Предлагаемое изобретение относится к прокатному производству и может быть использовано при изготовлении холодногнутых просечных профилей на многоклетевых станах.
Профилегибочные станы нередко оснащаются дополнительным оборудованием: для сварки гнутых профилей, их гибки (в вертикальной плоскости), перфорации и просечки, что улучшает потребительские свойства этого вида проката. Такой комбинированный многоклетевой стан для изготовления перфорированных гнутых профилей описан, например, в книге под ред. И.С. Тришевского "Производство гнутых профилей (оборудование и технология)", М., "Металлургия", 1982, с. 282-283, рис. XIX.4. Характерное различие между перфорированными и просечными гнутыми профилями: первые из них имеют постоянную форму поперечного сечения по всей длине, а вторые могут менять его в значительной степени (см. там же, с. 290).
Известен универсальный профилегибочный стан (агрегат), содержащий дополнительное оборудование, в том числе устройства предварительной надрезки заготовки, протяжки и разделения готовых профилей на мерные длины, а также дисковые ножницы и пресс-ножницы с компенсационными подающими роликами (см. авт. св. СССР N 1532122 кл. B 21 D 5/06, опубл. в БИ N 48 от 30.12.89). Недостатком такого стана является невозможность производства на нем просечных гнутых профилей, например уголков.
Наиболее близким аналогом к заявляемому объекту является стан для производства сортовых гнутых профилей по авт. св. СССР N 1810167 кл. B 21 D 5/06 от 03.10.90.
Этот стан содержит просечную и формующие клети дуо с калибрами, состоящими из цилиндрических и конических элементов, причем часть калибров выполнена закрытыми ребордами нижних валков и характеризуется тем, что просечная клеть расположена за последней формующей клетью на расстоянии, равном 9,063 межклетевого расстояния формующих клетей, а между последней формующей и просечной клетями расположен транспортирующий рольганг с парами вертикальных роликов.
Недостатком известного стана также является невозможность изготовления на нем просечных гнутых профилей определенного сортамента, например уголков с арочными просечками.
Действительно, если просечная клеть установлена после формующих клетей, то качественные просечки (в особенности - арочные, для создания которых необходимо осуществлять два сквозных надреза, перпендикулярных плоскости полосы, а затем деформировать часть металла в том же направлении) можно сделать только на горизонтальном участке профиля. Готовый же уголок имеет две полки, наклоненные под углом 45o к горизонтали (на выходе из последней клети), если обе полки одинаковой ширины. Поэтому для создания просечек на любом элементе профиля - горизонтальном, наклонном или вертикальном - необходимо просекать полосу до ее профилирования.
Технической задачей предлагаемого изобретения является производство просечных гнутых профилей с наклонными к горизонтали элементами, например уголков толщиной 0,8 -1,5 мм, и сокращение при этом расхода валков.
Для решения этой задачи у стана для производства просечных гнутых профилей, содержащего просечную и формующие клети дуо с калибрами, состоящими из цилиндрических и конических элементов, причем часть калибров выполнена закрытыми ребордами нижних валков, просечная клеть и первая формующая клеть, установленная за просечной, выполнены с закрытыми калибрами, и по крайней мере один конический элемент каждой формующей клети выполнен с круговой цилиндрической проточкой, а образующие конических элементов наклонены к осям валков под углами соответственно 20o, 40o и 46o.
Сущность найденного технического решения состоит в размещении просечной клети перед формующими, а также в выполнении калибров этой клети и первой формующей закрытыми, что жестко фиксирует полосовую заготовку в поперечном направлении и позволяет за счет этого применять большие углы подгибки за проход (20o), сокращая тем самым общее число проходов и, следовательно, расход валков.
Калибры, закрытые ребордами нижних валков, являются обязательным элементом любого стана, производящего сортовые гнутые профили (см., например, И. С. Тришевский и М.Е. Докторов "Теоретические основы процесса профилирования", М. , "Металлургия", 1980, с. 15-16 и рис. 4). Задача в первую формующую клеть с закрытым калибром жестко фиксированной полосы из предыдущей просечной клети (также с закрытым калибром) позволяет формовать относительно тонкий равнополочный уголок всего за три прохода при непрерывном процессе профилирования (обычно же требуется 4-5 проходов), так как в последующих формующих клетях (II и III) полоса тоже фиксируется от поперечных смещений за счет прохождения полученных просечек через цилиндрические проточки на валках.
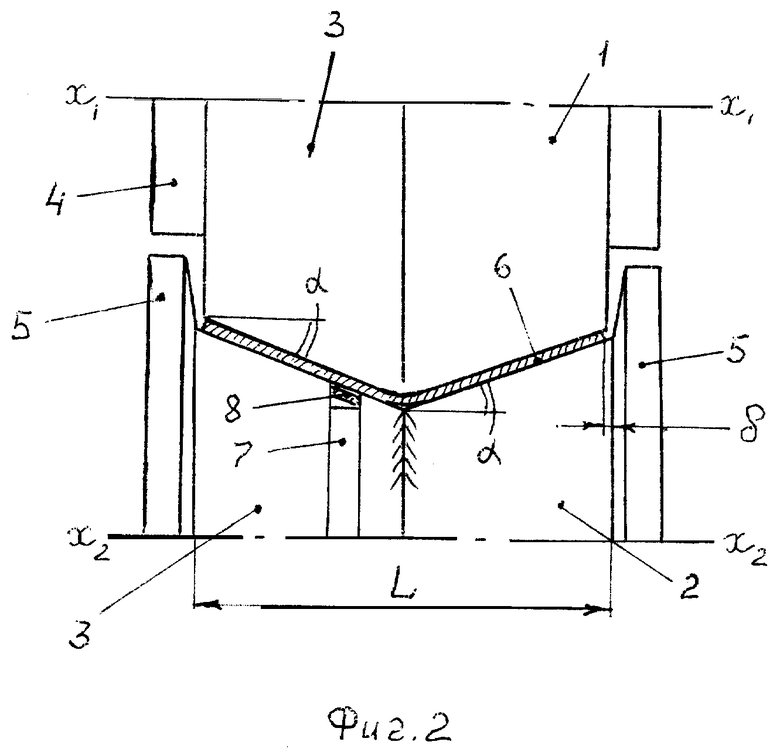
На фиг. 1 схематично показан предлагаемый стан, а на фиг. 2 - калибр его первой формующей клети.
Непрерывный стан (см. фиг. 1) содержит четыре (I - IV) клети дуо, из которых I (заштрихована) - просечная, а II - IV - формующие; в каждой клети установлены верхний 1 и нижний 2 калиброванные валки.
Калибр первой формующей клети (см. фиг. 2) образован верхним 1 и нижним 2 валками, состоящими из конических 3 и цилиндрических 4 элементов. По краям бочки нижнего валка размещены реборды 5, а длина его бочки L выбрана такой, чтобы при прохождении через калибр формуемой полосы 6 зазор δ между ее кромками и ребордами не превышал 0,5 мм. На коническом элементе этого валка выполнена цилиндрическая круговая проточка 7 для свободного прохода через калибр просечки 8 на полосе. Количество проточек на валке зависит от числа просечек по ширине полосы. Угол наклона образующей конических элементов этого калибра к осям xx валков: α1 = 20o; во 2-й формующей клети (III) - α2 = 40o и в 3-й (IV) - α3 = 46o. Величины α были установлены экспериментально.
При работе стана движущаяся полоса 9 сначала заходит в 1 просечную клеть, а затем - поочередно в клети II - IV, где осуществляется последовательная подгибка боковых элементов просеченной полосы до получения требуемой конфигурации профиля. Сформированная полоса разрезается на требуемые длины с помощью ножниц за IV клетью (не показаны).
Опытную проверку заявляемого технического решения производили на непрерывном профилегибочном стане 1 - 4х50 - 300 ОАО "Магнитогорский меткомбинат". С этой целью опробовалось профилирование равнополочных просечных уголков из стали с σв ≤ 470 МПа толщиной 0,8 - 1,5 мм при различных вариантах исполнения стана.
Было установлено, что при отсутствии закрытия калибра просечной клети требовалось четырех формующих клети. К аналогичному результату привело и отсутствие поперечной фиксации формуемой полосы проточками валков (при наличии закрытых калибров у просечной и 1-й формующей клетей).
Выполнение углов α = 20, 40 и 46o является оптимальным. Например, уменьшение α1 до 17 - 19o и увеличение α2 до 21 - 23o приводило к появлению волнистости на кромках профиля после 2-й формующей клети. Для получения прямого угла (в пределах допусков) между полками профиля требуется их "перегиб" в последнем проходе на 1o, что нивелирует пружинение (отгибку) полок после профилирования.
Из-за невозможности получения качественных уголков с арочными просечками на стане, выбранном в качестве ближайшего аналога, профилирование на нем не производилось.
Таким образом, опыты подтвердили приемлемость заявляемого объекта для решения поставленной задачи.
По данным ЗАО "Прокат - гнутый профиль" ММК применение предлагаемого стана позволяет получать просечные уголки толщиной 0,8 - 1,5 мм, отвечающие всем требованиям потребителей при уменьшении расхода валков на их производство не менее чем на 25%.
Пример конкретного выполнения
Стан для производства равнополочного просечного уголка 100 х 100 х 1,2 мм содержит три формующих клети дуо и просечную клеть, установленную перед ними.
Калибры просечной и первой формующей клетей закрыты ребордами нижних валков (см. фиг. 1 и 2). Конические элементы нижних валков всех формующих клетей содержат по одной круговой цилиндрической проточке, размеры который соответствуют размерам арочных просечек на профиле.
Образующие конические элементы валков 1-й, 2-й и 3-й формующих клетей наклонены к осям валков соответственно под углами 20, 40 и 46o.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОФИЛИРОВАНИЯ ПРОСЕЧНОГО УГОЛКА | 1999 |
|
RU2158642C2 |
| СИСТЕМА КАЛИБРОВ ПРОФИЛЕГИБОЧНОГО СТАНА | 2003 |
|
RU2236925C1 |
| СИСТЕМА КАЛИБРОВ ПРОФИЛЕГИБОЧНОГО СТАНА | 1999 |
|
RU2230620C2 |
| ИНСТРУМЕНТ ДЛЯ ПРОСЕЧКИ ПОЛОСОВОЙ СТАЛИ | 1998 |
|
RU2123404C1 |
| СИСТЕМА КАЛИБРОВ ПРОФИЛЕГИБОЧНОГО СТАНА | 2004 |
|
RU2261152C1 |
| СПОСОБ ПРОИЗВОДСТВА ГНУТЫХ НЕРАВНОПОЛОЧНЫХ УГОЛКОВ | 1997 |
|
RU2115499C1 |
| СИСТЕМА КАЛИБРОВ ПРОФИЛЕГИБОЧНОГО СТАНА | 1995 |
|
RU2085316C1 |
| СПОСОБ ПРОФИЛИРОВАНИЯ РАВНОПОЛОЧНЫХ УГОЛКОВ | 1998 |
|
RU2148449C1 |
| СИСТЕМА КАЛИБРОВ ДЛЯ ПРОИЗВОДСТВА ГНУТЫХ НЕРАВНОПОЛОЧНЫХ ШВЕЛЛЕРОВ | 1992 |
|
RU2025164C1 |
| ИНСТРУМЕНТ ДЛЯ ПРОФИЛЕГИБОЧНОГО СТАНА | 1993 |
|
RU2039621C1 |
Изобретение относится к обработке металлов давлением, в частности к оборудованию для производства холодногнутых просечных уголков. Технический результат - производство просечных гнутых профилей с наклонными к горизонтали элементами, например уголков толщиной 0,8 - 1,5 мм, и сокращение при этом расхода валков. Предлагаемый стан для производства просечных профилей, преимущественно гнутых уголков, содержит просечную и формующие клети дуо с калибрами, состоящими из цилиндрических и конических элементов, при этом часть калибров выполнена закрытыми ребордами нижних валков и отличается тем, что просечная клеть и первая формующая клеть, установленная за просечной, выполнены с закрытыми калибрами и по крайней мере один конический элемент каждой формующей клети выполнен с круговой цилиндрической проточкой, а образующие конических элементов наклонены к осям валков под углами соответственно 20, 40 и 46°. 2 ил.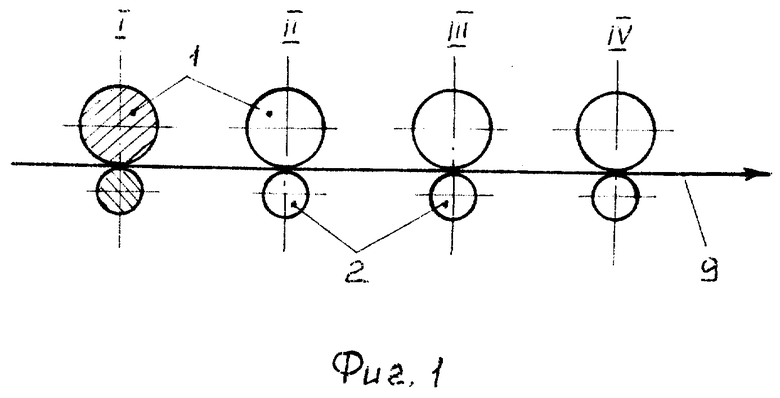
Стан для производства просечных гнутых профилей, преимущественно угловых толщиной 0,8 - 1,5 мм, содержащий просечную и формующие клети дуо с калибрами, состоящими из цилиндрических и конических элементов, при этом часть калибров выполнена закрытыми ребордами нижних валков, отличающийся тем, что просечная клеть и первая формующая клеть, установленная за просечной, выполнены с закрытыми калибрами и по крайней мере один конический элемент каждой формующей клети выполнен с круговой цилиндрической проточкой, а образующие конических элементов наклонены к осям валков под углами соответственно 20, 40 и 46o.
| Стан для производства сортовых гнутых профилей | 1990 |
|
SU1810167A1 |
| Универсальный профилегибочный агрегат | 1988 |
|
SU1532122A1 |
| Профилегибочный стан | 1992 |
|
SU1819171A3 |
| Композиция для изготовления покрытия спортивных площадок | 1986 |
|
SU1452818A1 |
| GB 1245185 A, 06.05.69 | |||
| Моторно-гидравлический грейфер | 1961 |
|
SU149867A1 |
| SU 4176539 A, 04.12.79 | |||
| СЫРЬЕВАЯ СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ ЗОЛОКЕРАМИЧЕСКИХ КАМНЕЙ И КИРПИЧЕЙ | 2006 |
|
RU2308439C1 |
