Настоящее изобретение относится к области обработки металлов давлением и может быть использовано при производстве осесимметричных корпусов, работающих по давлением, например корпусов двигателей реактивных снарядов для различных систем.
Корпуса двигателей реактивных снарядов представляют собой тонкостенные цилиндрические оболочки с концевыми (а в отдельных случаях и с промежуточными) утолщениями, на которых нарезаются резьбы для соединения с головными и хвостовыми частями снаряда.
Основными требованиями, предъявляемыми к корпусам двигателей, обусловленными условиями их эксплуатации (работе в условиях высоких давлений и температур), являются:
- высокая конструктивная прочность;
- минимальные весовые характеристики;
- точность геометрической формы и размеров;
- надежность функционирования в условиях импульсного (динамического) развития внутреннего давления и резкого повышения температур.
С учетом вышеперечисленных требований к корпусам двигателей и их конструктивных особенностей осуществляется выбор исходного материала, типа заготовок, а также технологических способов их изготовления, включая состав технологических операций и их последовательность.
Известен, например, способ изготовления корпусов двигателей из высокопрочных сталей мартенситного класса (А.С. №307167), схема технологического процесса при этом состоит из цикла операций по подготовке заготовок к пластической деформации (резка, калибровка, отжиг, механическая обработка по наружной и внутренней поверхности), цикла формообразующих операций ротационной вытяжки, а финальные механические свойства материала и необходимая конструктивная прочность корпусов достигается за счет финальной термической обработки (закалки и отпуска). Закалка как финальная термическая обработка отрицательно сказывается на точности геометрической формы изготавливаемых корпусов (овальность, кривизна и т.п.), что снижает эксплуатационные характеристики изделия в целом.
Известен также способ изготовления оболочек из конструкционных сталей, работающих под внутренним давлением (патент РФ №2009215), заключающийся в том, что горячедеформированную трубу разрезают на мерные заготовки и обтачивают, предварительно деформируют ротационной вытяжкой, затем производят закалку и отпуск при 350...500°С, после чего окончательно деформируют ротационной вытяжкой со степенью 30...60%, а на финише проводят отжиг при 280...450°С. Данный способ является наиболее близким к заявляемому и выбран в качестве прототипа.
Как видно, в указанном способе ротационная вытяжка разделена на два этапа: предварительный - до закалки и окончательный - после закалки с ограничением степени деформации до 60%. Ограничение обосновано тем, что при дальнейшем повышении степени деформации резко возрастает сопротивление материала пластической деформации и снижаются пластические характеристики: относительное удлинение и сужение материала. Кроме того, разделение деформации ротационной вытяжки на два этапа с промежуточной закалкой тонкостенных полуфабрикатов приводит к короблению и трудности посадки на оправку для окончательной деформации. Отсюда, как привило, полуфабрикаты должны проходить дополнительно процесс правки, что также увеличивает трудоемкость осуществления способа.
Задача изобретения состояла в том, чтобы обеспечить возможность деформирования исходной механически обработанной трубной заготовки без промежуточной термической обработки между приходами ротационной вытяжки.
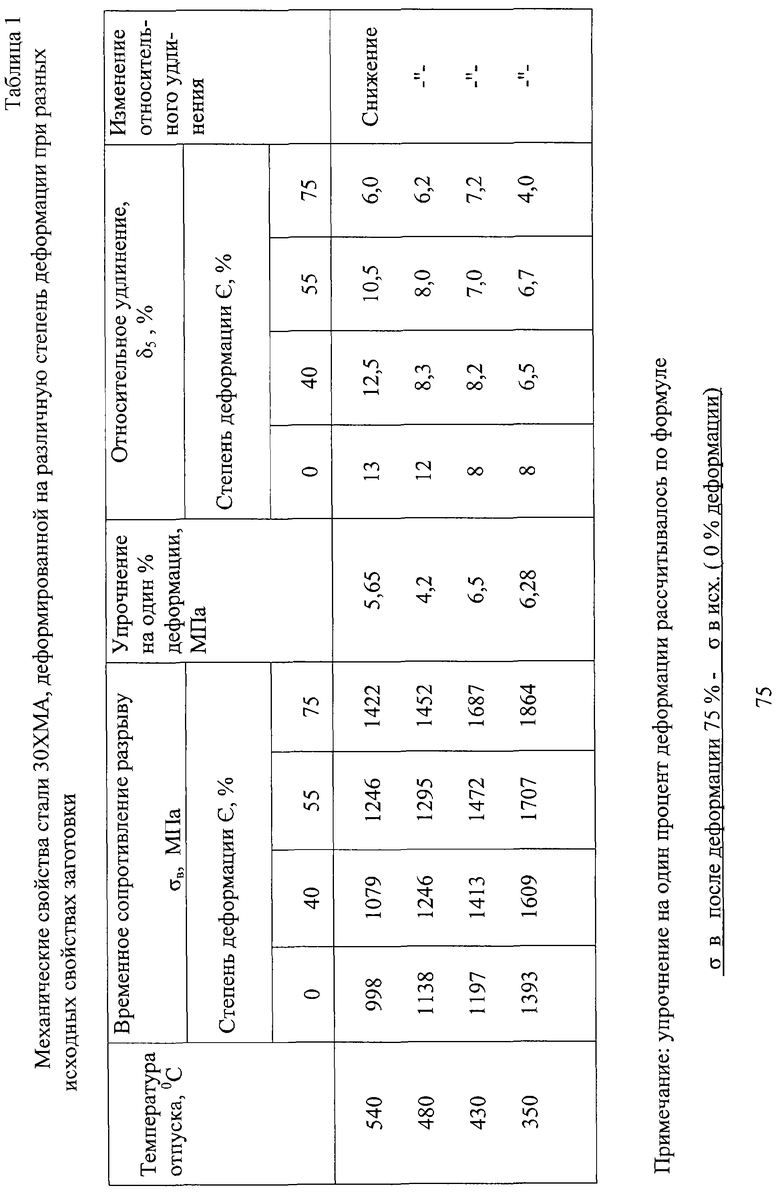
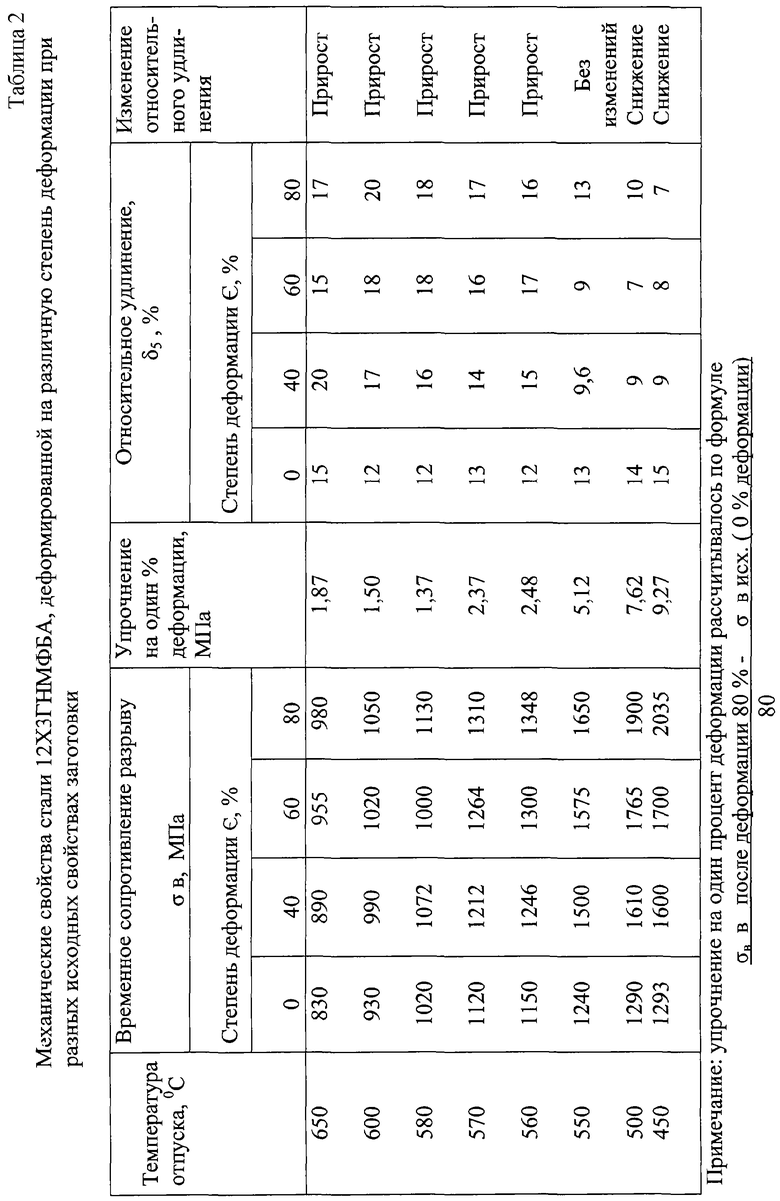
Для достижения указанной задачи был осуществлен подбор стали, обеспечивающей получение необходимых механических свойств корпуса двигателя, а затем разработана соответствующая улучшающая термическая обработка исходной заготовки с получением структуры, имеющей наименьшее сопротивление пластическому деформированию и минимальную потерю пластичности в процессе ротационной вытяжки. Для этого было исследовано поведение двух сталей при ротационной вытяжке: 30ХМА (ГОСТ 4543-71) и 12ХЗГНМФБА (патент РФ №2104325) (табл.1 и 2).
Из таблиц видно, что сталь 12ХЗГНМФБА, в отличие от стали 30ХМА, после отпуска в интервале температур 550-650°С при деформации или сохраняет без изменения показатель пластичности, или обеспечивает его прирост. Указанный эффект объясняется тем, что в выявленном интервале температур формируется структура сорбита отпуска, характеризующаяся мелкозернистой (1 мкм) формой цементита и феррита, обеспечивающая наиболее благоприятное течение материала при холодной деформации.
С учетом получения свойств в утолщенных частях корпуса не менее 1000 МПа оптимальным интервалом температур отпуска является 560...580°С: ниже 560°С наблюдается нежелательное снижение пластичности, выше 580°С - падение временного сопротивления разрыву ниже допустимого по чертежу.
С целью стабилизации поведения металла при ротационной вытяжке, а также обеспечения высокой точности по разностенности, наиболее рациональными степенями за один проход являются степени в пределах 40...60%. В том случае, если перепад толщин корпуса таков, что суммарная деформация тонкой части определяется как 70% и более, то возникает необходимость в деформации за два прохода.
Заявленный способ изготовления в сравнении с прототипом представлен в табл.3. Отличительным от прототипа признаком предлагаемого способа является то, что используют конструкционную комплексно-легированную сталь 12Х3ГНМФБА, осуществляют закалку с температуры 910...950°С с охлаждением в воде или на воздухе и отпуск при температуре 560-580°С с получением сорбитной структуры, ротационную вытяжку осуществляют в два прохода без съема с оправки с лимитированно низким упрочнением 1,5...2,5 МПа на процент деформации, что позволяет деформировать металл со степенью свыше 70% без промежуточного отжига.
Заявляемый способ изготовления в сравнении с прототипом
Как видно из табл.3, состояние материала после пластической деформации характеризуется высокой пластичностью, что обеспечивает вязкий (безосколочный) характер разрушения корпуса и его надежное функционирование. Указанный способ изготовления опробован изготовлением опытных партий осесимметричных корпусов диаметрами 80 и 120 мм по технологии, представленной в следующих примерах.
ПРИМЕРЫ
1. Изготовление осесимметричного корпуса диаметром 120 мм из стали 12Х3ГНМФБА.
Исходная заготовка - горячедеформированная труба размером ⊘ 110вн×14 мм. Разрезка труб на мерные заготовки. Затем закалка с отпуском при температуре 570+5°С на твердость НВ≥321 (dотп≤1,7) и σв=100...115 кгс/мм2. Механическая обработка внутреннего диаметра в размер 114,15+0,15 мм. Обточка по наружному диаметру на толщину стенки 7+0,15 мм. Первый проход ротационной вытяжки на толщину 3,9±0,1 мм. Степень деформации 44%. Второй проход ротационной вытяжки на толщину 1,7±0,1 мм. Степень деформации 56%. Суммарная степень деформации - 76%. Затем низкотемпературный стабилизирующий отжиг при 400°С и последующая механическая обработка.
2. Изготовление осесимметричного корпуса диаметрам 80 мм из стали 12Х3ГНМФБА.
Исходная заготовка - горячедеформированная труба ⊘ 89×9 мм.
Разрезка труб на мерные заготовки. Закалка с отпуском при температуре 560±10°С на твердость НВ≥341 (dотп≤1,65) и σв=105...120 кгс/мм2.
Механическая обработка по наружному и внутреннему диаметру с обеспечением внутреннего диаметра ⊘ 76+0,15 мм и толщины стенки 5,2+0,1 мм. Первый проход ротационной вытяжки на толщину 2,5 мм. Степень деформации - 52%. Второй проход ротационной вытяжки на толщину 1,2±0,1 мм. Степень деформации - 52%. Суммарная степень деформации - 77%. Затем раскатанные заготовки проходят низкотемпературный стабилизирующий отжиг при температуре 350±10°С и механическую обработку.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления тонкостенных осесимметричных корпусов сосудов из легированных сталей, работающих под высоким давлением | 2018 |
|
RU2695095C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧЕК ИЗ КОНСТРУКЦИОННЫХ СТАЛЕЙ, РАБОТАЮЩИХ ПОД ВНУТРЕННИМ ДАВЛЕНИЕМ | 1991 |
|
RU2009215C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ СОСУДОВ ВЫСОКОГО ДАВЛЕНИЯ | 2007 |
|
RU2343341C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ОБОЛОЧЕК | 2010 |
|
RU2426617C1 |
| ВЫСОКОПРОЧНАЯ СРЕДНЕУГЛЕРОДИСТАЯ КОМПЛЕКСНОЛЕГИРОВАННАЯ СТАЛЬ | 2012 |
|
RU2510424C1 |
| Способ изготовления тонкостенных оболочек из легированных сталей | 2019 |
|
RU2710311C1 |
| ВЫСОКОПРОЧНАЯ СТАЛЬ С ПОВЫШЕННОЙ ДЕФОРМИРУЕМОСТЬЮ ПОСЛЕ ЗАКАЛКИ | 2013 |
|
RU2530095C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОПРОЧНЫХ ОСЕСИММЕТРИЧНЫХ ОБОЛОЧЕК, РАБОТАЮЩИХ ПОД ВЫСОКИМ ДАВЛЕНИЕМ | 2011 |
|
RU2454307C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧКИ ИЗ КОНСТРУКЦИОННОЙ КОМПЛЕКСНОЛЕГИРОВАННОЙ ХОЛОДНОДЕФОРМИРУЕМОЙ СТАЛИ | 2014 |
|
RU2566109C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОСЕСИММЕТРИЧНЫХ СВАРНЫХ ОБОЛОЧЕК, РАБОТАЮЩИХ ПОД ВЫСОКИМ ДАВЛЕНИЕМ | 2014 |
|
RU2562200C1 |
Изобретение относится к обработке металлов давлением и может быть использовано при производстве осесимметричных корпусов, работающих под давлением. Способ включает закалку, отпуск, холодную пластическую деформацию методом ротационной вытяжки в два прохода, низкотемпературный отжиг. Используют конструкционную комплексно-легированную сталь типа 12Х3ГНМФБА, осуществляют закалку с температуры 910...950°С с охлаждением в воде или на воздухе и отпуск при температуре 560...580°С с получением сорбитной структуры, ротационную вытяжку осуществляют без промежуточного отжига с суммарной степенью деформации 70...80% при упрочнении 1,5...2,5 МПа на каждый процент деформации. Повышается качество и уменьшается трудоемкость изготовления. 3 табл.
Способ изготовления осесимметричных корпусов из конструкционной стали методом термомеханической обработки, включающий закалку, отпуск, холодную пластическую деформацию методом ротационной вытяжки в два прохода, низкотемпературный отжиг, отличающийся тем, что используют конструкционную комплекснолегированную сталь типа 12Х3ГНМФБА, осуществляют закалку с температуры 910...950°С с охлаждением в воде или на воздухе и отпуск при температуре 560...580°С с получением сорбитной структуры, ротационную вытяжку осуществляют без промежуточного отжига с суммарной степенью деформации 70...80% при упрочнении 1,5...2,5 МПа на каждый процент деформации.
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧЕК ИЗ КОНСТРУКЦИОННЫХ СТАЛЕЙ, РАБОТАЮЩИХ ПОД ВНУТРЕННИМ ДАВЛЕНИЕМ | 1991 |
|
RU2009215C1 |
| СПОСОБ ОБРАБОТКИ ИЗДЕЛИЙ | 0 |
|
SU406916A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ПОЛЫХ ИЗДЕЛИЙ | 1996 |
|
RU2089625C1 |
| US 3619302 А, 09.11.1971. | |||

