Изобретение относится к сварочной технике, а именно, к устройствам источников питания переменного тока для дуговой сварки (преимущественно алюминия и его сплавов неплавящимся электродом в инертных газах).
Известно устройство для дуговой сварки на переменном токе прямоугольной формы, включающее понижающий трансформатор, силовой тиристорный мост с дросселем в диагонали и два дополнительных тиристорных моста, которые своими входами подключены к вторичной обмотке трансформатора, а выходами соединены встречно-параллельно по отношению друг к другу и последовательно с силовым тиристорным мостом и нагрузкой, т.е. сварочной дугой (а.с. 1542721 СССР, МКИ B 23 K 9/00, 9/10; опубл. 15.02.90, Бюл. N 6). К достоинствам такого устройства следует отнести простоту конструкции и возможность раздельного регулирования длительности импульсов тока прямой и обратной полярности. В то же время, ему присущи и определенные недостатки. Во-первых, наибольшая частота переменного тока, обеспечиваемая данным устройством, ограничена величиной 25 Гц, изменение которой в процессе регулировки длительности полупериодов возможно лишь в сторону уменьшения. Во-вторых, предлагаемое устройство предусматривает лишь модулирование сварочного тока в целом, исключая возможность раздельного регулирования амплитуды импульсов тока прямой и обратной полярности.
Наиболее близким к изобретению по технической сущности является устройство, принятое в качестве прототипа (а.с. 1551484 СССР, МКИ B 23 K 9/00; опубл. 23.03.90, Бюл. N 11). Это устройство включает основной источник постоянного тока и основной тиристорный инвертор, а также дополнительный источник постоянного тока, соединенный с дуговым промежутком через дополнительный инвертор.
В результате устраняются перерывы в горении дуги при смене полярности, чем повышается ее устойчивость и качество сварки. Однако конструкция установки также не позволяет раздельно регулировать амплитуду импульсов тока прямой и обратной полярности, что существенно сужает диапазон параметров режима сварки и ее технологические возможности.
Задачей настоящего изобретения является повышение качества сварки тонколистовых материалов за счет сокращения количества прожогов, увеличение производительности сварки тонкостенных изделий и повышение стойкости неплавящихся электродов.
Технический результат - расширение технологических возможностей устройства для дуговой сварки разнополярными прямоугольными импульсами тока за счет раздельного регулирования амплитуды импульсов тока прямой и обратной полярности.
Технический результат достигается тем, что в устройстве для дуговой сварки разнополярными прямоугольными импульсами тока, включающем основной и дополнительный источники постоянного тока, а также тиристорный инвертор, вход которого подключен к основному источнику, а выход к дуговому промежутку, дополнительный источник постоянного тока одной из своих выходных клемм соединен через переключатель с выходными клеммами инвертора, а другая выходная клемма дополнительного источника постоянного тока соединена с одной из входных клемм инвертора.
Совместная работа основного и дополнительного источников питания постоянного тока протекает таким образом, что за один полный цикл работы инвертор основной источник питания формирует в сварочной цепи разнополярные прямоугольные импульсы тока равной амплитуды, а дополнительный источник генерирует в ней однополярные прямоугольные импульсы тока в пределах части рабочего цикла инвертора, соответствующей импульсу прямой или обратной полярности (в зависимости от положения переключателя). В результате суммирования импульсов, генерируемых основным и дополнительным источниками питания, кривая сварочного тока представляет собой асимметричные по амплитуде разнополярные импульсы тока прямоугольной формы. Величина импульсов тока прямой и обратной полярности задается настройкой основного и дополнительного источников постоянного тока, а длительность их устанавливается настройкой блока управления тиристорами инвертора. Таким образом, предлагаемое устройство дает возможность раздельного регулирования как деятельность, так и амплитуды импульсов тока прямой и обратной полярности, что позволяет осуществить более тонкую настройку оборудования и делает технологию сварки более гибкой. Это обеспечивает дополнительные возможности управления проплавляющей способностью дуги качеством катодной очистки свариваемой поверхности, позволяет повысить стойкость неплавящихся электродов.
Проведенный заявителем анализ техники, включающий поиск по патентным и научно-техническим источникам информации и выявление источников, содержащих сведения об аналогах заявленного изобретения, позволил установить, что заявителем не обнаружен аналог, характеризующийся признаками, идентичными всем признакам заявленного изобретения, а определение из перечня выявленных аналогов прототипа, как наиболее близкого по совокупности признаков аналога, позволило выявить совокупность существенных по отношению к усматриваемому заявителем техническому результату отличительных признаков в заявленном объекте, изложенных в формуле изобретения.
Следовательно, заявленное изобретение соответствует требованию "новизна" по действующему законодательству.
Для проверки соответствия заявленного изобретения требованию изобретательского уровня заявитель провел дополнительный поиск известных решений, с целью выявления признаков, совпадающих с отличительными от прототипа признаками заявленного изобретения, результаты которого показывают, что заявленное изобретение не следует для специалиста явным образом из известного уровня техники.
Следовательно, заявленное изобретение соответствует требованию "изобретательский уровень".
На фиг. 1 представлена схема устройства, а на фиг. 2 - 5 - временные диаграммы тока в его элементах и кривая изменения тока дуги.
Устройство (фиг. 1) содержит тиристорный инвертор, включающий тиристоры 1 - 4, основной источник постоянного тока 5 и дополнительный источник постоянного тока 6, переключатель 7.
Выходные клеммы основного источника постоянного тока 5 соединены с входными клеммами 8, 9 инвертора. Клемма "минус" дополнительного источника постоянного тока 6 соединена через переключатель 7 с выходными клеммами 10, 11 инвертора. Клемма "плюс" дополнительного источника постоянного тока соединена с входной клеммой 8 инвертора. (Возможно и другое соединение дополнительного источника постоянного тока 6 с инвертором: клемма "плюс" - через переключатель 7 с клеммами 10, 11, а клемма "минус" - с клеммой 9). Выходная клемма 10 инвертора соединена с неплавящимся электродом 12, а выходная клемма 11 - со свариваемым материалом 13.
Устройство приводится в рабочие состояние и работает следующим образом.
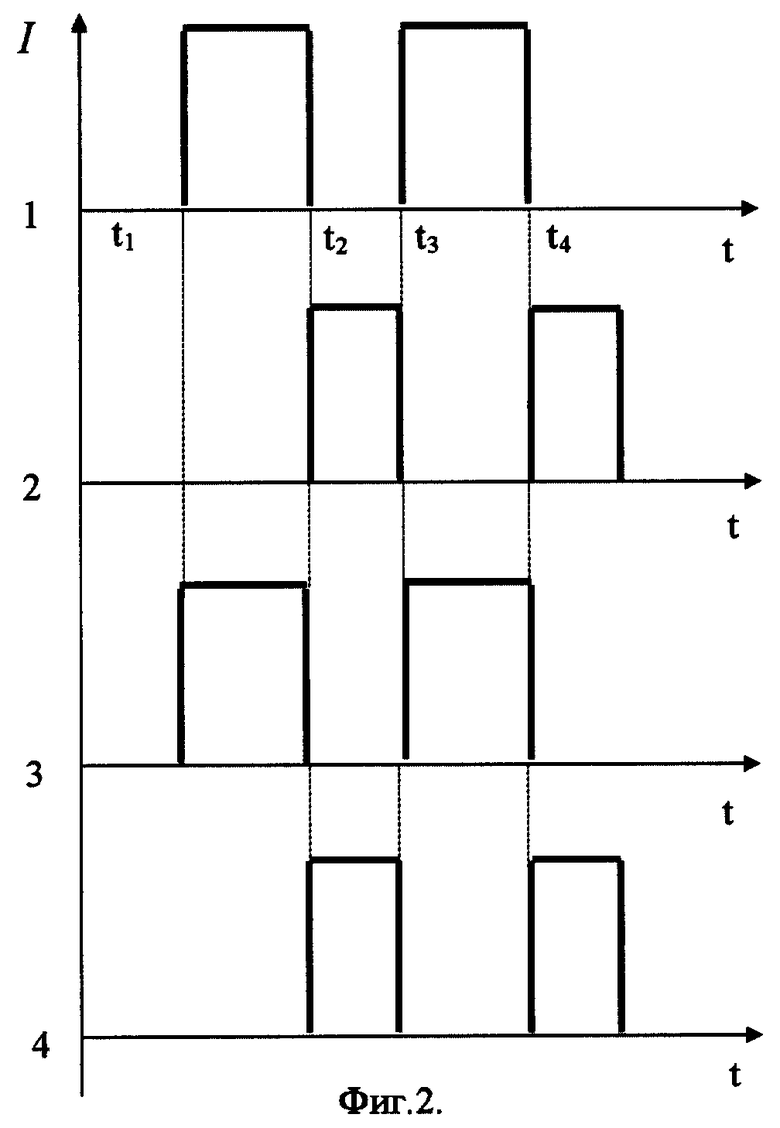
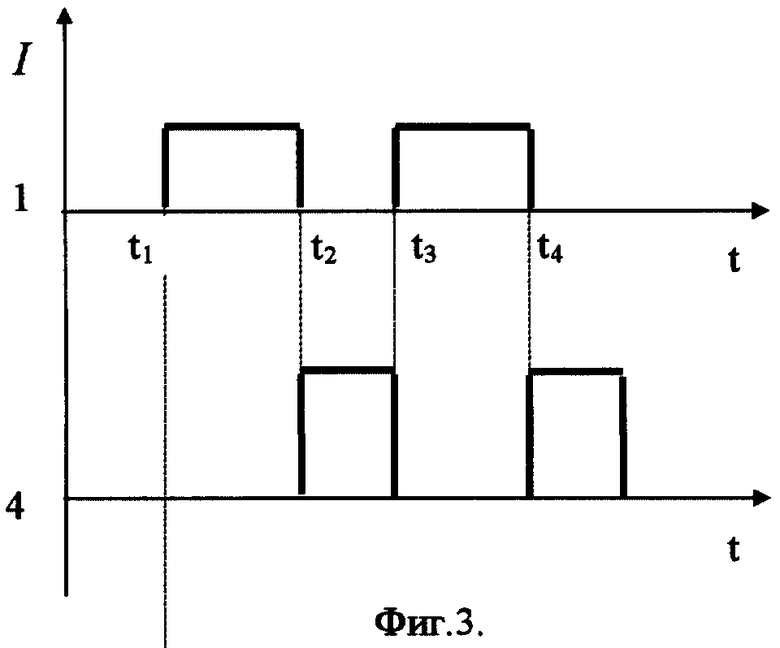
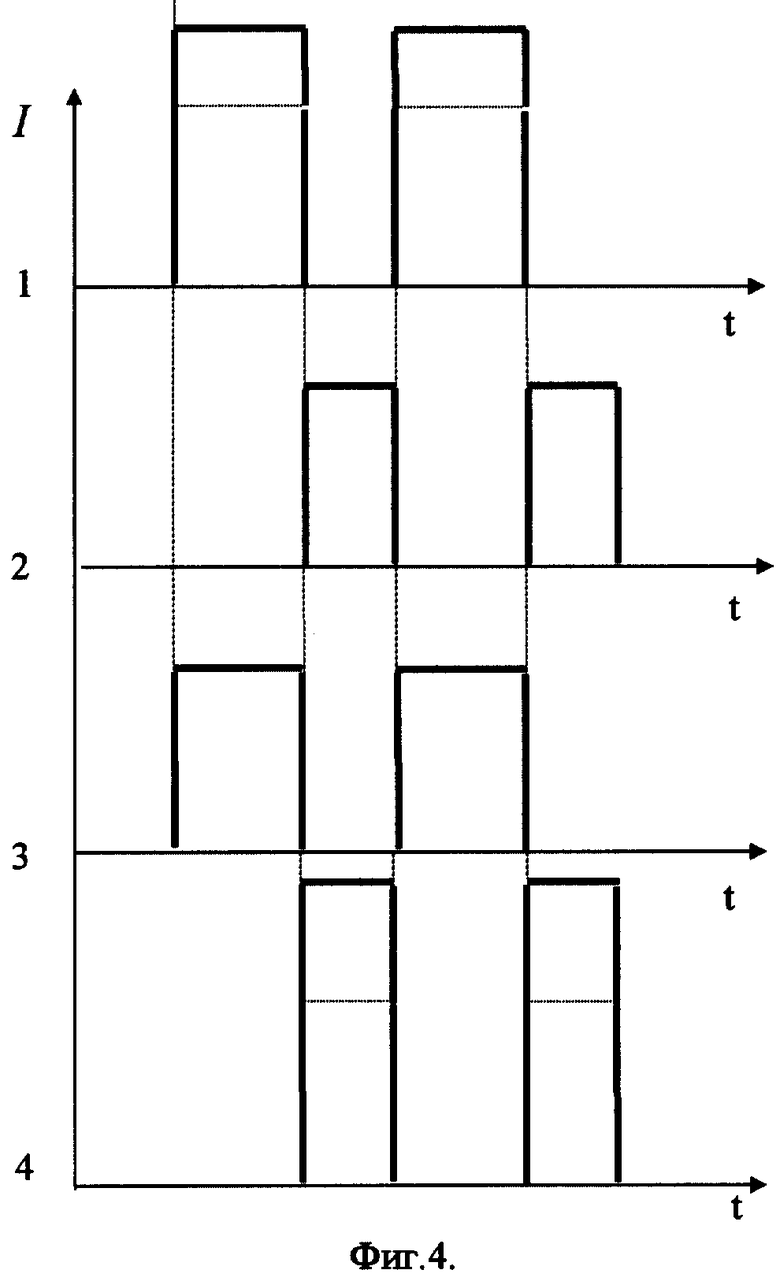
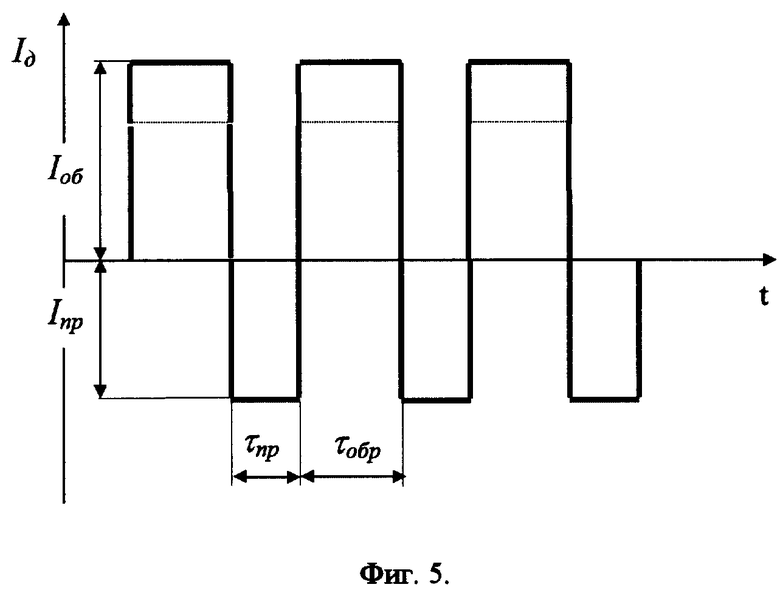
Основой 5 и дополнительный 6 источники постоянного тока подключаются к световому напряжению и настраиваются на заданные значения тока импульсов прямой и обратной полярности. Перемычка переключателя 7 устанавливается в положение "m", если требуется большее значение тока в импульсах обратной полярности. Соответствующие такому подключению временные диаграммы тока, протекающие через тиристоры 1 - 4 от основного источника питания приведены на фиг. 2. На фиг. 3 представлены диаграммы тока через тиристоры 1, 4 до дополнительного источника питания, а на фиг. 4 - диаграммы суммарного тока через тиристоры 1 - 4. Диаграмма измерения тока дуги изображена на фиг. 5.
Пусть в момент времени t1 открыты тиристоры 1 и 3, через которые, а также через дуговой разряд, протекает ток от основного источника питания 5 (фиг. 2). При этом ток дополнительного источника 6 будет протекать через открытый тиристор 1 (фиг. 3) и электрическую дугу, а величина тока в импульсе тока дуги обратной полярности будет равна сумме токов нагрузки основного 5 и дополнительного 6 источников постоянного тока (фиг. 5).
К моменту времени t2 после завершения коммутирующих процессов (узлы коммутации на фиг. 1 не показаны), отпираются тиристоры 2 и 4, через которые протекает ток от основного источника питания 5 (фиг. 2). При этом ток дополнительного источника постоянного тока 6 протекает через тиристор 4, минуя дуговой промежуток. Величина этого тока равна величине тока короткого замыкания вторичной цепи дополнительного источника постоянного тока 6 и больше тока, протекающего от дополнительного источника питания 6 через тиристор 1 в период времени t1 - t2 (фиг. 3). Величина тока дуги в импульсе прямой полярности (интервал t2 - t3) равна току нагрузки основного источника постоянного тока 5 (фиг. 5).
Если предполагается выполнять сварку дугой с равными по амплитуде токами в импульсах прямой и обратной полярности, перемычка 7 устанавливается в нейтральное положение "n". При этом величина тока дуги в импульсе прямой и обратной полярности будет равна току нагрузки основного источника постоянного тока 5 (фиг. 2).
Если требуются большие значения тока в импульсах прямой полярности, перемычку переключателя 7 следует установить в положение "p". При этом ток дополнительного источника 6 на прямой полярности будет протекать через открытый в этот момент тиристор 4 и дуговой промежуток, а на обратной полярности, минуя дугу, через открытый в этот момент тиристор 1. В первом случае величина тока дуги в импульсах прямой полярности будет равна сумме токов нагрузки основного 5 и дополнительного 6 источников постоянного тока, а в импульсах обратной полярности - току нагрузки основного источника постоянного тока 5.
Сварочная дуга возбуждается любым из известных способов, а по окончании сварки гасят путем отключения устройства от сети, или любым другим известным способом.
При сварке тонколистовых материалов следует применять вариант, согласно которому величина тока дуги меньше в импульсах прямой полярности (перемычка переключателя 7 должна находится в положении "m"). При этом проплавляющая способность дуги меньше, что снижает вероятность прожогов и повышает качество сварки тонколистовых материалов. В то же время дуга будет достаточно устойчивой вследствие сравнительно большой величины тока в импульсах обратной полярности. Кроме того, при таком соотношении токов в импульсах прямой и обратной полярности обеспечивает хорошие условия для катодной очистки алюминиевых материалов от окисной пленки, что при сварке тонколистовых заготовок имеет первостепенное значение.
При сварке тонколистовых заготовок, когда необходима большая проплавляющая способность дуги, следует применять вариант, согласно которому величину тока дуги меньше в импульсах прямой полярности (перемычка переключателя должна быть в положении "p"). Тем самым увеличивается производительность сварки и повышается допустимая токовая нагрузка на неплавящийся электрод.
Испытания разработанного устройства показали следующее.
Сварочная дуга легко возбуждается и устройство горит во всем диапазоне изменений длительности (в опытах от 1 до 20 ms) и величины тока (в опытах от 20 до 300 А) импульсов прямой и обратной полярности. Величина тока регулируется в указанных пределах независимо в импульсах как прямой, так и обратной полярности посредством соответствующей настройки основного и дополнительного источников постоянного тока (5 и 6). Применение предлагаемого устройства при сварке тонколистовых алюминиевых сплавов позволяет практически полностью исключить прожоги и, тем самым, повысить качество сварных соединений, и при сварке толстолистовых алюминиевых материалов обеспечивает увеличение глубины проплавления, стойкости неплавящегося электрода и производительности процесса.
Вышеизложенные сведения свидетельствуют о выполнении при использовании изобретения следующей совокупности условий: средство, воплощающее заявленное изобретение при его осуществлении, предназначено для использования в промышленности, а именно в области сварки, преимущественно алюминия и его сплавов;
для заявляемого изобретения в том виде, как оно охарактеризовано в формуле изобретения, подтверждена возможность его осуществления с помощью вышеописанных в сварке средств;
средство, воплощающее заявляемое изобретение при его осуществлении способно обеспечить достижение усматриваемого заявителем технического результата.
Следовательно, заявленное изобретения соответствует требованию "промышленная применимость".
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДУГОВОЙ СВАРКИ АЛЮМИНИЯ И ЕГО СПЛАВОВ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2003 |
|
RU2254214C1 |
| ИСТОЧНИК ПИТАНИЯ ДЛЯ ДУГОВОЙ ЭЛЕКТРОСВАРКИ НА ПОСТОЯННОМ ТОКЕ | 1992 |
|
RU2049613C1 |
| Способ дуговой сварки алюминия неплавящимся электродом | 1991 |
|
SU1809798A3 |
| Устройство для дуговой сварки прямоугольными разнополярными импульсами тока | 1987 |
|
SU1551484A1 |
| ИСТОЧНИК ПИТАНИЯ ДЛЯ ДУГОВОЙ ЭЛЕКТРОСВАРКИ НА ПОСТОЯННОМ ТОКЕ | 1996 |
|
RU2094196C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ ТРЕХФАЗНОЙ ДУГОЙ И УСТРОЙСТВО ДЛЯ ДУГОВОЙ СВАРКИ | 2012 |
|
RU2548542C2 |
| ИСТОЧНИК ПИТАНИЯ ДЛЯ ДУГОВОЙ ЭЛЕКТРОСВАРКИ НА ПОСТОЯННОМ ТОКЕ | 1992 |
|
RU2049612C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ ТРЕХФАЗНОЙ ДУГОЙ | 2011 |
|
RU2467846C2 |
| СПОСОБ СВАРКИ КОМБИНАЦИЕЙ СЖАТОЙ И СВОБОДНОЙ ДУГ | 2021 |
|
RU2763808C1 |
| НЕПЛАВЯЩИЙСЯ ЭЛЕКТРОД ДЛЯ ДУГОВОЙ ОБРАБОТКИ МАТЕРИАЛОВ | 2000 |
|
RU2170652C1 |
Изобретение относится к сварочной технике и может найти применение при сварке алюминия и его сплавов неплавящимся электродом в инертных газах. Выходные клеммы основного (5) источника питания соединены с входными клеммами (8, 9) инвертора. Выходные клеммы (10, 11) тиристорного инвертора подключены к дуговому промежутку. Дополнительный источник (6) постоянного тока одной из своих выходных клемм (10) соединен через переключатель (7) с выходными клеммами (10, 11) инвертора, а другая выходная клемма дополнительного источника (6) постоянного тока соединена с одной из входных клемм (8) инвертора. Такое выполнение устройства позволяет обеспечить расширение технологических возможностей за счет раздельного регулирования амплитуды импульсов прямой и обратной полярности. 5 ил.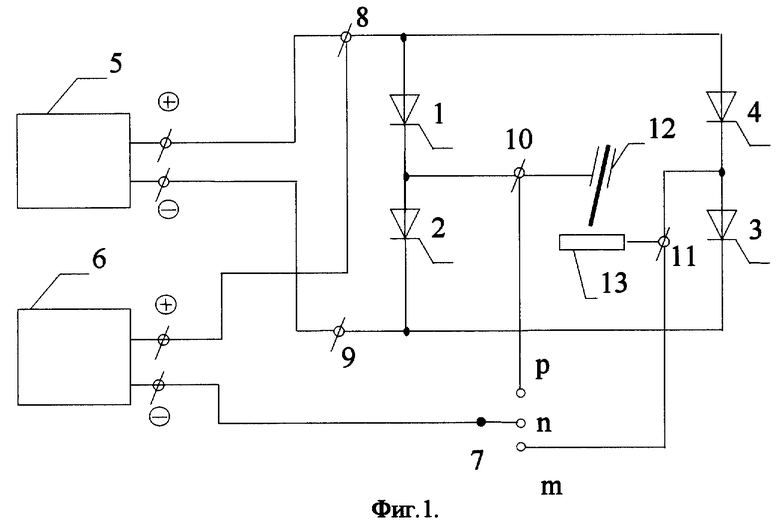
Устройство для дуговой сварки разнополярными прямоугольными импульсами тока, включающее основной и дополнительный источники постоянного тока, а также тиристорный инвертор, вход которого подключен к основному источнику, а выход к дуговому промежутку, отличающееся тем, что дополнительный источник постоянного тока одной из своих выходных клемм соединен через переключатель с выходными клеммами инвертора, а другая выходная клемма дополнительного источника постоянного тока соединена с одной из входных клемм инвертора.
| Устройство для дуговой сварки прямоугольными разнополярными импульсами тока | 1987 |
|
SU1551484A1 |
| Устройство для дуговой сварки с короткими замыканиями дугового промежутка | 1980 |
|
SU856705A1 |
| Устройство для сварки переменным прямоугольным током | 1983 |
|
SU1100056A1 |
| Устройство для дуговой сварки | 1982 |
|
SU1147531A1 |
| Устройство для регулирования сварочного процесса | 1987 |
|
SU1542729A1 |
