Изобретение относится к прокатному производству и может быть использовано при изготовлении сортовых холодногнутых профилей специального назначения.
Сортовые гнутые профили относительно простой конфигурации сечения (угловые, швеллерные, корытные и др.) нередко подвергают дополнительному изгибу по заданному радиусу, что делает возможным их использование, например, для изготовления различных колес или деталей закрытых помещений (типа теплиц и т.п.). Такие профили могут быть просечными, когда в металле делаются сквозные надрезы с последующей деформацией надрезанных участков без полного удаления металла, что расширяет область применения гнутых профилей. Определение просечного профиля и некоторые его виды приведены в ГОСТ 14350 "Профили проката гнутые (термины и определения)" п. 12.
Известный гнутый перфорированный уголок, содержащий на полках прямоугольные отверстия (см. книгу И.С.Тришевского и др. "Перфорированные профили", М. , "Металлургия", 1972, с. 5, рис. 1.2.), недостатком которого является невозможность его использования в качестве элемента упаковки рулонной полосовой стали.
Наиболее близким аналогом к заявляемому объекту является гнутый уголок для упаковки рулонной стали по пат. США N 4793485A кл. B 65 D 85/66 от 27.12.88 г.
Этот профиль содержит полки, одна из которых изогнута по дуге окружности заданного радиуса с образованием цилиндрической поверхности, а вторая имеет поперечные гофры.
Недостатком известного профиля является возможность корродирования упакованного с его использованием материала вследствие невозможности полного удаления влаги из упаковки, которая может оставаться после смотки холоднокатаной полосы, что особенно сказывается при длительной транспортировке (например, морским транспортом) рулонов и их хранения.
Технической задачей изобретения является улучшение эксплуатационных характеристик гнутого уголка для упаковки рулонной стали, в частности уменьшения корродирования транспортируемого материала.
Для решения указанной задачи у гнутого уголка, содержащего полки, одна из которых выполнена изогнутой по дуге окружности заданного радиуса с образованием цилиндрической поверхности, вторая имеет поперечные гофры, на изогнутой полке выполнены арочные просечки с высотой, определенной из формулы:
h = (0,94...1,06)•(R/S2)0,155+S, мм,
где h - высота просечки, мм;
R - радиус цилиндрической поверхности, мм;
S - толщина уголка, мм.
Приведенная математическая зависимость получена в результате обработки опытных данных и является эмпирической.
Сущность найденного технического решения заключается в создании на изогнутой полке уголка арочных просечек оптимальной высоты. В результате этого появляется возможность удаления (испарения) влаги из упаковки, что предотвращает коррозию транспортируемого материала
Для изготовления элементов упаковки рулонной стали обычно используется низкоуглеродистая сталь толщиной 0,8...1,5 мм с пределом прочности σв≤ 470 МПа.
На фиг. 1 показан заявляемый профиль (а), а также его поперечное сечение (б) и вид на гофрированную полку профиля (в).
Этот профиль толщиной S содержит полки 1 и 2, на одной из которых выполнены арочные просечки 3 с высотой h. Полка 1 с просечками изогнута по дуге окружности радиуса R; при этом полка 1 образует цилиндрическую поверхность, а перпендикулярная ей полка 2 - торцевую поверхность упаковки рулона. Высота просечек зависит от толщины уголка и заданного радиуса его изгиба (т.е. рулона): h = (0,94...1,06)•(R/S2)0,155+S, мм.
На полке 2 в процессе изгиба уголка образуют поперечные гофры 4 переменной высоты, причем максимальная высота (hmax) гофров - на кромке этой полки, а минимальная (hmin) - на противоположной стороне, т.е. вблизи участка сопряжения полок. Такое выполнение гофров позволяет получить пригодные для упаковки рулонов элементы, которые укрепляются специальной обвязкой.
Заявляемый профиль изготавливается за несколько последовательных операций. Сначала на профилегибочном стане, оборудованном дополнительной просечной клетью, осуществляется образование арочных просечек требуемой высоты и профилирование уголка с порезкой на заданные длины; затем с помощью специального комбинированного гибочного устройства производится изгиб уголка на заданный радиус, определяемый диаметром упаковываемого рулона, с образованием гофров на полке, свободной от просечек.
При опытной проверке заявляемого профиля сначала опробовалась его загибка без формирования вышеописанных гофров, что приводило к винтообразному скручиванию профиля и получению деформированной полки, в результате чего он становился непригодным для использования в качестве элементов герметичной упаковки рулонной стали. Во второй серии опытов определялась взаимосвязь между основными параметрами профиля: h, R и S.
Установлено, что уменьшение h (по сравнению с оптимальной величиной - см. выше) может привести к исчезновению просечек после изгиба уголка. Увеличение же h приводит к появлению надрывов на просечках, что при транспортировке рулонов может выбрать образование дыр на элементах упаковки.
Таким образом, опыты подтвердили приемлемость заявляемого объекта для решения поставленной задачи.
Технико-экономический анализ показал, что использование предлагаемого профиля для упаковки рулонной стали практически исключает ее корродирование при транспортировке; при отсутствии же в упаковке элементов из этого профиля со следами коррозии наблюдаются 3-8% рулонов, что приводит к соответствующему снижению прибыли от реализации полосовой стали.
Пример конкретного выполнения
Просечной гнутый уголок 100x100x1,2 мм из ст.3кп предназначен для упаковки рулонной стали и имеет вид, показанный на фиг. 1.
Диаметр рулонов 1,4 м, т.е. R=700 мм.
Высота просечек на уголке (при S=1,2 мм): h = (0,94... 1,06)•(R/S2)0,155+S=1,0•(700/ 1,22)0,155+1,2 ≅ 3,8 мм.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОФИЛИРОВАНИЯ ПРОСЕЧНОГО УГОЛКА | 1999 |
|
RU2158642C2 |
| СИСТЕМА КАЛИБРОВ ПРОФИЛЕГИБОЧНОГО СТАНА | 1999 |
|
RU2230620C2 |
| СИСТЕМА КАЛИБРОВ ПРОФИЛЕГИБОЧНОГО СТАНА | 2003 |
|
RU2236925C1 |
| СТАН ДЛЯ ПРОИЗВОДСТВА ПРОСЕЧНЫХ ГНУТЫХ ПРОФИЛЕЙ | 1997 |
|
RU2124409C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТОГО УГОЛКОВОГО ПРОФИЛЯ | 2003 |
|
RU2302310C2 |
| ГНУТЫЙ СОРТОВОЙ ПРОФИЛЬ | 2007 |
|
RU2344012C2 |
| ИНСТРУМЕНТ ДЛЯ ПРОСЕЧКИ ПОЛОСОВОЙ СТАЛИ | 1998 |
|
RU2123404C1 |
| ГНУТЫЙ ПРОФИЛЬ ШВЕЛЛЕРНОГО ТИПА | 1997 |
|
RU2118579C1 |
| ГНУТЫЙ ПРОФИЛЬ | 1998 |
|
RU2147954C1 |
| Гнутый профиль швеллерного типа | 1990 |
|
SU1750776A1 |
Изобретение может быть использовано при изготовлении холодногнутых профилей, предназначенных для упаковки рулонной стали. Гнутый уголок содержит полки, одна из которых изогнута по дуге окружности заданного радиуса с образованием цилиндрической поверхности. Вторая полка выполнена с поперечными гофрами переменной высоты, имеющей максимальное значение на кромке полки, а минимальное - на ее противоположной стороне. Изогнутая полка имеет арочные просечки с высотой h , определяемой из формулы: h = (0,94 ... 1,06) (R/S2)0,155+S, где R - радиус цилиндрической поверхности, S - толщина уголка. В результате обеспечивается улучшение эксплуатационных характеристик уголка для упаковки рулонной стали. 1 ил.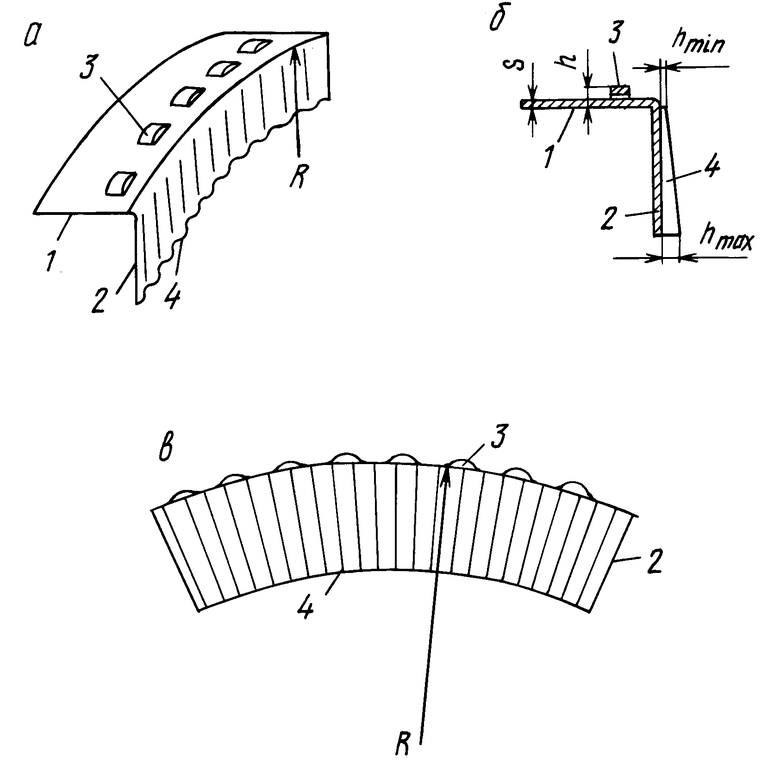
Гнутый уголок для упаковки рулонной стали, содержащий полки, одна из которых выполнена изогнутой по дуге окружности заданного радиуса с образованием цилиндрической поверхности, а вторая имеет поперечные гофры, отличающийся тем, что изогнутая полка выполнена с арочными просечками с высотой h, определяемой из формулы
h = (0,94 - 1,06) • (R/S2)0,155 + S, мм,
где R - радиус цилиндрической поверхности, мм;
S - толщина уголка, мм,
а поперечные гофры выполнены с переменной высотой, имеющей максимальное значение на кромке полки, а минимальное - на ее противоположной стороне.
| US 4793485 A, 27.12.88 | |||
| Тара для хранения и транспортирова-Ния РулОННОгО МАТЕРиАлА | 1978 |
|
SU797977A1 |
| Кассета для рулонных материалов | 1990 |
|
SU1687525A1 |
| DE 3438102 A1, 09.05.85 | |||
| DE 3436199 A1, 10.04.86 | |||
| US 4513864 A, 30.04.85 | |||
| Тришевский И.С | |||
| Производство и применение гнутых профилей проката | |||
| - М.: Металлургия, 1975, с | |||
| Способ получения сульфокислот из нефтяных дестиллатов, минеральных масел, парафина или церезина, обработанных серною кислотою | 1912 |
|
SU460A1 |
