулевое и отключение незадействованных калибров 2 от датчиков 6. В случае, когда надо задействовать два и более калибров 2, посредством выключателя 11 отключается выход соответствующего элемента развязки 12 от инверсного входа триггера 10 и включаются необходимые коммутаторы 9. Сигнал с прямого выхода триггера 10 подается к управляющему входу клапана 5 коммутации калибра 2, который срабатывает и подключает его через пневматические каналы 4 к датчику 6. Одновременно этот сигнал включает индикатор 13, сигнализирующий о том, что соответствующий калибр 2 задействован. Кроме того, этот же сигнал от триггера 10 подается на вход элемента ИЛИ 14, а с его выхода поступит на управляющий вход клапана 7 коммутации датчика 6. Таким образом, обеспечивается подключение датчика 6 к источнику питания 8 при работе любого из калибров 2 и подключение только одного измерительного блока 1 к источнику питания 8 при наличии в конструкции устройства нескольких измерительных блоков 1, тем самым осуществляется принцип избирательности.
Использование предлагаемого устройства по сравнению с существующими позволит существенно расширить технологические возможности контроля и измерения резьбовых деталей за счет применения дополнительных калибров, подключенных к одному датчику и позволяющих измерять различные диаметры резьбы с одинаковым шагом без переналадки одним устройством, а также за счет применения дополнительных измерительных блоков, которые позволяют контролировать диаметры резьбы с другим значением шага. Обеспечение системой коммутации избирательного подключения калибров к датчику, а измерительных блоков - к источнику питания в автоматическом режиме позволяет существенно повысить производительность за счет быстрой перекоммутации и одновременного совмещения операций загрузки-разгрузки на одних калибрах с операцией измерения на других калибрах. Кроме того, уменьшение числа задействованных в конструкции дифференциальных датчиков и общий источник питания позволяют упростить конструкцию устройства по сравнению с известными устройствами, в которых используется измерительная линия в виде "калибр - датчик - источник питания".
Вышеизложенные сведения свидетельствуют о выполнении при использовании заявляемого изобретения следующей совокупности условий:
средство, воплощающее заявляемое изобретение при его осуществлении, предназначено для использования в промышленности, а именно в качестве контрольно-измерительного устройства при изготовлении резьбовых изделий с широкой номенклатурой типоразмеров в серийном и массовом производстве;
для заявляемого изобретения в том виде, как оно охарактеризовано в формуле изобретения, подтверждена возможность его осуществления с помощью вышеописанных в заявке средств;
средство, воплощающее заявляемое изобретение при его осуществлении, способно обеспечить достижение усматриваемого заявителем технического результата.
Следовательно, заявленное изобретение соответствует требованию "промышленная применимость".
Источники:
1. А.С. N 637707 /СССР/, кл. G 01 B 13/08 опубл. БИ N 46, 1978.
2. Рабинович А. Р. Приборы и системы автоматического контроля размеров деталей машины. -К.: Техника, 1970, с. 222-223.
| название | год | авторы | номер документа |
|---|---|---|---|
| ОПТИКО-ЭЛЕКТРОННОЕ ИЗМЕРИТЕЛЬНОЕ УСТРОЙСТВО | 1995 |
|
RU2097690C1 |
| Загрузочное устройство | 1986 |
|
SU1380903A1 |
| АВТОМАТИЗИРОВАННЫЙ СТЕНД ДЛЯ ИСПЫТАНИЯ ИЗДЕЛИЙ НА ГЕРМЕТИЧНОСТЬ | 2001 |
|
RU2194259C2 |
| Манипулятор | 1983 |
|
SU1151452A1 |
| ЦИФРОВОЙ ПИРОМЕТР СПЕКТРАЛЬНОГО ОТНОШЕНИЯ | 1994 |
|
RU2077706C1 |
| УСТРОЙСТВО ДЛЯ ПРОМЫВКИ, СУШКИ и КОНСЕРВАЦИИ ДЕТАЛЕЙЬ 1 Ь i сэНД ШШ='^1Р|11В | 1972 |
|
SU425674A1 |
| ЦИФРОВОЙ ЭНЕРГЕТИЧЕСКИЙ ПИРОМЕТР | 1996 |
|
RU2125251C1 |
| Устройство для отбраковки отходов | 1985 |
|
SU1286355A1 |
| ОПТИКО-ЭЛЕКТРОННОЕ ИЗМЕРИТЕЛЬНОЕ УСТРОЙСТВО | 1999 |
|
RU2165594C1 |
| Автоматическая линия для изготовления пружин | 1983 |
|
SU1215968A2 |
Изобретение относится к измерительной технике и может быть использовано для контроля деталей при их изготовлении. Технический результат изобретения заключается в повышении производительности и расширении технологических возможностей устройства. Устройство содержит многопозиционные измерительные блоки, состоящие из пневматических калибров, подключенных посредством клапанов к датчику, который через клапан подсоединен к источнику питания сжатым воздухом. Автоматическая система коммутации измерительного блока состоит из коммутаторов, подсоединенных к прямому входу триггера, к его инверсному входу через выключатель подсоединен выход элемента развязки, входы которого подключены к другим коммутаторам устройства. Прямой выход триггера подключен к управляющему входу клапана и одновременно - к одному из входов элемента ИЛИ, выход которого соединен с управляющим входом клапана. При этом к элементу ИЛИ подключены все триггеры измерительного блока. 2 з.п ф-лы, 2 ил.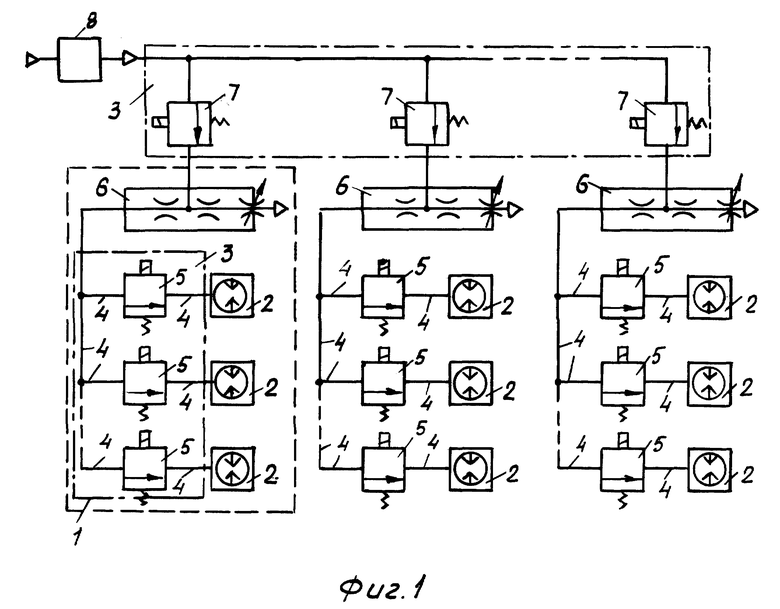
| Рабинович А.Н | |||
| Приборы и системы автоматического контроля размеров деталей машин | |||
| - К.: Техника, 1970, с.222, 223 | |||
| Пневматический калибр для измерения среднего диаметра резьбы | 1977 |
|
SU637707A1 |
| Пневматический калибр для контроля собственно среднего диаметра резьбы | 1969 |
|
SU341345A1 |
| Пневматический калибр для контроляСРЕдНЕгО диАМЕТРА РЕзьбы | 1979 |
|
SU807056A1 |

