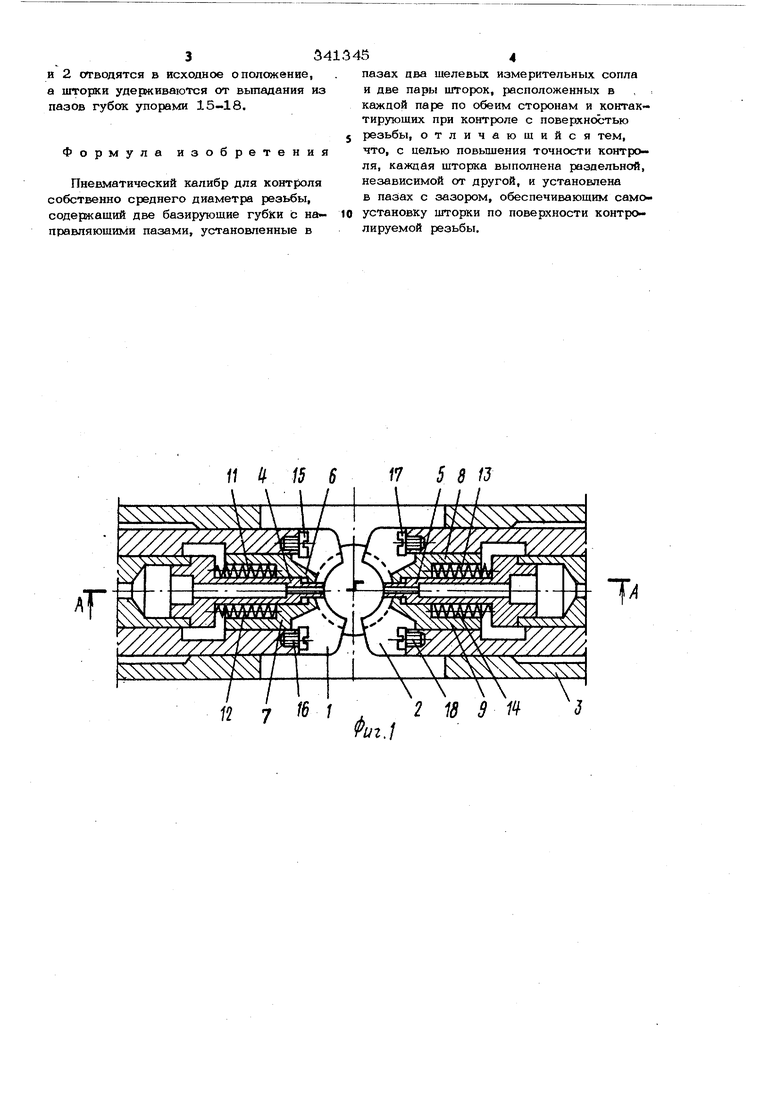
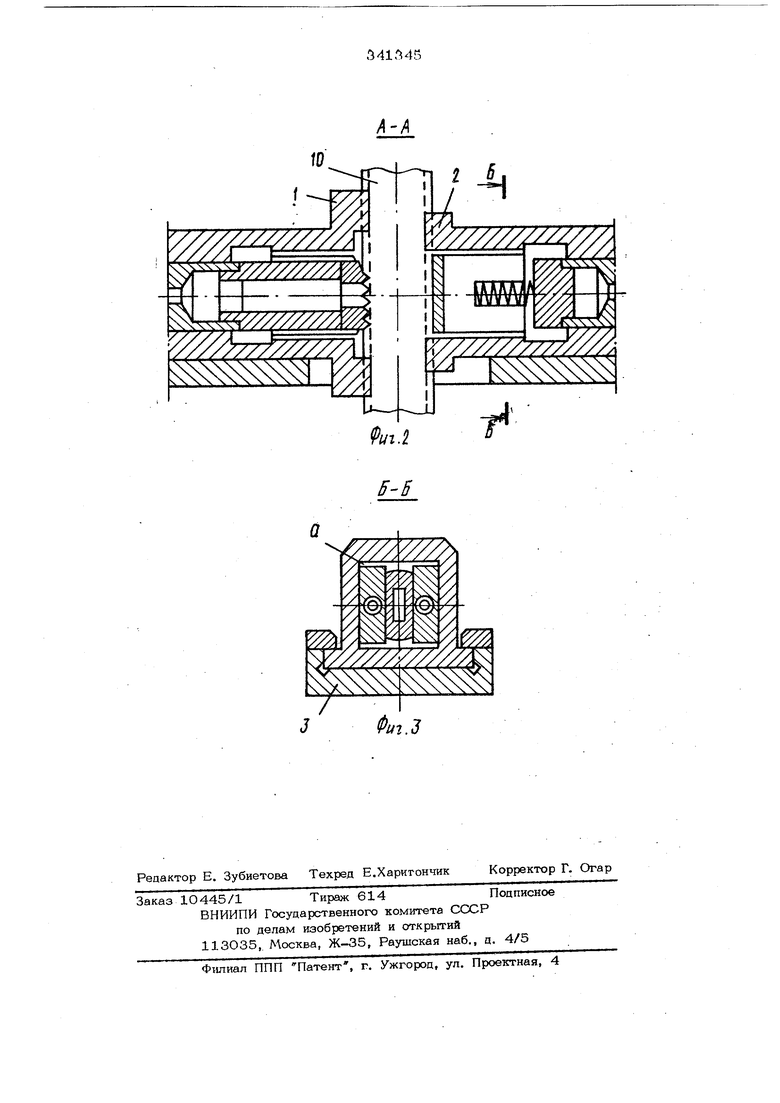
Известны пневматические калибры для контроля среднего диаметра резьбы, ; содеркашие две базирующие губки с направляющими пазами, установленные в пазах два щелевых измерительных сопла и шторки, расположенные по обеим сторо нам сопел и контактирующие при контро;ле с поверхностью резьбы. .( Предлагаемый калибр отличается от известных тем, что, с целью повышения точности контроля в нем каждая шторка выполнена раздельной, независимой от (Другой, и установлена в йазах с зазором обеспечивающим самоустановку шторки по поверхности контролируемой резьбы. Это повышает точность контроля за счет исключения погрешности, вызываемой конусообразностью наружной поверкности резьбы. На фиг. 1 представлен калибр для контроля наружной резьбы в разрезе по Измерительным соплам и шторкам, на фиг. 2 - разрез А на фиг. 1; на на фиг. 3 - разрез Б-Б на фиг. 2. Калибр содержит базирующие губки 1 и 2, установленные в корпусе 3 (см. фиг. 1). В пазах губок 1 и устаноьле-, ны шелевые измерительные сопла 4 я 5 и шторки 6-9, контактирующие при контроле с поьерзшостью контролируемого резьбового изделия 1О. Шторки прижимаются при контроле к изделию при помощи пружин 11-14. Установкой шторок .6-9 в губках 1 и 2 с зазором а (см. фиг. 3) обеспечивается самоустанов- ка их по поверхности резьбового изделия. Упоры 15-18 предотвращают выпадание ;шторок из пазов губок 1 и 2. Вручную или автоматически базирующие губки 1 и 2 подводят к контролируе- мому изделию и зажимают его. Затем подводят сопла 4 и 5 со шторками 6-9. При этом шторки под действием пружин
и 2 отводятся в исходное о положение, а штороки удерркиваются от вьтадания из пазов губок упорами 15-18.
Формула изобретения
Пневматический калибр для контроля собственно среднего диаметра резьбы, содержащий две базирующие губки с направляющими пазами, установленные в
пазах два щелевых измерительных сопла и две пары щторок, расположенных в каждой паре по обеим сторонам и контактирующих при контроле с поверхностью резьбы, отличающийся тем, что, с целью повышения точности контроля, каждая щторка выполнена раздельной, независимой от другой, и установлена в пазах с зазором, обеспечивающим самоустановку шторки по поверхности контролируемой резьбы.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПНЕВМАТИЧЕСКОЕ УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ СОБСТВЕННО СРЕДНЕГО ДИАМЕТРА РЕЗЬБЫ | 1973 |
|
SU406117A1 |
| Пневматическое устройство для контроля среднего диаметра резьбы | 1980 |
|
SU911154A1 |
| Пневматический калибр для измерения среднего диаметра резьбы | 1977 |
|
SU727988A1 |
| Пневматический калибр для измерения среднего диаметра резьбы | 1977 |
|
SU637707A1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ РЕЗЬБ | 1993 |
|
RU2032141C1 |
| Устройство для автоматического контроля резьбы | 1983 |
|
SU1260658A1 |
| Устройство для измерения шлифуемых ступенчатых валов на ходу станка | 1938 |
|
SU54502A1 |
| Роторно-конвейерная машина для сортировки изделий | 1988 |
|
SU1632523A1 |
| Автомат для контроля резьб | 1987 |
|
SU1446442A1 |
| Устройство для контроля цилиндрическихиздЕлий | 1979 |
|
SU848095A1 |
() W ff 7 5s 13 т ч /2 7
Jx . - ///УЛ///////// I г 1д д п Фиг,
.J
