Предполагаемое изобретение относится к области обработки металлов давлением и может быть использовано в кузнечных цехах металлургических и машиностроительных заводов при изготовлении автомобильных колес и им подобных изделий.
Известен способ изготовления изделий типа колес, включающий подготовку исходной заготовки, формообразование промежуточного полуфабриката в виде чаши, образование кольцевого выступа и отростка на дне чаши, формовку на чаше реборды и дисковой чаши с рельефом, формирование обода и другой реборды из кольцевого выступа, а также термическую и механическую обработки (патент РФ № 2063838, кл. В 21 К 1/26, 1996).
Недостатком этого способа является сложность штамповой оснастки, а также низкая производительность из-за необходимости выполнения большого числа технологических переходов обработки давлением.
Известен способ изготовления стаканов с двумя фланцами, например. автомобильных колес, включающий подготовку исходной заготовки, формирование промежуточного полуфабриката в виде чаши с фасонным дном, стенкой, утолщением при переходе стенки в дно, ограниченным с внутренней стороны чаши конусной поверхностью, кольцевым выступом на внешнем торце дна и фланцем на торце стенки, окончательное формирование заготовки, включающее раздачу кольцевого выступа на дне чаши в другой фланец, термообработку и механическую обработку (патент РФ № 2135320, кл. В 21 К 1/28, 1999, - прототип).
Недостатком известного способа является трудность обеспечения нужного качества готовых изделий из-за недостаточно рациональной структуры волокон при деформировании, что ухудшает прочностные характеристики в условиях циклического нагружения при эксплуатации, а также узкая специализация получаемых заготовок, что существенно удорожает изготовление малых партий колес. Последнее наиболее важно для колес спортивных автомобилей, форма и размеры которых строго индивидуализируются в соответствии с требованиями каждого заказчика.
Предлагаемый способ изготовления стаканов с фланцами, например, автомобильных колес, включает подготовку исходной заготовки и формирование промежуточного полуфабриката в виде чаши с фасонным дном, стенкой, утолщением при переходе стенки в дно, ограниченным с внутренней стороны чаши конусной поверхностью, кольцевым выступом на внешнем торце дна и фланцем на торце стенки. Затем окончательно формируют заготовки радиальной раздачей кольцевого выступа на дне чаши во второй фланец. При формировании промежуточного полуфабриката на внутреннем торце дна выполняют центральный выступ. Фланец на стенке образовывают, прикладывая осевое усилие к ее торцу, путем увеличения толщины стенки у торца при ее постоянных диаметральных размерах с внутренней стороны.
При окончательном формировании заготовки стенку раздают изнутри. В донной части стакана фланец формируют с ограничением наружного диаметра и увеличением толщины и увеличивают высоту упомянутого центрального выступа на дне при уменьшении толщины последнего.
Высоту центрального выступа и толщину дна определяют соотношениями:
где h1 и h2 - высота центрального выступа;
H1 и Н2 - толщина дна соответственно промежуточного полуфабриката и окончательно сформированной заготовки.
Одновременно с увеличением высоты центрального выступа увеличивают и его диаметр. После чего ведут термообработку и механическую обработку.
Предлагаемый способ отличается от прототипа тем, что при формировании промежуточного полуфабриката на внутреннем торце дна выполняют центральный выступ, фланец на стенке образовывают, прикладывая осевое усилие к ее торцу, путем увеличения толщины стенки у торца при ее постоянных диаметральных размерах с внутренней стороны, а при окончательном формировании заготовки стенку раздают изнутри, при этом в донной части стакана фланец формируют с ограничением наружного диаметра и увеличением толщины и увеличивают высоту упомянутого центрального выступа на дне при уменьшении толщины последнего. При этом высота центрального выступа и толщина дна определены соотношениями:
где h1 и h2- высота центрального выступа,
H1 и H2 - толщина дна соответственно промежуточного полуфабриката и окончательно сформированной заготовки, а также тем, что одновременно с увеличением высоты центрального выступа увеличивают и его диаметр.
Технический результат предполагаемого изобретения - повышение качества готовых изделий благодаря рационализации структуры волокон при деформировании и, соответственно, улучшение прочностных характеристик в условиях циклического нагружения при эксплуатации.
Полученные заготовки имеют универсальную форму и размеры для группы близких по геометрическим параметрам колес, что позволяет существенно удешевить изготовление малых партий колес.
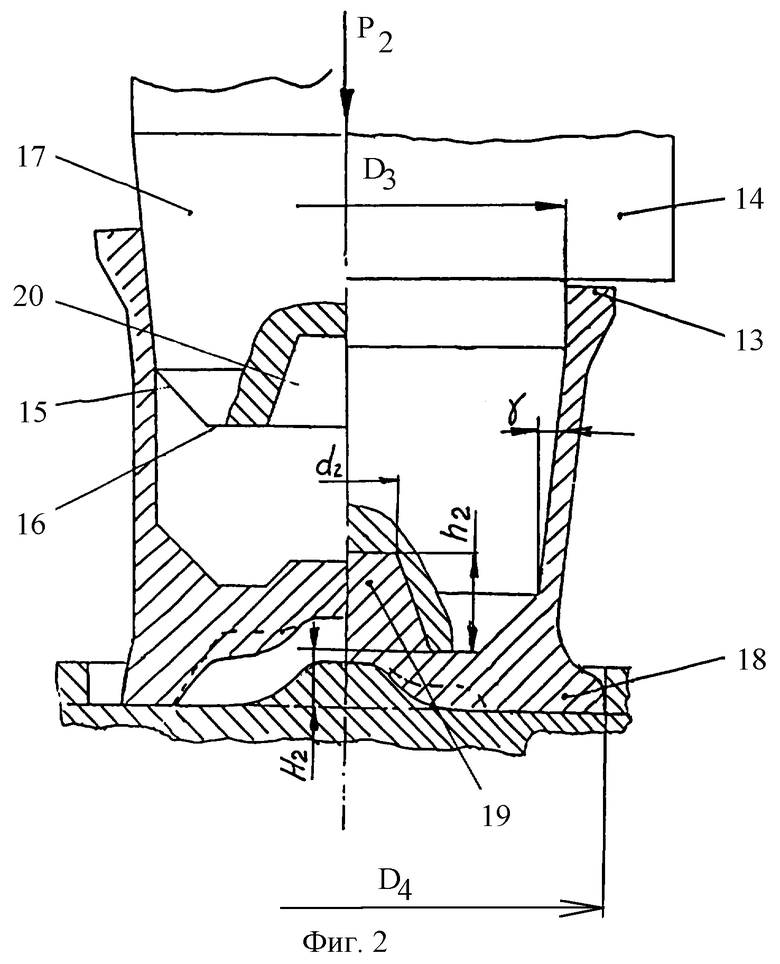
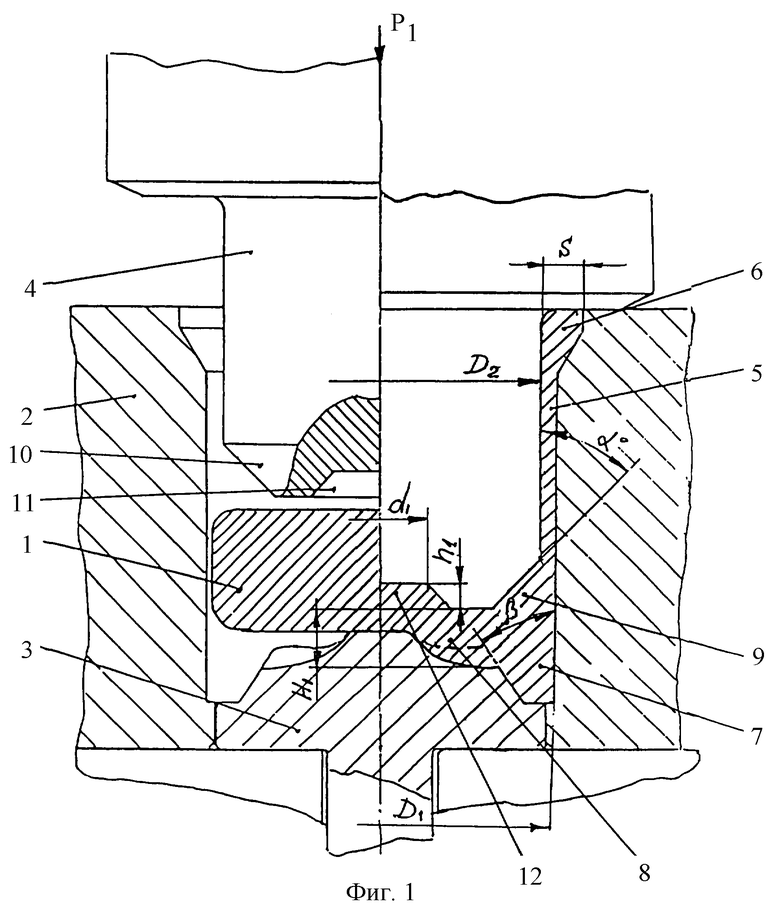
Предполагаемое изобретение поясняется чертежом, где показаны на фиг.1 - формирование промежуточного полуфабриката; на фиг.2 - окончательное формообразование стакана.
Пример.
Изготавливалось спортивное колесо размерами 11″×18″ из алюминиевого сплава типа 6061. Исходная заготовка 1 (фиг.1) размерами ⊘ 400×100 мм массой 40 кг нагревалась и укладывалась в полость штампа 2 с фасонным выталкивателем 3 и пуансоном 4. Прикладывали деформирующее усилие P1 и обратным выдавливанием образовывали полуфабрикат в виде чаши с наружным диаметром Д1=424 мм и внутренним диаметром Д2=400 мм при постоянной толщине стенки 5. Одновременно, так как осевое усилие воздействовало на открытый торец чаши, формируется фланец 6 путем увеличения толщины стенки 5 у торца до S=25 мм. При этом на внешней поверхности донной части чаши образовывали кольцевой выступ 7 с внутренней конусной поверхностью. Толщина дна 8 H1=42 мм. Зону перехода от дна 8 к стенке 5 выполнили утолщенной. Утолщение 9 изнутри ограничено поверхностью вращения с углом конусности α=30°, а угол конусности поверхности кольцевого выступа β=8°. Форму и размеры зоны перехода в виде утолщения 9 определяет конусная поверхность 10 пуансона 4. Полость 11 на торце последнего формирует центральный выступ 12 высотой h1=100 мм. При окончательном формировании заготовки стенку 5 раздают изнутри в зоне, примыкающей к утолщению 9 на конус с углом конусности γ=5,5°, а в зоне торца - с образованием внутренней цилиндрической поверхности Д3=452 мм. что позволило преобразовать фланец 6 в заднюю реборду 13 колеса.
При соприкосновении торцом утолщенной части 14, конусной поверхностью 15 и плоским торцом 16 пуансона 17 соответственно с ребордой 13, утолщением 9 и дном 8 продолжили окончательное формообразование.
Стакан перемещали вдоль оси усилием Р2. При этом металл смещается в радиальном направлении, преобразовывая кольцевой выступ 7 в переднюю реборду 18, а также вдоль оси стакана, увеличивая высоту центрального выступа 19 до величины h2=130 мм, определяемой размерами полости 20 пуансона 17. Толщина дна уменьшается до величины Н2=35 мм. Диаметр обеих реборд Д4=502 мм.
При окончательном формировании заготовки центральный выступ 12, преобразовываясь в центральный выступ 19, увеличивается не только по высоте, но и по диаметру. У выступа 12 d1=180 мм, а у выступа 19 d2=190 мм.
Таким образом, предлагаемый способ позволяет обеспечить высокое качество готовых изделий, преимущественно автомобильных колес спортивных автомобилей, благодаря рациональной структуре волокон при деформировании, а также выполнять групповую обработку близких по геометрическим параметрам колес, что позволяет существенно удешевить изготовление малых партий колес.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАКАНОВ С ДВУМЯ ФЛАНЦАМИ | 2003 |
|
RU2239513C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАКАНОВ С ДВУМЯ ФЛАНЦАМИ | 2003 |
|
RU2250150C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАКАНОВ С ФЛАНЦАМИ | 2003 |
|
RU2239512C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАКАНОВ С ДВУМЯ ФЛАНЦАМИ | 2004 |
|
RU2257280C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ТИПА КОЛЕС | 2004 |
|
RU2253538C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАКАНОВ С ФЛАНЦАМИ | 2004 |
|
RU2253539C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАКАНОВ С ДВУМЯ ФЛАНЦАМИ | 2003 |
|
RU2253537C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАКАНОВ С ДВУМЯ ФЛАНЦАМИ | 2004 |
|
RU2274508C1 |
| ИНСТРУМЕНТ ДЛЯ ОБЪЕМНОЙ ШТАМПОВКИ ЧАШИ - ПОЛУФАБРИКАТА КОЛЕСА ТРАНСПОРТНОГО СРЕДСТВА | 2004 |
|
RU2261774C1 |
| ИНСТРУМЕНТ ДЛЯ ОБЪЕМНОЙ ШТАМПОВКИ ЧАШИ - ПОЛУФАБРИКАТА КОЛЕСА ТРАНСПОРТНОГО СРЕДСТВА | 2004 |
|
RU2277993C1 |
Изобретение относится к обработке металлов давлением и может быть использовано в кузнечных цехах металлургических и машиностроительных заводов при изготовлении автомобильных колес и подобных им изделий. После подготовки исходной заготовки формируют промежуточный полуфабрикат в виде чаши с фасонным дном, стенкой, утолщением при переходе стенки в дно, ограниченным с внутренней стороны чаши конусной поверхностью, кольцевым выступом на внешнем торце дна и фланцем на торце стенки. При этом на внутреннем торце дна выполняют центральный выступ. Фланец на стенке образуют приложением осевого усилия к ее торцу путем увеличения толщины стенки при ее постоянных диаметральных размерах с внутренней стороны. Затем производят окончательное формирование заготовки с раздачей кольцевого выступа на дне чаши в другой фланец. При этом стенку заготовки раздают изнутри. Фланец в донной части стакана формируют с ограничением наружного диаметра и увеличением толщины. Кроме того, увеличивают высоту центрального выступа на дне при уменьшении толщины последнего. Затем производят термообработку и механическую обработку полученных стаканов. В результате обеспечивается повышение качества готовых изделий и улучшение их прочностных характеристик. 2 з.п. ф-лы, 2 ил.
где h1 и h2 - высота центрального выступа соответственно промежуточного полуфабриката и окончательно сформированной заготовки;
H1 и Н2 - толщина дна соответственно промежуточного полуфабриката и окончательно сформированной заготовки.
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАКАНОВ С ФЛАНЦАМИ | 1998 |
|
RU2135320C1 |
| Способ изготовления изделий типа колес | 1991 |
|
SU1797514A3 |
| Способ изготовления изделий типа колес | 1991 |
|
SU1811430A3 |
| RU 2055674 C1, 10.03.1996 | |||
| US 4294101 A, 13.10.1981 | |||
| DE 10003791 А1, 09.08.2001. | |||

