Предлагаемое изобретение относится к области обработки металлов давлением и может быть использовано в кузнечных цехах металлургических и машиностроительных заводов при изготовлении автомобильных колес и им подобных изделий.
Известен инструмент для объемной штамповки чаши полуфабриката колеса транспортного средства, содержащий матрицу и смонтированные с возможностью перемещения вдоль нее верхний пуансон с рельефной частью и нижний выталкиватель (Патент РФ № 2063838, опубл. 1998 г.).
Недостатком этого инструмента является необходимость применения при изготовлении полуфабрикатов различных по размерам колес сложного дорогостоящего набора элементов штампа, либо, существенно изменяя размеры полуфабриката для увеличения универсальности, значительно увеличивать металлоемкость заготовки, что также удорожает производство.
Известен инструмент для горячей объемной штамповки чаши-полуфабриката колеса транспортного средства, содержащий матрицу со сквозным круглым ступенчатым отверстием, верхняя ступень которого - с большими диаметральными размерами, а также смонтированные с возможностью перемещения вдоль оси матрицы: сверху закрепляемый на ползуне пресса пуансон и снизу фасонную часть выталкивателя (Патент РФ № 2135320, опубл. 1999 г. - прототип).
Недостатком этого инструмента является то, что при производстве колес не обеспечивается требуемая точность получаемых в данной оснастке полуфабрикатов.
Наибольшее значение этот недостаток приобретает при изготовлении опытных (предсерийных) образцов и малых партий колес спортивных автомобилей.
Предлагается инструмент для объемной штамповки чаши-полуфабриката колеса транспортного средства, содержащий матрицу со сквозным круглым ступенчатым отверстием, верхняя ступень которого - с большими диаметральными размерами, а также смонтированные с возможностью перемещения вдоль оси матрицы: сверху - закрепляемый на ползуне пресса пуансон и снизу - фасонную часть выталкивателя.
Предлагаемый инструмент от прототипа отличается тем, что он снабжен кольцевой нажимной обоймой со ступенчатой цилиндрической наружной поверхностью, обращенной вниз ступенью меньшего диаметра, и кольцевым упором со сквозным ступенчатым отверстием. Верхняя ступень отверстия матрицы выполнена цилиндрической с диаметральными размерами, соответствующими наружному диаметру нижней ступени упомянутой обоймы. Отверстие упомянутой обоймы выполнено сквозным, соответствующим диаметру пуансона. Ступенчатое отверстие кольцевого упора выполнено с диаметральными размерами нижней ступени меньшими, чем у верхней ступени этого отверстия и чем наружный диаметр верхней ступени нажимной обоймы.
Нажимная обойма выполнена с высотой верхней ступени меньшей, чем глубина верхней ступени отверстия кольцевого упора.
Технический результат - повышение точности полученных изделий.
Сущность изобретения поясняется чертежом, где:
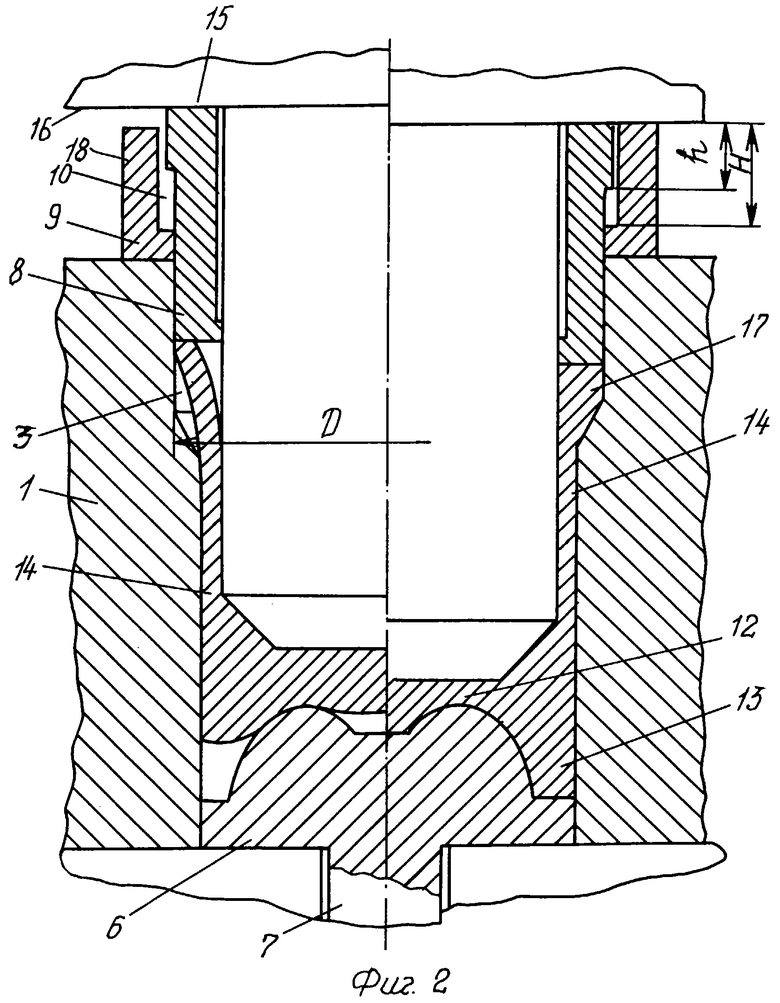
на фиг.1 - инструмент до начала формообразования полуфабриката;
на фиг.2 - слева - инструмент в промежуточной стадии формообразования, оправа - то же в момент окончания формообразования.
Инструмент состоит из матрицы 1 со сквозным круглым ступенчатым отверстием 2, верхняя ступень 3 которого выполнена с большими диаметральными размерами, а также смонтированных с возможностью перемещения вдоль оси матрицы 1: сверху - закрепляемого на ползуне 4 пресса круглого пуансона 5 и снизу - фасонной части 6 выталкивателя 7. Инструмент снабжен кольцевой нажимной обоймой 8 со ступенчатой цилиндрической наружной поверхностью и кольцевым упором 9 со сквозным ступенчатым отверстием 10.
При этом ступень 3 отверстия 2 матрицы выполнена цилиндрической с диаметральными размерами D, соответствующими наружному диаметру D нижней ступени упомянутой обоймы. Отверстие обоймы 8 выполнено сквозным, соответствующим диаметру d пуансона 5. Ступенчатое отверстие 10 кольцевого упора 9 выполнено с диаметральными размерами d1 нижней ступени меньшими, чем d2 у верхней ступени этого отверстия и чем d3 - наружный диаметр верхней ступени обоймы 8. Нажимная обойма 8 выполнена с высотой h верхней ступени меньшей, чем глубина Н верхней ступени отверстия кольцевого упора 9.
Формообразование чаши-полуфабриката колеса происходит следующим образом. В отверстие 2 матрица 1 укладывается нагретая заготовка 11.
Затем ставят кольцевой упор 9. Как вариант, упор 9 может быть постоянно закреплен на матрице 1. Обойму 8 опускают сквозь отверстия кольцевого упора 9 и ступени 3 отверстия 2 матрицы 1 до упора торца между ступенями обоймы 9 в торец между ступенями отверстия 10 кольцевого упора 9.
При смыкании пуансона 5 и заготовки 11 начинает формироваться дно 12 с кольцевым выступом 13, повторяющим форму фасонной части 6 выталкивателя 7. В зазор между пуансоном 5 и внутренней поверхностью отверстия 2 матрицы 1 выдавливается материал заготовки 11, образуя стенку 14 чаши.
При соприкосновении материала стенки 14 с нижним торцем обоймы 8 последняя перемещается вверх. Смыкание опорных поверхностей 15 и 16 соответственно обоймы 8 и ползуна 4 обеспечивает затем перемещение вниз обоймы 8 относительно неподвижной матрицы 1. Формообразование чаши завершается формированием задней реборды 17 при заполнении ступени 3 отверстия 2 матрицы 1 и окончательным оформлением конечных размера чаши-полуфабриката колеса при достижении опорной поверхностью ползуна 16 верхнего торца 18 кольцевого упора 9. Затем пуансон 5 перемещают вверх.
Выталкивателем 7 из матрицы 1 удаляют готовую чашу-полуфабрикат колеса и обойму 8. После отделения полуфабриката от обоймы 8 последняя готова для дальнейшего использования.
Предложение в рамках тенденции "гибкого" производства позволяет существенно снизить издержки при штамповке малыми партиями колес транспортных средств, так как в одном инструменте обеспечивается производство полуфабрикатов в большом диапазоне размеров. Это особенно значимо при изготовлении колес спортивных автомобилей из дорогостоящих алюминиевых и магниевых сплавов.
Два фактора улучшают экономические показатели производства колес. Во-первых, возможно без увеличения номенклатуры штамповой оснастки обеспечить весьма точное приближение размеров полуфабриката к расчетным для конкретного колеса. Следовательно, существенная экономия обеспечивается за счет рационального расходования материала заготовок. Во-вторых, существенно дешевле становится сам инструмент. Экономится материал, используемый для элементов штамповой оснастки, снижаются затраты на его изготовление, хранение и т.п.
| название | год | авторы | номер документа |
|---|---|---|---|
| ИНСТРУМЕНТ ДЛЯ ОБЪЕМНОЙ ШТАМПОВКИ ЧАШИ - ПОЛУФАБРИКАТА КОЛЕСА ТРАНСПОРТНОГО СРЕДСТВА | 2004 |
|
RU2277993C1 |
| ИНСТРУМЕНТ ДЛЯ ОБЪЕМНОЙ ШТАМПОВКИ ЧАШИ - ПОЛУФАБРИКАТА КОЛЕСА ТРАНСПОРТНОГО СРЕДСТВА | 2004 |
|
RU2261774C1 |
| ИНСТРУМЕНТ ДЛЯ ОБЪЕМНОЙ ШТАМПОВКИ ЧАШИ-ПОЛУФАБРИКАТА КОЛЕСА ТРАНСПОРТНОГО СРЕДСТВА | 2004 |
|
RU2257279C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАКАНОВ С ДВУМЯ ФЛАНЦАМИ | 2004 |
|
RU2274508C1 |
| ИНСТРУМЕНТ ДЛЯ ОБЪЕМНОЙ ШТАМПОВКИ ДЕТАЛЕЙ ТИПА ЧАШ | 2013 |
|
RU2579839C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ТИПА КОЛЕС | 2004 |
|
RU2253538C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАКАНОВ С ДВУМЯ ФЛАНЦАМИ | 2004 |
|
RU2257280C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАКАНОВ С ДВУМЯ ФЛАНЦАМИ | 2003 |
|
RU2239513C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАКАНОВ С ФЛАНЦАМИ | 2003 |
|
RU2241568C1 |
| КОЛЕСО ТРАНСПОРТНОГО СРЕДСТВА | 2005 |
|
RU2285621C1 |
Изобретение относится к обработке металлов давлением и может быть использовано в кузнечных цехах металлургических и машиностроительных заводов при изготовлении автомобильных колес и подобных им изделий. Инструмент содержит матрицу, подвижные вдоль нее закрепленный на ползуне пресса пуансон и фасонную часть выталкивателя, а также кольцевую нажимную обойму и кольцевой упор. Обойма выполнена со ступенчатой цилиндрической наружной поверхностью и сквозным отверстием, диаметр которого соответствует диаметру пуансона. Кольцевой упор имеет сквозное ступенчатое отверстие. Верхняя ступень отверстия матрицы выполнена цилиндрической с диаметром, соответствующим наружному диаметру нижней ступени нажимной обоймы. Ступенчатое отверстие кольцевого упора имеет диаметр нижней ступени меньший, чем диаметр верхней ступени этого отверстия, и наружный диаметр верхней ступени нажимной обоймы. Высота указанной верхней ступени меньше, чем глубина верхней ступени отверстия кольцевого упора. В результате обеспечивается повышение точности полученных полуфабрикатов. 2 ил.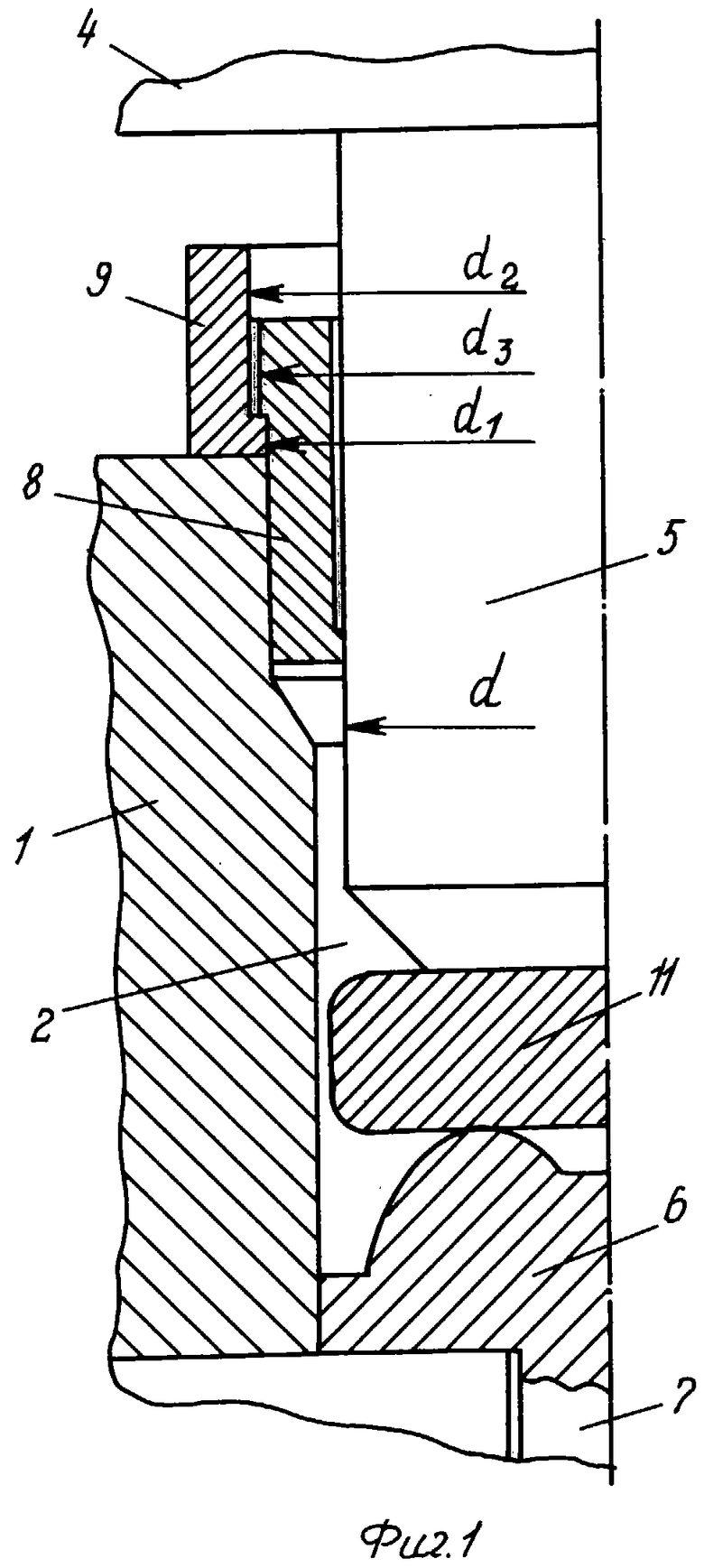
Инструмент для объемной штамповки чаши - полуфабриката колеса транспортного средства, содержащий матрицу со сквозным круглым ступенчатым отверстием, верхняя ступень которого выполнена с большим диаметром, а также закрепленный на ползуне пресса круглый пуансон и фасонную часть выталкивателя, смонтированные с возможностью перемещения вдоль оси матрицы соответственно сверху и снизу, отличающийся тем, что он снабжен кольцевой нажимной обоймой со ступенчатой цилиндрической наружной поверхностью и сквозным отверстием, диаметр которого соответствует диаметру пуансона, и кольцевым упором со сквозным ступенчатым отверстием, нажимная обойма обращена вниз ступенью меньшего диаметра, верхняя ступень отверстия матрицы выполнена цилиндрической с диаметром, соответствующим наружному диаметру нижней ступени нажимной обоймы, а ступенчатое отверстие кольцевого упора выполнено с диаметром нижней ступени, меньшим, чем диаметр верхней ступени этого отверстия и наружный диаметр верхней ступени нажимной обоймы, высота которой меньше, чем глубина верхней ступени отверстия кольцевого упора.
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАКАНОВ С ФЛАНЦАМИ | 1998 |
|
RU2135320C1 |
| Способ изготовления изделий типа колес | 1991 |
|
SU1797514A3 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ С ФЛАНЦАМИ | 0 |
|
SU261153A1 |
| ШТАМП ДЛЯ ВЫДАВЛИВАНИЯ ДЕТАЛЕЙ С ГЛУХОЙ ПОЛОСТЬЮ (ВАРИАНТЫ) | 1998 |
|
RU2125497C1 |
| Штамп для выдавливания изделий типа стаканов | 1983 |
|
SU1184596A1 |
| US 5694687 А, 09.12.1997 | |||
| Датчик давления Смыслова | 1987 |
|
SU1571446A1 |

