Предлагаемое изобретение относится к области обработки металлов давлением и может быть использовано в кузнечных цехах металлургических и машиностроительных заводов при изготовлении автомобильных колес и им подобных изделий.
Известен способ изготовления кольцевых поковок, например дисков автомобильных колес, заключающийся в осадке заготовки, предварительном деформировании для получения полуфабриката с внутренней полостью, конфигурация которой соответствует внутренней полости готовой поковки, и нижней ребордой с диаметром, равным 0,96 - 1,0 диаметра нижнего торца готовой поковки, а объем 1,04 - 1,16 объема готовой поковки, и окончательном деформировании с получением верхней реборды (Патент РФ N 2076013, B 21 J 5/00, 1995 г.).
Недостатком этого способа является сложность штамповой оснастки, использование которой возможно только для какого-то одного конкретного вида стаканов с фланцами типа колеса и как результат, высокие первоначальные затраты, и ограниченные возможности при изготовлении и освоении процесса изготовления стаканов с двумя фланцами.
Известен способ изготовления изделий типа колес, включающий подготовку исходной заготовки, образование кольцевого выступа прямым выдавливанием с толщиной стенки, превышающей толщину стенки чаши, но не меньше ширины реборды, формирование обратным выдавливанием промежуточного полуфабриката в виде чаши с образованием на конечной стадии выдавливания реборды по периметру торца стенки чаши, формовку дисковой части с образованием рельефа, формирование профиля ободной части со второй ребордой, термообработку и механическую обработку (Патент РФ N 2069473, B 21 J 5/00, 1994 г., прототип).
Недостатком этого способа является сложность оснастки для изготовления стаканов для последующего изготовления колес, кроме того, повышенный расход металла в связи с тем, что для получения второй реборды необходимо выполнять кольцевой отросток толщиной большей, чем размер реборды. При достаточно высоких стаканах или широких колесах это повлечет за собой увеличение объема кольцевого отростка, что увеличит расход металла и повысит общую трудоемкость изготовления.
Кроме того, способ имеет ограниченное применение, так как не позволяет изготавливать колеса со смещенной в сторону от торца второй ребордой.
Предлагаемый способ изготовления стаканов с фланцами, например автомобильных колес, включает подготовку исходной заготовки, формирование обратным выдавливанием промежуточного полуфабриката в виде чаши с переходом от стенки к дну и кольцевым выступом на обратной стороне последнего с образованием на конечной стадии выдавливания фланца по периметру торца стенки чаши. Переход дна в стенку выполняют в виде конической поверхности, пересечение конической поверхности со стенкой чаши является направляющей конической поверхности конуса с диаметром основания, равным 1.01 - 1.05 диаметра готового нижнего фланца, а пересечение конической поверхности с донной частью чаши является направляющей конической поверхности конуса с диаметром основания равным, по меньшей мере, наименьшему диаметру кольцевого выступа, образующие обеих конических поверхностей наклонены к вертикали под углом 30 - 45o.
Затем ведут формовку дисковой части с образованием рельефа, окончательное формообразование с приложением осевого усилия, по крайней мере, к верхнему фланцу, конической поверхности внутри чаши и торцу кольцевого выступа, преобразуя радиальным перемещением металла кольцевой выступ в нижний фланец. После чего ведут термообработку и механическую обработку.
Образование нижнего фланца ведут опирая кольцевой выступ на плиту с концентричным чаше отверстием, диаметр которого превышает минимальный диаметр кольцевого выступа.
Окончательное формообразование ведут в разъемном штампе.
Предлагаемый способ отличается от прототипа тем, что при формировании чаши обратным выдавливанием на внутренней ее поверхности переход дна в стенку выполняют в виде конической поверхности пересечения конической поверхности со стенкой чаши является направляющей конической поверхности конуса с диаметром основания, равным 1,01 - 1,05 диаметра готового нижнего фланца, а пересечение конической поверхности с донной частью чаши является направляющей конической поверхности конуса с диаметром основания равным по меньшей мере наименьшему диаметру кольцевого выступа, образующие обеих конических поверхностей наклонены под углом 30 - 45o, а при окончательном формировании прикладывают осевое усилие по крайней мере к верхнему фланцу, конической поверхности внутри чаши и торцу кольцевого выступа, преобразуя радиальным перемещением металла кольцевой выступ в нижний фланец.
Образование нижнего фланца ведут опирая кольцевой выступ на плиту с концентричным чаше отверстием, диаметр которого превышает минимальный диаметр кольцевого выступа.
Окончательное формообразование ведут в разъемном штампе.
Технический результат - упрощение оснастки для изготовления колес и снижение расхода металла.
Полученные таким образом стаканы с двумя фланцами имеют минимальные припуски на последующую механическую обработку. Для их изготовления требуется минимум оснастки, т.к. при обратном выдавливании промежуточного полуфабриката и при его последующем окончательном формообразовании возможно использование одного и того же пуансона, исключая при этом, особенно при изготовлении установочных партий, вторую нижнюю часть инструмента, роль которой выполняет плоская плита. Это позволяет, особенно при мелкосерийном производстве, резко снизить затраты на инструмент и сократить время, необходимое для изготовления первых образцов и сократить расход металла, что существенно снижает общую стоимость изготавливаемой продукции.
Примеры.
Из магниевого сплава изготавливалась любым из известных способов исходная заготовка 1 размерами ⊘ 480 x 180, весом 57,95 кг, которую нагревали и укладывали в матрицу 2 (фиг. 1) с фасонным выталкивателем 3 и пуансоном 4, прикладывали деформирующее усилие P, выдавливая обратным методом металл заготовки 1 с образованием чаши со стенкой 5 с верхним фланцем 6, кольцевым выступом 7 и переходной зоны 8 от дна 9 к стенке 5.
Переходная зона 8 формировалась в виде конической поверхности, линии пересечения которой со стенкой 5 чаши и ее донной частью 9 представляли собой направляющие конических поверхностей конусов с наклоном образующих A и B к вертикали под углом α и β (для данного примера α = β = 35° ).
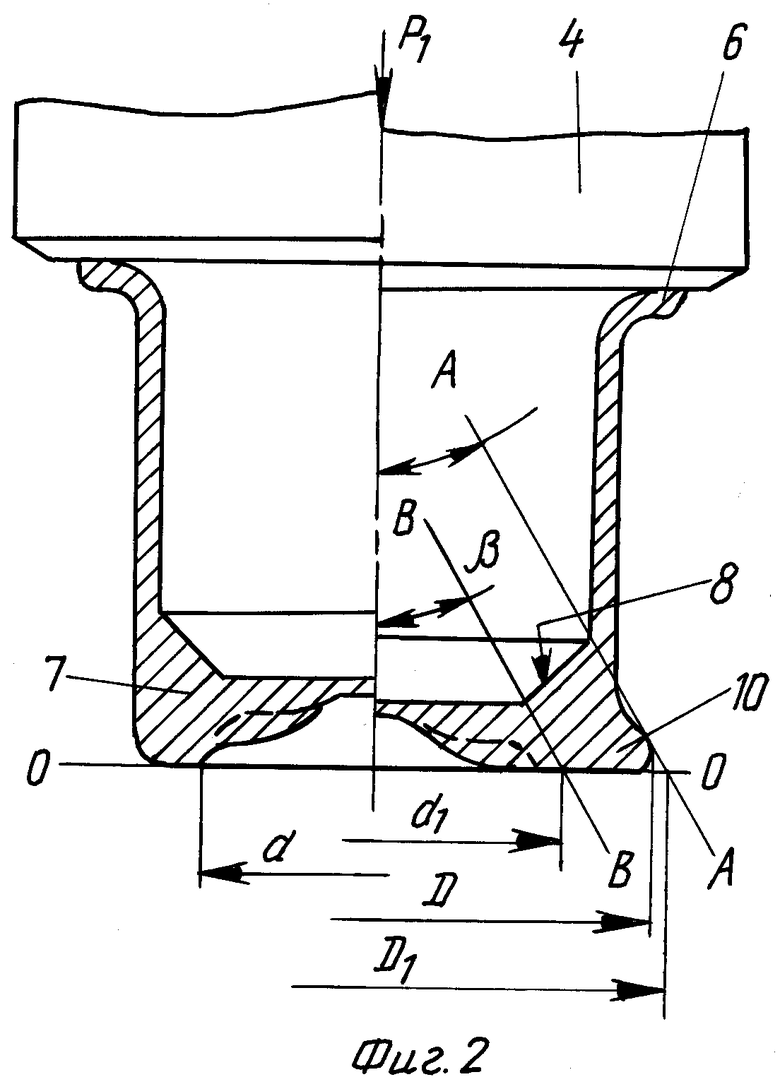
При окончательном формообразовании нагретый полуфабрикат в виде чаши устанавливали кольцевым выступом 7 на поверхность плиты O-O и, опуская пуансон 4, прикладывали деформирующее усилие P1 к верхнему фланцу 6 и конической поверхности 8, перемещая чашу относительно поверхности O-O и деформируя тем самым кольцевой выступ 7. При этом осуществлялось преобразование кольцевого выступа 7 в нижний фланец 10 путем радиального перемещения металла, достигаемого предложенными геометрическими соотношениями, при которых на конечной стадии диаметр D1 основания наружного конуса с образующей А-А (фиг. 2) был принят равным 530 мм при диаметре D готового нижнего фланца, равного 514 мм, что соответствовало отношению D1 = 1,031.
Диаметр d1 основания внутреннего конуса с образующей B-B был принят равным 440 мм при наименьшем диаметре кольцевого выступа равного 420 мм.
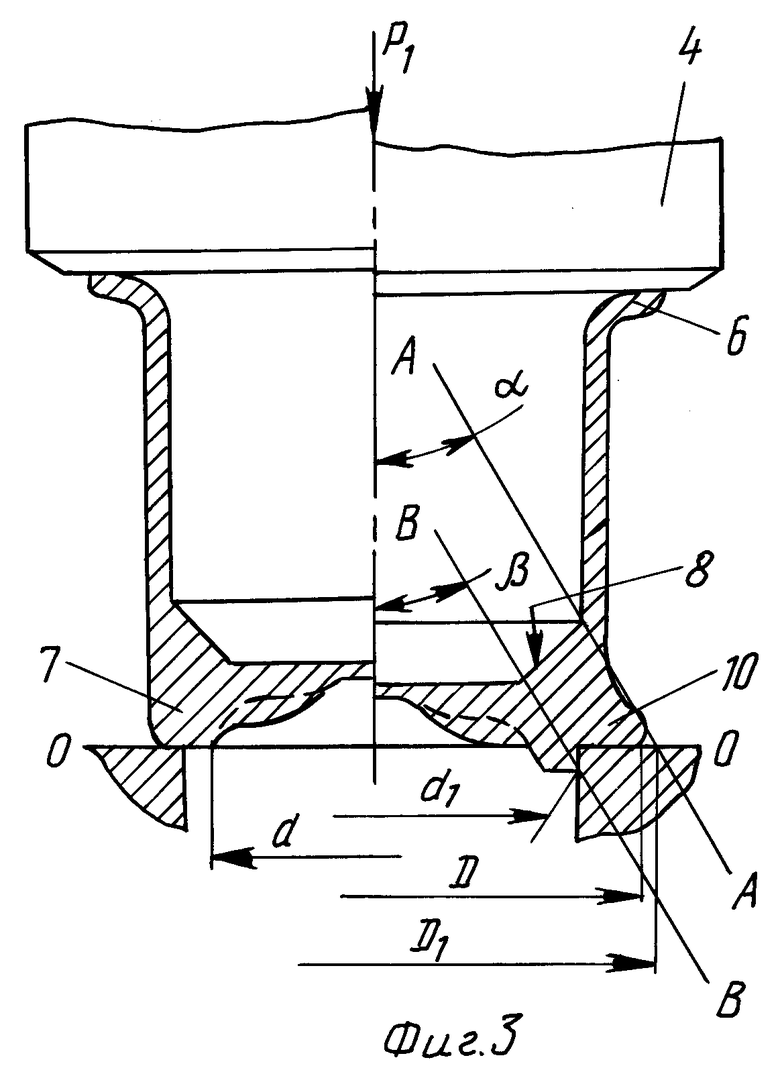
На фиг. 3 показано изготовление такого же стакана, но со смещенным нижним фланцем. Благодаря тому, что образование нижнего фланца 10 осуществляли, опирая кольцевой выступ 7 на плиту 11 с концентричным чаще отверстием, диаметр которого d2 превышал диаметр d кольцевого выступа и составлял 440 мм.
При изготовлении колес по предложенному способу значительно упростилась оснастка за счет использования одних и тех же частей инструмента на разных стадиях штамповки.
Также были изготовлены колеса по способу-прототипу.
При этом, в связи со сложностью получения по способу-прототипу смещенного фланца, объем кольцевого выступа пришлось существенно увеличить, что привело к увеличению веса исходной заготовки на 17% и он составил 65 кг.
Таким образом, предлагаемый способ позволяет упростить оснастку для изготовления колес и снизить расход металла на 12 - 17%, что снижает стоимость колеса на 15 - 20%.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАКАНОВ С ДВУМЯ ФЛАНЦАМИ | 2003 |
|
RU2239513C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАКАНОВ С ФЛАНЦАМИ | 2003 |
|
RU2241568C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАКАНОВ С ФЛАНЦАМИ | 2003 |
|
RU2239512C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ТИПА КОЛЕС | 2004 |
|
RU2253538C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАКАНОВ С ДВУМЯ ФЛАНЦАМИ | 2004 |
|
RU2257280C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАКАНОВ С ДВУМЯ ФЛАНЦАМИ | 2003 |
|
RU2250150C1 |
| Способ изготовления изделий типа колес | 1991 |
|
SU1811430A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАКАНОВ С ДВУМЯ ФЛАНЦАМИ | 2004 |
|
RU2274508C1 |
| Способ изготовления изделий типа колес | 1991 |
|
SU1797514A3 |
| ИНСТРУМЕНТ ДЛЯ ОБЪЕМНОЙ ШТАМПОВКИ ЧАШИ - ПОЛУФАБРИКАТА КОЛЕСА ТРАНСПОРТНОГО СРЕДСТВА | 2004 |
|
RU2278762C1 |
Изобретение относится к области обработки металлов давлением и может быть использовано в кузнечных цехах металлургических и машиностроительных заводов при изготовлении автомобильных колес и им подобных изделий. Предлагаемый способ изготовления стаканов с фланцами, например автомобильных колес, включает подготовку исходной заготовки, формирование обратным выдавливанием промежуточного полуфабриката в виде чаши с переходом от стенки к дну и кольцевым выступом на обратной стороне последнего с образованием на конечной стадии выдавливания фланца по периметру торца стенки чаши. Переход от стенки к дну формируют в виде конической поверхности, линии пересечения которой со стенкой чаши и ее донной частью представляют собой направляющие конических поверхностей конусов с наклоном образующих к вертикали под определенным углом. Затем ведут формовку дисковой части с образованием рельефа, окончательное формообразование ведут с приложением осевого усилия по крайней мере к верхнему фланцу, конической поверхности внутри чаши и торцу кольцевого выступа, преобразуя его в нижний фланец. После чего ведут термообработку и механическую обработку. Техническим результатом изобретения является упрощение оснастки для изготовления колес и снижение расхода металла. 2 з.п. ф-лы, 3 ил.
| RU 2069473, 20.11.96 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЬЦЕВЫХ ПОКОВОК | 1995 |
|
RU2076013C1 |
| RU 2063838 20.07.96 | |||
| US 4413496 08.11.83. | |||

