Изобретение относится к созданию режущих пластин с полностью или частично резьбовым центральным отверстием.
Большая часть множества имеющихся на рынке в настоящее время различных режущих пластин имеет сквозное центральное отверстие (Сахаров Г.Н. и др. Металлорежущие инструменты. -М.: Машиностроение, 1989, с. 50, рис. 2, 8 л, с. 30, табл. 11). Это отверстие предназначено для ввода в него подходящего стопорного винта для зажима режущей пластины в держателе. Если режущая пластина предназначена для проведения токарных операций, то держатель обычно представляет собой токарный суппорт (резцедержатель), если режущая пластина предназначена для фрезерования, то держателем является, например, тело фрезы, фреза с длинной кромкой (для горизонтального фрезерования) или торцевая фреза. Режущая пластина может быть также предназначена для расточки и тогда она зажимается винтом на расточном шпинделе. Наиболее общим случаем является использование многогранных режущих пластин, т.е. таких пластин, в которых при износе одной из режущих кромок стопорный винт ослабляют и пластину поворачивают на половину или четверть оборота, в результате чего в рабочее положение устанавливают новую режущую кромку. Существуют режущие пластины, в том числе и многогранные режущие пластины, с самой разнообразной геометрией, позволяющей обеспечивать нормальный разлом стружки и нормальное управление сходом стружки при малом износе инструмента. Режущие пластины изготавливают главным образом из твердого сплава, с покрытием и без него, однако также существуют режущие пластины и из различных керамических материалов. Они обычно имеют квадратную, треугольную, ромбическую, прямоугольную или шестиугольную основные формы, однако могут случаться и другие основные формы. Однако при любой форме режущие пластины обычно имеют один общий признак, а именно все они снабжены центральным сквозным отверстием в точке геометрического центра пластины. Эти отверстия могут иметь различную форму, однако общим для них является то, что стенки отверстия являются главным образом гладкими. Как уже было упомянуто, винт с резьбой вводится в гладкое отверстие, завинчивается в резьбовое отверстие в собственно держателе, в котором покоится режущая пластина, и зажимается в этом держателе. Эта базовая конфигурация обычно работает удовлетворительно, однако тем не менее имеет некоторые недостатки, которые было бы желательно устранить. В частности, чтобы не мешать сходу стружки, головка винта должна входить в соответствующую зенковку в отверстии режущей пластины, что приводит к дополнительному ослаблению режущей пластины, которая и так уже является относительно хрупкой. Кроме того, главным образом в результате этого уменьшения прочности режущей пластины, нет возможности сделать центральное отверстие с достаточно большим диаметром, что приводит к тому, что и диаметр винта становится относительно малым. Поэтому иногда это приводит к разрыву винта при его неосторожной и/или слишком сильной затяжке. Если посмотреть на проблему с другой стороны, то максимально допустимый диаметр винта ограничивает возможное значение усилия затяжки.
Другой недостаток состоит в том, что требование обеспечения легкого доступа к головке винта иногда образует осложняющий и ограничивающий фактор при разработке новых конструкций, например при разработке новых фрез с очень малым шагом. Другим случаем, когда требуется обеспечение легкого доступа, является случай закрепления винтами очень большого числа режущих пластин, с использованием электрического устройства для затяжки винтов ("винтоверта") с ограничением заданного максимального момента. Надо сказать, например, что при проведении некоторых операций обдирки стержней требуется очень большое число режущих пластин и доступ для применения такого устройства для затяжки явно недостаточен.
Задачей изобретения является создание режущей пластины с большим диаметром отверстия, что позволяет применить большие силы затяжки.
Другой задачей изобретения является улучшение доступа при затяжке стопорного винта.
Указанные ранее и другие характеристики изобретения были обеспечены удивительно простым образом за счет снабжения режущей пластины полностью или частично резьбовым отверстием в соответствии с п.1 формулы изобретения.
На фиг. 1 показан вид в перспективе сбоку снизу устройства крепления режущей пластины в соответствии с изобретением.
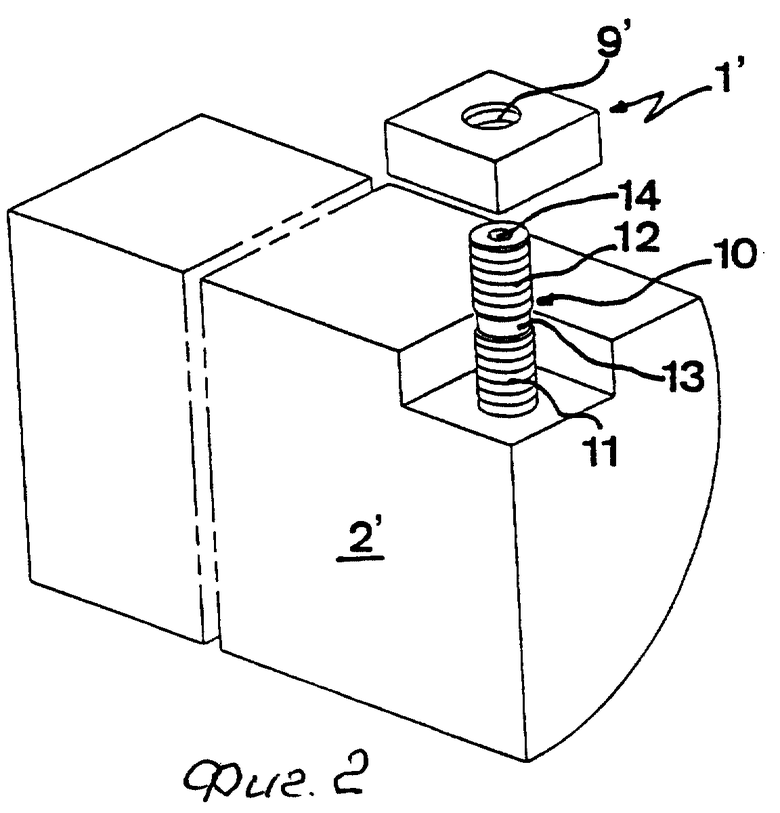
На фиг. 2 показан вид в перспективе сбоку сверху другого устройства крепления режущей пластины в соответствии с изобретением.
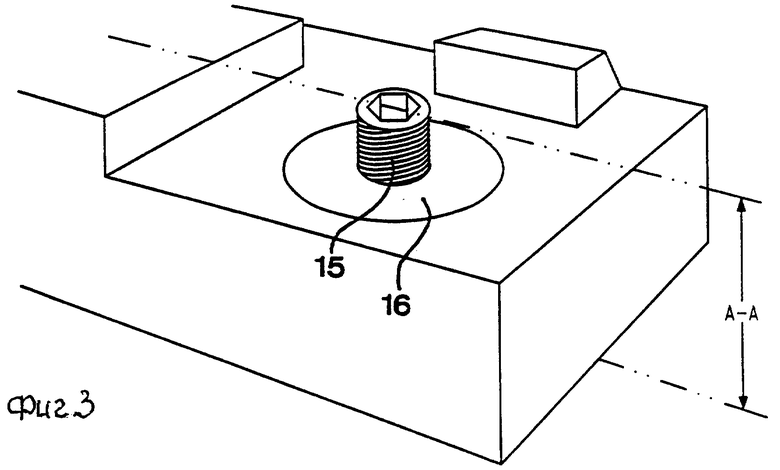
На фиг. 3 показано другое устройство крепления режущей пластины в соответствии с изобретением.
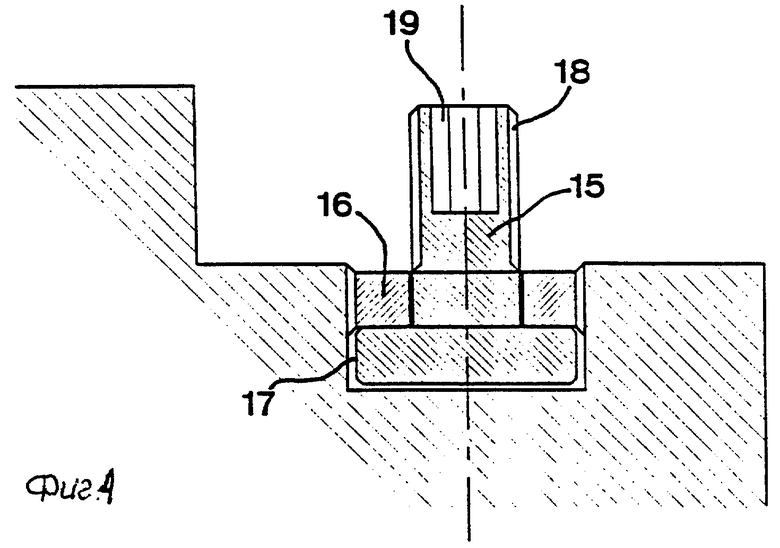
На фиг. 4 показано поперечное сечение А-А на фиг. 3.
На фиг. 1 показана режущая пластина, в том числе и многогранная режущая пластина, которая в общем в виде обозначена позицией 1, и держатель 2. Режущая пластина изготовлена в виде единой детали. Геометрия режущей пластины 1 не является существенной для настоящего изобретения, если ее нижняя опорная поверхность 3 частично или полностью имеет достаточную плоскостность для гарантирования стабильного положения резания и для выдерживания напряжений.
Конструкция держателя 2 также не является существенной для настоящего изобретения, поэтому он показан на чертежах только для лучшего понимания смысла изобретения. В соответствии с вариантом, показанным на фиг. 1, держатель имеет сквозное отверстие 4, которое предназначено для ввода в него стопорного винта 5. Головка 6 стопорного винта 5 должна преимущественно заходить в расточку (зенковку) отверстия 4, для этого отверстие 4 имеет больший диаметр в его нижней части. Преимущественно отверстие является гладким по всей его длине. Однако отверстие 4 может также иметь резьбовую часть, которая соответствует резьбе винта 7; винт 7 по резьбе вводится в отверстие глубже резьбовой его части и после этого не может выпасть из отверстия 4. В этом случае не резьбовая часть 8 винта должна иметь несколько меньший диаметр, чем диаметр резьбы 7, чтобы свободно вращаться в резьбовой части отверстия.
Основной характеристикой изобретения является то, что центральное отверстие 9 режущей пластины является резьбовым, что позволяет произвести зажим этой пластины при помощи резьбы 7 стопорного винта. Резьба режущей пластины сформирована непосредственно в твердом материале, из которого состоит режущая пластина. Так как выполнение такой резьбы невозможно при обычном прессовании (из порошка), то режущую пластину изготавливают при помощи технологии инжекционного формования, которая известна сама по себе. Эта технология широко применяется в промышленности производства пластмасс для изготовления деталей различной формы. Паста, которая содержит термопластичный или термореактивный полимер или состоит из него, нагревается до достаточной температуры и после этого запрессовывается через головку экструдера в форму желательной геометрии. В порошковой металлургии инжекционное формование используют для производства деталей относительно сложной формы из металлического порошка, такого как порошок твердого сплава. Для этого порошок цементированного карбида перемешивают с полимером. После формования полимер удаляют, после чего деталь спекают главным образом аналогично спеканию при изготовлении деталей прессованного инструмента. Резьбу получают за счет ввода в форму посредине резьбовой пробки, которую вывинчивают после проведения процесса формования или выжигают после спекания.
Тип резьбы не является существенным для изобретения. Так, например, центральное отверстие может содержать различные известные сами по себе виды резьбы, такие как V-образные резьбы с треугольным базовым профилем (например, нормальную метрическую резьбу или так называемую M-резьбу), различные трубные резьбы, трапециевидные и квадратные резьбы, а также так называемые круглые резьбы. Кроме того, отверстие (в режущей пластине) может быть конусным, хотя наиболее широко используются отверстия цилиндрической формы. Преимущество использования конической формы заключается в том, что винт легко можно ввести в отверстие и извлечь из него, например, путем поворота всего на два оборота.
Преимущественно центральное отверстие 9 представляет собой сквозное отверстие, однако оно может быть также и глухим отверстием. В этом последнем случае, естественно, следует выбрать надлежащую длину винта, чтобы обеспечить достаточный зазор между концом винта и дном отверстия. Если имеется достаточный доступ со стороны резания, то может быть также выбрана конструкция в соответствии с фиг. 2. На фиг. 2 показано, что режущая пластина 1' зажата при помощи дифференциального винта с двойной резьбой. Этот винт имеет два резьбовых участка 11 и 12 соответственно и поясок 13 без резьбы между этими участками. Указанные участки 11 и 12 имеют резьбу, нарезанную в противоположных направлениях, что известно само по себе. Например, участок 11 может иметь левостороннюю резьбу, так же как и резьба в отверстии держателя 2', а участок 12 может иметь правостороннюю резьбу, так же как и резьба в отверстии 9' режущей пластины. Поворот дифференциального винта производят путем ввода в его отверстие 14, которое имеет шестигранную форму или форму "torx" соответствующего зажимного инструмента. В этом случае отверстие в держателе также может быть сквозным, при этом дифференциальный винт на другом его конце имеет соответствующий паз, что позволяет производить его затяжку как сверху, так и снизу.
Если один вариант зажима режущей пластины в соответствии с изобретением показан на фиг. 3 и 4. В соответствии с этим вариантом стопорный винт 15 блокируется в состоянии вращения при помощи предохранительной шайбы 16 с резьбовой образующей поверхностью. Держатель имеет глухое отверстие 17, которое по меньшей мере в его верхней части имеет резьбу для резьбового крепления предохранительной шайбы 16. Однако перед тем, как ввести по резьбе в отверстие 17 предохранительную шайбу, через центральное отверстие предохранительной шайбы 16 пропускают винт, в результате чего винт сохраняет возможность вращения после того, как предохранительную шайбу закрепили при помощи резьбового соединения. Стопорный винт имеет резьбу 18 противоположного направления относительно резьбы предохранительной шайбы 16. На конце винта имеется центральная выемка 19 для зажима режущей пластины; обычно выемка 19 имеет шестигранную форму или форму "torx". Отверстие меньшего диаметра, чем диаметр глухого отверстия 17, может быть предусмотрено в дне отверстия 17 по его центру, при этом головка стопорного винта 15 может иметь выемку для ввода в нее инструмента, аналогичную выемке 19. В таком случае винт можно вращать как снизу, так и сверху.
Как это можно понять из предшествующего описания, еще одно преимущество изобретения заключается в том, что стопорный винт удерживается в держателе при замене режущей пластины и при повороте многогранной режущей пластины в положение новой режущей кромки (является невыпадающим). Поэтому в таком случае устраняется трудоемкая операция наживления стопорного винта, который к тому же легко может потеряться.
| название | год | авторы | номер документа |
|---|---|---|---|
| СВЕРЛО | 1995 |
|
RU2147265C1 |
| ФРЕЗЕРНАЯ ГОЛОВКА | 1994 |
|
RU2111093C1 |
| ОПОРНЫЙ ВКЛАДЫШ ДЛЯ СВЕРЛА | 1995 |
|
RU2136450C1 |
| ТОРЦЕВАЯ ФРЕЗА | 1994 |
|
RU2111092C1 |
| Режущий инструмент, а также резцовая кассета для него | 2013 |
|
RU2643009C2 |
| ФРЕЗЕРНЫЙ ИНСТРУМЕНТ | 2013 |
|
RU2638475C2 |
| СВЕРЛО | 1995 |
|
RU2146986C1 |
| ФРЕЗА | 1999 |
|
RU2220823C2 |
| УСТРОЙСТВО ДЛЯ ЗАКРЕПЛЕНИЯ РЕЖУЩЕЙ ПЛАСТИНЫ В ДЕРЖАТЕЛЯХ ПРИ ОБРАБОТКЕ РЕЗАНИЕМ | 1995 |
|
RU2121905C1 |
| РЕЖУЩАЯ ПЛАСТИНА | 1994 |
|
RU2114721C1 |
Изобретение предназначено для обработки резанием преимущественно металлических материалов. Пластина выполнена из твердого сплава с использованием инжектонного формования и имеет отверстия для ввода стопорного винта. Указанное отверстие выполнено полностью или частично резьбовым. Отверстие может быть расположено по центру пластины и выполнено сквозным. Увеличен диаметр стопорного винта за счет выполнения отверстия резьбовым. Обеспечен легкий доступ к головке винта. 1 з.п. ф-лы, 4 ил.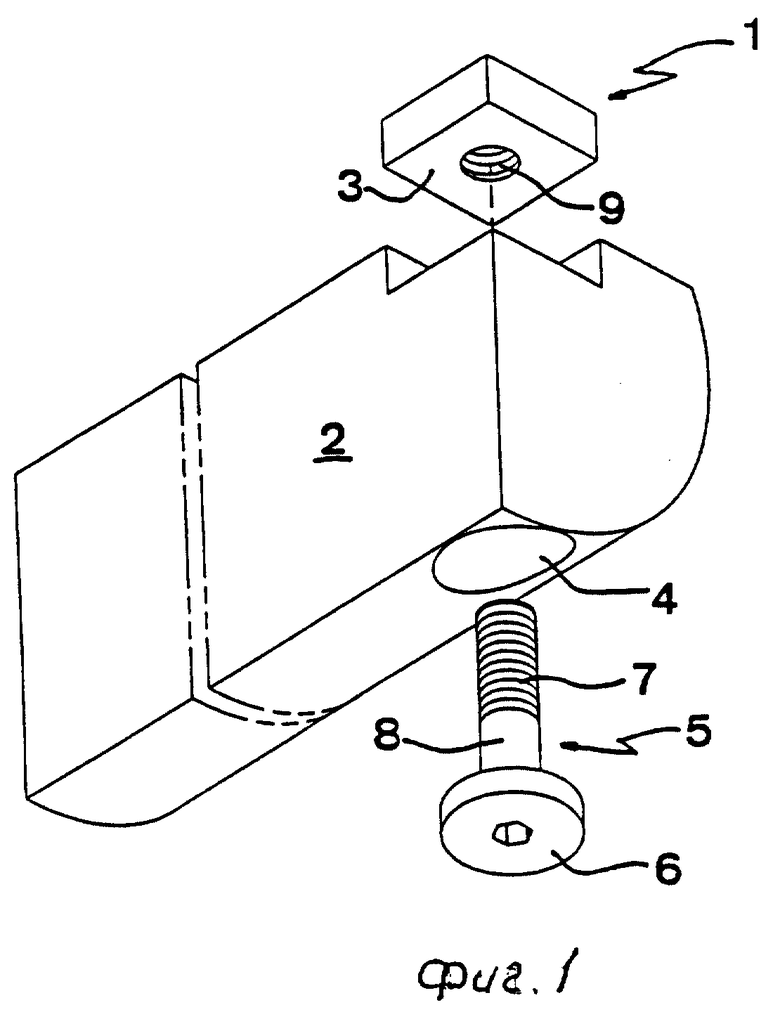
| Сахаров Г.И | |||
| и др | |||
| Металлорежущие инструменты | |||
| -М.: Машиностроение, 1989, с | |||
| Устройство для выпрямления многофазного тока | 1923 |
|
SU50A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ обработки медных солей нафтеновых кислот | 1923 |
|
SU30A1 |
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
| Сборный режущий инструмент | 1985 |
|
SU1255287A1 |
| Фреза | 1989 |
|
SU1748970A1 |
| US 4378184 A, 29.03.83 | |||
| GB 1356445 A, 12.06.74 | |||
| DE 2935435 A1, 19.03.81. | |||

