Предлагаемое изобретение относится к области обработки металлов давлением и может быть использовано в кузнечных цехах металлургических и машиностроительных заводов при изготовлении автомобильных колес и им подобных изделий.
Известен способ изготовления изделий типа колес, включающий подготовку исходной заготовки, формообразование промежуточного полуфабриката в виде чаши, образование кольцевого выступа и отростка на дне чаши, формовку на чаше реборды и дисковой части с рельефом, формирование обода и другой реборды из кольцевого выступа, а также термическую и механическую обработки (Патент и №2063838, кл. В 21 К 1/28, публ. 1996).
Недостатком этого способа является сложность штамповой оснастки, а также низкая производительность из-за необходимости выполнения большого числа технологических переходов обработки давлением.
Известен способ изготовления стаканов с двумя фланцами, например, автомобильных колес, включающий подготовку исходной заготовки, формирование промежуточного полуфабриката в виде чаши с фасонным дном, стенкой, утолщением при переходе стенки в дно, ограниченным с внутренней стороны чаши конусной поверхностью, кольцевым выступом на внешнем торце дна и отбортованный фланцем на стенке, окончательное формирование заготовки радиальной раздачей кольцевого выступа на дне чаши в другой фланец, термообработку и механическую обработку (Патент РФ №2135320, кл. В 21 К 1/28, публ. 1999 - прототип).
Недостатком известного способа является трудность обеспечения нужного качества готовых изделий из-за недостаточно рациональной структуры волокон при деформировании, что ухудшает прочностные характеристики в условиях циклического нагружения при эксплуатации.
Предлагаемый способ изготовления стаканов с двумя фланцами, например, автомобильных колес включает подготовку исходной заготовки и формирование промежуточного полуфабриката в виде чаши с фасонным дном, стенкой, утолщением при переходе стенки в дно, ограниченным с внутренней стороны чаши поверхностью вращения, кольцевым выступом на внешнем торце дна и фланцем на торце стенки. Затем окончательно формируют заготовку радиальной раздачей кольцевого выступа на дне чаши во второй фланец.
Кольцевой выступ изнутри выполняют конусным. При формировании промежуточного полуфабриката фланец на стенке образовывают, прикладывая осевое усилие к ее торцу, путем увеличения толщины стенки у торца при ее постоянных диаметральных размерах с внутренней стороны. При окончательном формировании заготовки стенку в зоне, примыкающей к ее торцу, изнутри раздают на конус с вершиной, обращенной к дну чаши. После чего ведут термообработку и механическую обработку.
Предлагаемый способ отличается от прототипа тем, что кольцевой выступ изнутри выполнен конусным, при формировании промежуточного полуфабриката фланец на стенке образовывают, прикладывая осевое усилие к ее торцу, путем увеличения толщины стенки у торца при ее постоянных диаметральных размерах с внутренней стороны, а при окончательном формировании заготовки стенку в зоне, примыкающей к ее торцу, изнутри раздают на конус с вершиной, обращенной к дну чаши, при этом геометрические параметры стакана и полуфабриката выбирают из диапазонов
5°≤α≤45° и
1°≤β≤30°,
где α и β - соответственно углы конусности кольцевого выступа и стенки в зоне, примыкающей к ее торцу.
Утолщение при переходе стенки в дно ограничено с внутренней стороны чаши конусной поверхностью с углом конусности γ в диапазоне 30-60° или тороидальной поверхностью, размеры которой определены зависимостью
1,2S≤R≤2НК,
где R - радиус образующей тора,
НК и S - соответственно толщины дна и стенки в зоне, примыкающей к утолщению.
Технический результат предлагаемого изобретения - повышение качества готовых изделий благодаря рационализации структуры волокон при деформировании и, соответственно, улучшения прочностных характеристик в условиях циклического нагружения при эксплуатации.
Полученные таким образом стаканы имеют минимальные припуски на механическую обработку, что позволяет снижать расход дорогих материалов заготовок и, следовательно, стоимость готовых изделий.
Предлагаемое изобретение поясняется чертежами, где показаны:
на фиг.1 - формирование промежуточного полуфабриката;
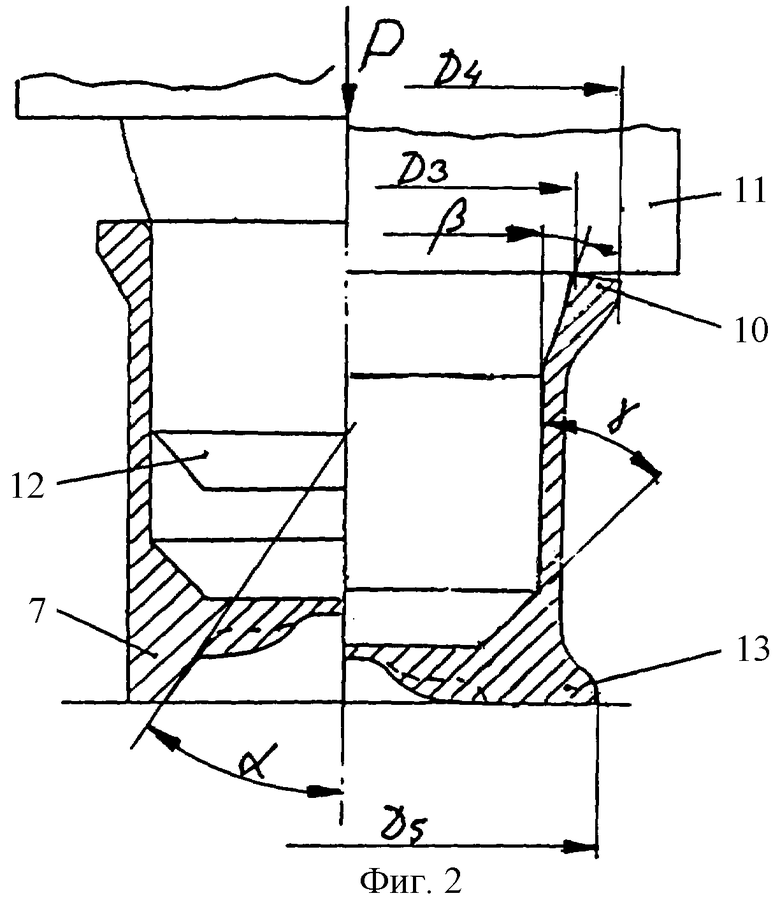
на фиг.2 - окончательное формообразование стакана, вариант с коническим утолщением при переходе стенки в дно;
на фиг.3 - то же, вариант с утолщением при переходе стенки в дно, ограниченным тороидальной поверхностью.
ПРИМЕРЫ
1. Изготавливалось спортивное колесо размерами 13″×19″ из алюминиевого сплава типа 6061. Исходная заготовка 1 (фиг.1) размерами ⊘ 500 мм × 110 мм массой 60 кг нагревалась и укладывалась в полость штампа 2 с фасонным выталкивателем 3 и пуансоном 4. Прикладывали деформирующее усилие Р и обратным выдавливанием образовывали полуфабрикат в виде чаши высотой Н=400 мм, наружным диаметром D1=505 мм и толщиной стенки 5 S=12 мм.
Одновременно, так как осевое усилие воздействовало на открытый торец чаши, формируется фланец 6 путем увеличения толщины стенки 5 у торца до SФ=25 мм, сохраняя внутренний диаметр D2 постоянным.
При этом на внешней поверхности донной части образовывали кольцевой выступ 7 с внутренней конусной поверхностью. Зону перехода от дна 8 к стенке 5 выполнили утолщенной. Утолщение 9 изнутри ограничено поверхностью вращения.
Угол конусности поверхности кольцевого выступа 7 α=25° (фиг.2). При окончательном формировании готового изделия утолщенную часть стенки изнутри раздавали до диаметра D3=501 мм на конус с углом конусности β=15°, что позволило образовать фланец - заднюю реборду 10 колеса диаметром D4=526 мм. Утолщение 9 ограничено изнутри конусной поверхностью с углом конусности γ=55°. При соприкосновении торцом утолщенной части 11 и конусной частью 12 пуансона 4 соответственно с ребордой 10 и утолщением 9 продолжили окончательное формообразование. Стакан перемещали вдоль оси, деформируя кольцевой выступ 7. При этом металл смещается в радиальном направлении, образуя второй фланец - переднюю реборду 13 диаметром D5=528 мм. После чего вели термообработку и механическую обработку.
2. Изготавливалось такое же колесо 13”×19”, но из сплава системы магний-литий. Утолщение 9 (фиг.3) ограничено изнутри тороидальной поверхностью с радиусом образующей R=25 мм, так как на пуансоне 4 выполнена тороидальная часть 14 соответствующих размеров. Толщина дна стакана в зоне, примыкающей к утолщению при переходе стенки в дно, НК=20 мм. Толщина стенки в зоне, примыкающей к этому утолщению, S=15 мм. Остальные размеры, соответственно, как в примере 1.
Таким образом, предлагаемый способ позволяет повысить качество готовых изделий, преимущественно автомобильных колес спортивных автомобилей, благодаря рационализации структуры волокон при деформировании и предотвращению растрескивания при формировании реборд. Последнее особенно значимо при производстве изделий из сплавов системы магний-литий.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАКАНОВ С ДВУМЯ ФЛАНЦАМИ | 2003 |
|
RU2239513C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАКАНОВ С ДВУМЯ ФЛАНЦАМИ | 2003 |
|
RU2250150C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАКАНОВ С ФЛАНЦАМИ | 2003 |
|
RU2241568C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАКАНОВ С ДВУМЯ ФЛАНЦАМИ | 2004 |
|
RU2257280C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ТИПА КОЛЕС | 2004 |
|
RU2253538C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАКАНОВ С ДВУМЯ ФЛАНЦАМИ | 2004 |
|
RU2274508C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАКАНОВ С ДВУМЯ ФЛАНЦАМИ | 2003 |
|
RU2253537C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАКАНОВ С ФЛАНЦАМИ | 2004 |
|
RU2253539C1 |
| ИНСТРУМЕНТ ДЛЯ ОБЪЕМНОЙ ШТАМПОВКИ ЧАШИ - ПОЛУФАБРИКАТА КОЛЕСА ТРАНСПОРТНОГО СРЕДСТВА | 2004 |
|
RU2261774C1 |
| ИНСТРУМЕНТ ДЛЯ ОБЪЕМНОЙ ШТАМПОВКИ ЧАШИ-ПОЛУФАБРИКАТА КОЛЕСА ТРАНСПОРТНОГО СРЕДСТВА | 2004 |
|
RU2257279C1 |

Изобретение относится к обработке металлов давлением и может быть использовано в кузнечных цехах металлургических и машиностроительных заводов при изготовлении автомобильных колес и подобных им изделий. После подготовки исходной заготовки производят формирование промежуточного полуфабриката в виде чаши с фасонным дном, стенкой, утолщением при переходе стенки в дно, ограниченным с внутренней стороны чаши поверхностью вращения, кольцевым выступом на внешнем торце дна и фланцем на торце стенки. При этом указанный кольцевой выступ изнутри выполняют конусным. Фланец на торце стенки образуют приложением к этому торцу осевого усилия с увеличением толщины стенки у торца при ее постоянных диаметральных размерах с внутренней стороны. Затем производят окончательное формирование заготовки, при котором стенку промежуточного полуфабриката изнутри раздают в зоне, примыкающей к ее торцу. При этом получают конус с вершиной, обращенной к дну чаши. Угол конусности кольцевого выступа промежуточного полуфабриката и угол конусности стенки заготовки в зоне, примыкающей к ее торцу, выбирают из приведенных диапазонов. В результате обеспечивается повышение качества готовых изделий. 3 з.п. ф-лы, 3 ил.

5°≤α≤45°;
1°≤β≤30°.
1,2S≤R≤2Нк,
где Нк - толщина дна стакана в зоне, примыкающей к утолщению;
S - толщина стенки стакана в зоне, примыкающей к утолщению.
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАКАНОВ С ФЛАНЦАМИ | 1998 |
|
RU2135320C1 |
| Способ изготовления изделий типа колес | 1991 |
|
SU1797514A3 |
| Способ изготовления изделий типа колес | 1991 |
|
SU1811430A3 |
| RU 2055674 C1, 10.03.1996 | |||
| US 4294101 А, 13.10.1981 | |||
| DE 10003791 А1, 09.08.2001. | |||

