Изобретение относится к производству витых пружин сжатия, а именно к отде- лочно-упрочняющей обработке пружин в дро- беметных камерах линии.
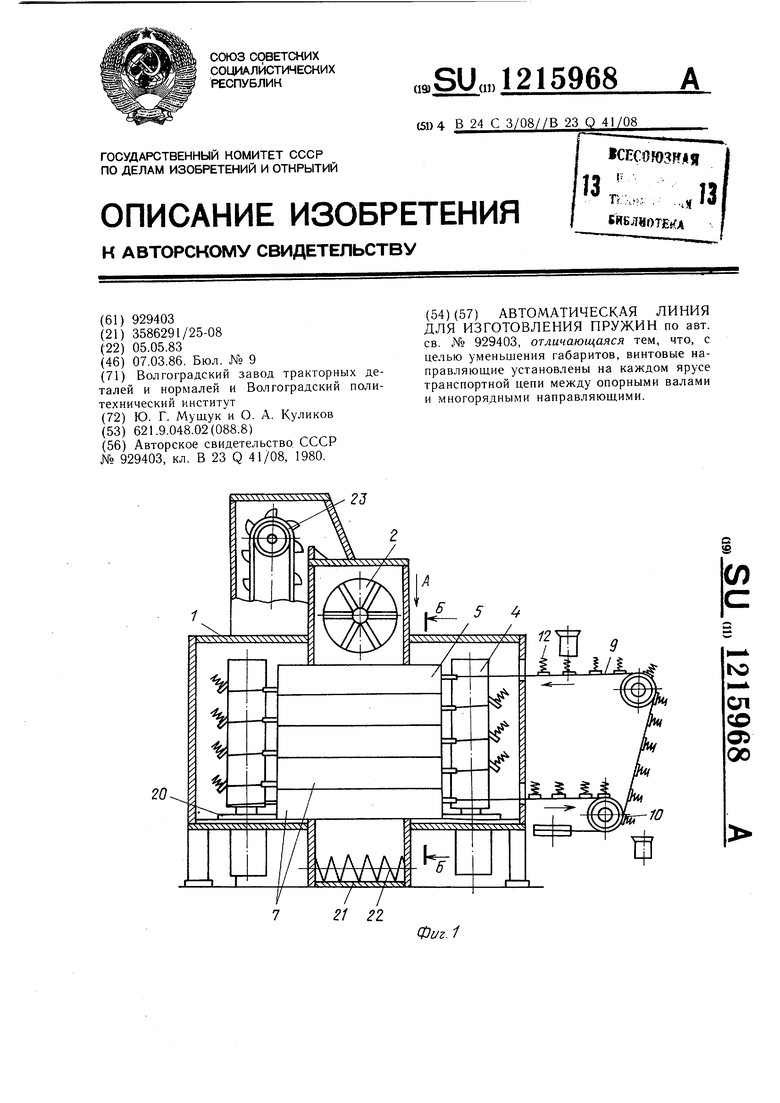
По основному авт. св. № 929403 известна автоматическая линия для изготовления пружин, содержащая участок дробеметной обработки пружин, имеющий дробеметный аппарат, рабочую камеру, в которой установлены опорные валы, огибаемые цепью механизма транспортировки, многорядные направляющие, закрепленные на стойках внутри камеры, и винтовые направляющие.
Цель изобретения - уменьщение площади участка дробеметной обработки автоматической линии путем уменьщения габаритов дробеметной рабочей камеры.
На фиг. 1 изображен участок дробеметной обработки пружин, общий вид; на фиг.2 - вид А на фиг.1; на фиг.З - разрез Б-Б на фиг.1; на . фиг.4 - винтовая направляющая, общий вид; на фиг.5 - разрез В-В на фиг.4; на фиг.6 - разрез Г-Г на фиг.4; на фиг.7 - разрез Д-Д на фиг.4; на фиг.8 - схема расположения винтовой направляющей относительно опорных валов.
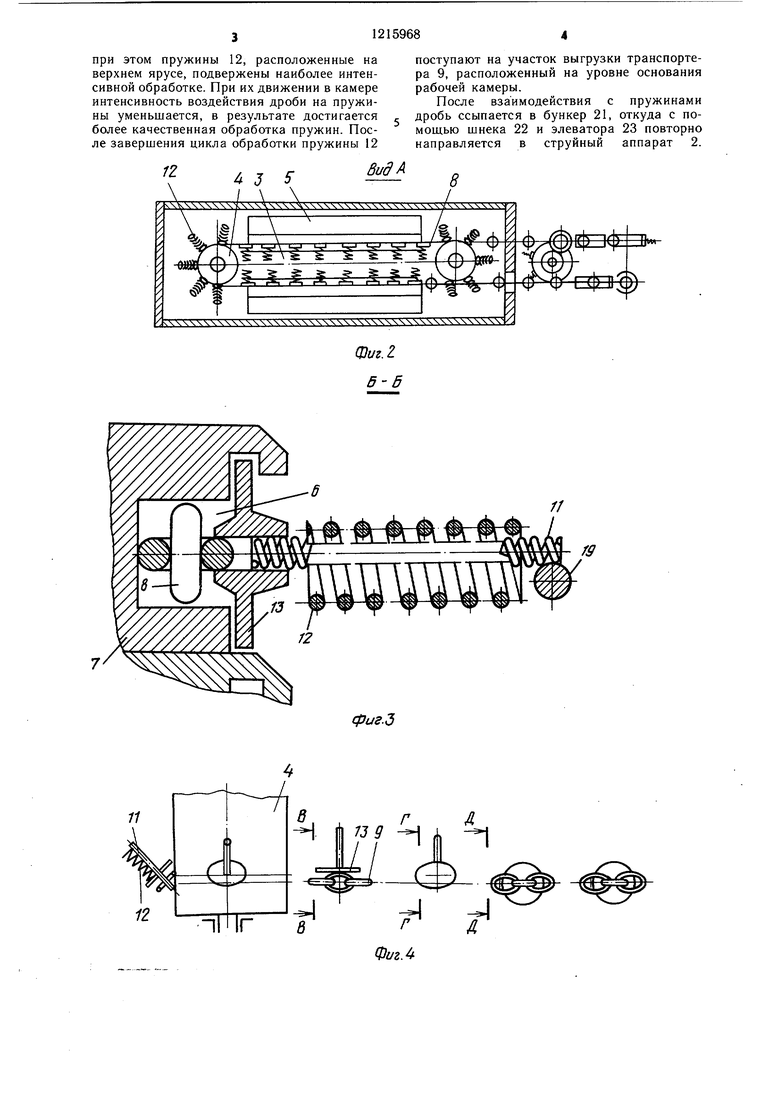
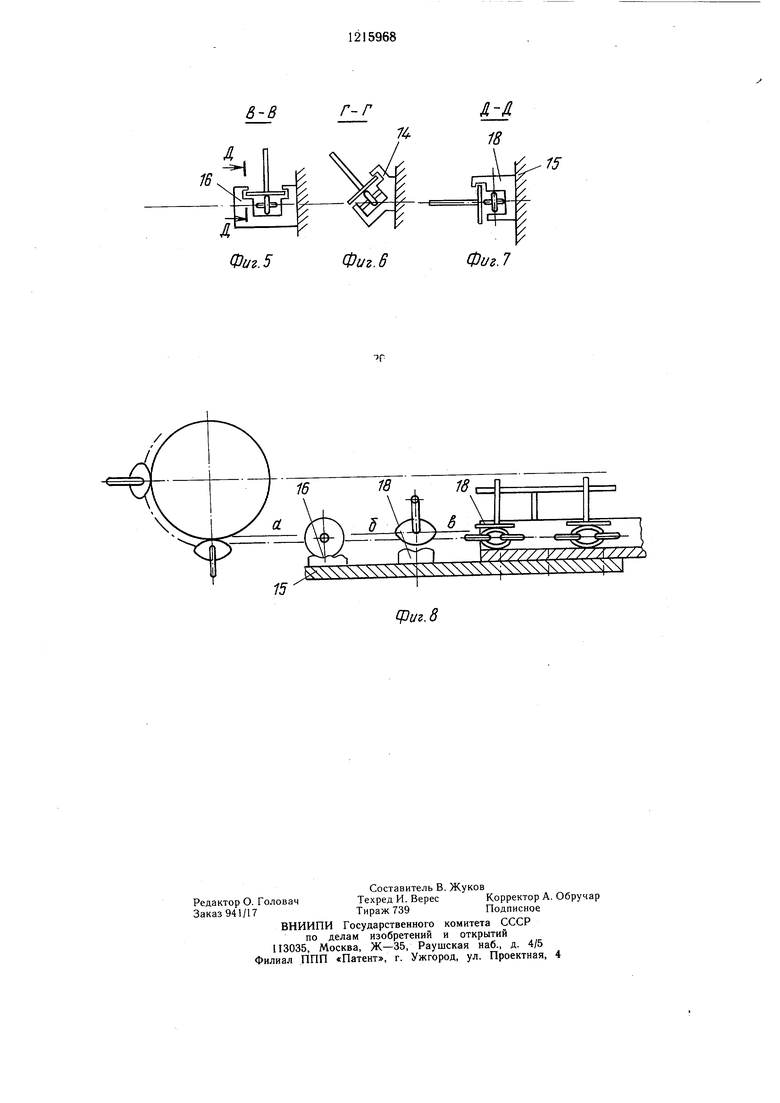
Участок дробеметной обработки пружин автоматической линии содержит корпус 1 с дробеметным аппаратом 2, под которым установлена рабочая камера 3. Рабочий объем камеры 3 ограничен двумя вертикально расположенными опорными валами 4 и боковыми стенками 5 (фиг.2). На внутренних поверхностях стенок 5 установлены многорядные направляющие 6, имеющие вид фигурных пазов (фиг.З). Стенки 5 выполнены из отдельных блоков 7, каждый из которых содержит одну направляющую 6, причем одна из стенок 5 образована блоками 7, расположенными наклонно, что обеспечивает подъем транспортной цепи 8 транспортера 9 по вертикали на каждом ее витке. На цепи 8 закреплены носители 10 (фиг.1), в которых закреплены гибкие ловители 11, предназначенные для удержания пружин 12. Носители 10 выполнены со специальным профилем 13, соответствующим форме фигурных пазов многорядных направляющих 6. При перемещении носители 10, связанные с транспортной цепью 8, поочередно располагаются с внешней стороны рабочей камеры 3 при огибании опорных валов 4 и внутри камеры при движении по многорядным направляющим 6. Для осуществления перевода носителей 10 с обрабатываемыми пружинами 12 из одного положения в другое на участках транспортера 9 между опорными валами 4 и боковыми стенками 5 установлены винтовые направляющие 14, обеспечивающие кантование носителей 10 на требуемый угол. Каждая винтовая направляющая 14 выполнена из установленных на общем основании 15 элементов 16-18 (фиг.4 и 5) с профильным пазом 19, соответствующим профилю 13 ловителей 11, причем элементы 16-18 винтовой
5
5
направляющей 14 расположены под углом один к другому. При огибании опорного вала 4 звенья транспортной цепи 8 прилегают к образующим вала, при этом ловители 11 с пружинами 12 располагаются под углом, близким к 45°, к образующей вала.
Затем на участке а (фиг.6) элемент 16 винтовой направляющей 14 переводит ловитель 11 в вертикальное положение (фиг.5), далее на участке б элемент 17 направляю- щей осуществляет дополнительно поворот ловителя 11 с пружиной 12, при котором ловитель устанавливается под углом 45° к оси вала, но уже внутрь рабочей камеры 3, а на участке в кантование заканчивается, ловители принимают горизонтальное положение и входят в прямолинейную часть фигурных пазов многорядных направляющих 6 (фиг.5). Во избежание зацепления носителей при заходе в прерывистую винтовую направляющую острые кромки элементов винтовой на- 0 правляющей 14 закруглены. Внутри рабочей камеры 3 гибкие ловители 11 своими свободными концами обращены один к другому и контактируют с опорной рейкой 19.
Загрузка участка дробеметной обработки пружин выполняется на верхнем ярусе транспортера 9, а выгрузка - на нижнем, при этом обрабатываемые пружины 12 проходят различные по интенсивности обработки дробью зоны рабочей камеры 3. Рабочая камера 3 установлена на плите 20, в нижней части которой расположен бункер 21 и щнек 22, предназначенные, соответственно, для сбора дроби и ее транспортировки к элеватору 23.
Устройство работает следующим образом.
Обрабатываемые пружины 12 с предыдущего участка обработки автоматической линии загружаются на приемный участок транспортера 9, расположенный в верхней части рабочей камеры 3. С приемного участка пружины загружаютя на транспортную цепь 8 и в процессе перемещения удержи- 0 ваются в ориентированном положении на гибких ловителях 11, контактирующих с рейками 19 при обработке пружин в камере. При подаче пружин в рабочую камеру включается дробеметный аппарат и осуществляется многократная обработка пружин дробью при их последовательном перемещении с верхнего яруса транспортера 9 до его нижнего яруса. При этом пружины 12 на каждом ярусе обработки последовательно проходят винтовые направляющие 14, обеспечивающие их кантования из положения огибания опорных валов 4, соответствующего наклону оси ловителя 11, к образующей вала под углом 45°, до горизонтального положения, при котором носители 10 транспортной цепи 8 заходят в фигурные пазы мно- 5 горядных направляющих 6.
Поток дроби,поступающий из дробемет- ного аппарата 2, направлен внутрь рабочей камеры 3 между ее боковыми стенками 5,
0
5
0
при этом пружины 12, расположенные на верхнем ярусе, подвержены наиболее интенсивной обработке. При их движении в камере интенсивность воздействия дроби на пружины уменьшается, в результате достигается более качественная обработка пружин. После завершения цикла обработки пружины 12
поступают на участок выгрузки транспортера 9, расположенный на уровне основания рабочей камеры.
После взаимодействия с пружинами дробь ссыпается в бункер 21, откуда с по- мош,ью шнека 22 и элеватора 23 повторно направляется в струйный аппарат 2.
Вид А
//
фиг.З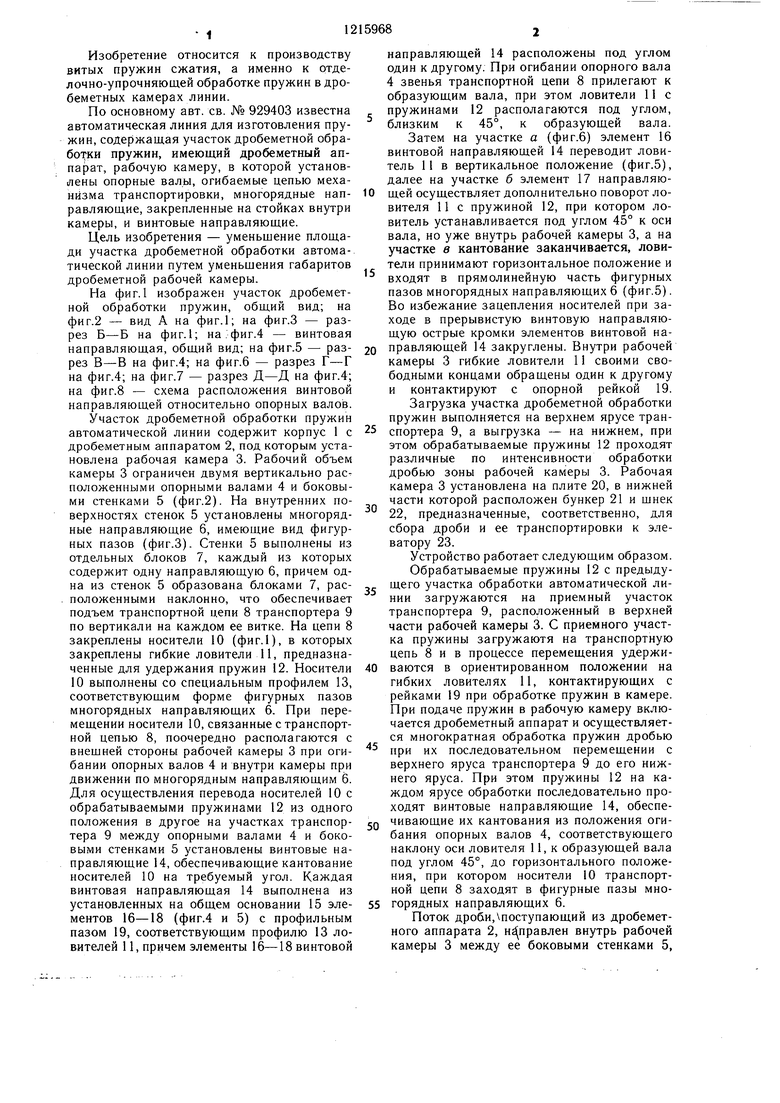
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия для изготовления пружин | 1980 |
|
SU929403A1 |
| Участок обезжиривания, очистки и грунтовки тонколистового и гофрированного проката | 1985 |
|
SU1329859A1 |
| Установка для дробеметной обработки поверхностей изделий | 1989 |
|
SU1713787A1 |
| Дробеметная машина | 1990 |
|
SU1717324A1 |
| Дробеметная камера для обработки листового проката | 1988 |
|
SU1593934A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ ВИНТОВЫХ ПРУЖИН | 2011 |
|
RU2478016C1 |
| Установка для дробеметной обработки внутренней поверхности труб | 1990 |
|
SU1756129A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ, ИСПЫТАНИЯ И СОРТИРОВКИ ЦИЛИНДРИЧЕСКИХ ПРУЖИН | 1992 |
|
RU2005572C1 |
| ДРОВЕМЕТНО-ДРОБЕСТРУЙНАЯ КАМЕРА | 1971 |
|
SU302229A1 |
| Дробеметная установка для упрочнения деталей | 1988 |
|
SU1801729A1 |
Г В
гл
Pf --1 Л -
- -I
Т
в-в
Г-Г
Л-Л
Фиг. 5
Фиг. 6
ФигЛ
Фиг.8
| Автоматическая линия для изготовления пружин | 1980 |
|
SU929403A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
