Изобретение относится к сварочному производству, а именно к устройствам для сварки модулированным током, формирующим прямоугольные разнополярные импульсы сварочного тока
Целью изобретения является повышение качества сварки за счет увеличения устойчивости горения дуги при питании ее разнополярными импульсами тока для сварки в углекислом газе.
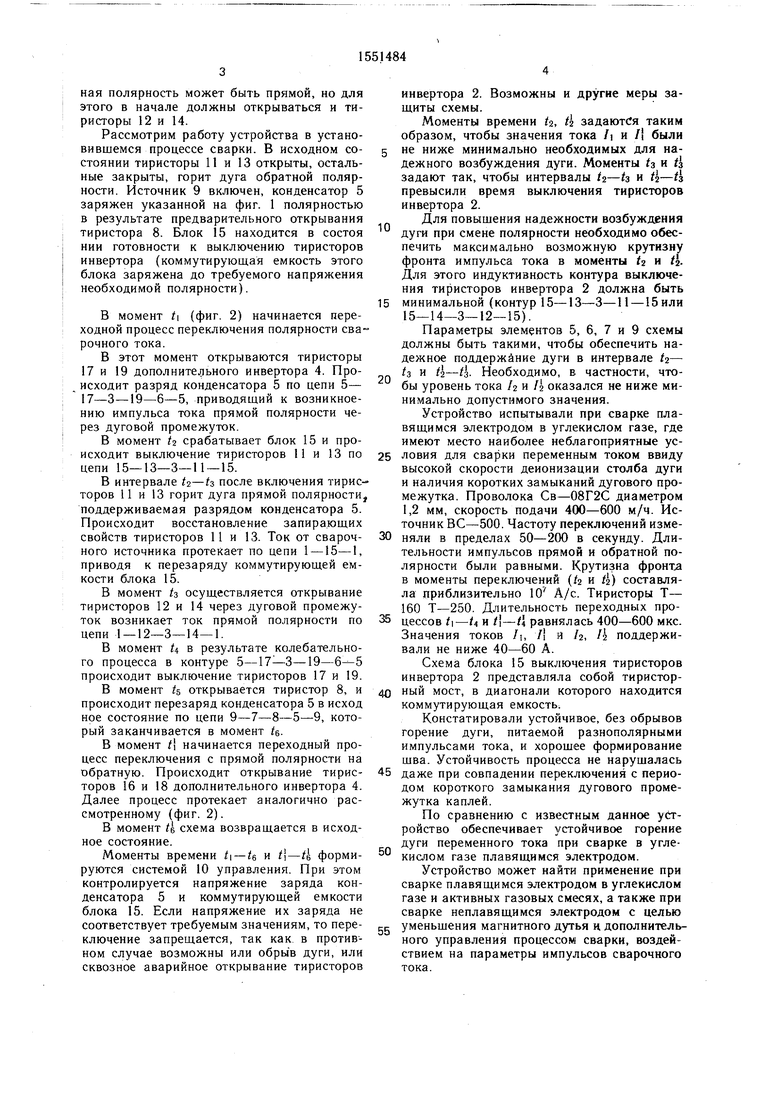
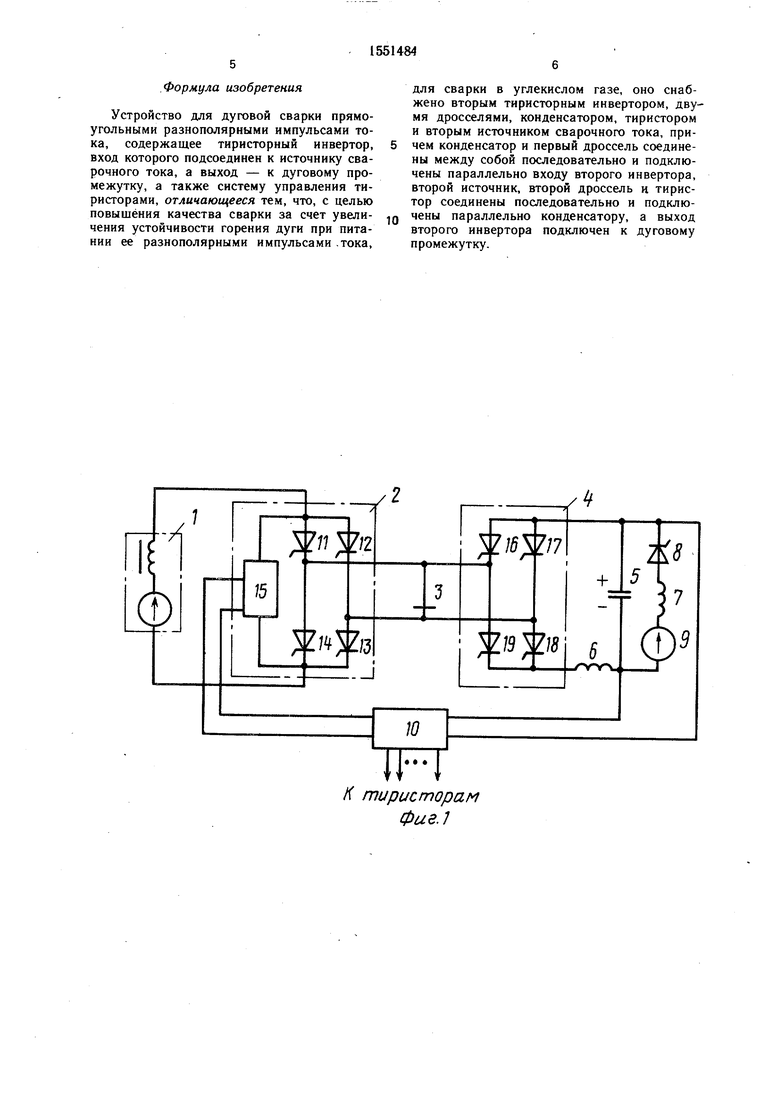
На фиг. 1 приведена схема устройства; на фиг. 2 - диаграммы работы устройства.
Устройство содержит источник 1 сварочного тока, тиристорный инвертор 2, дуговой промежуток 3, дополнительный инвертор 4, конденсатор 5, первый дроссель 6, второй дроссель 7, тиристор 8, дополнительный источник 9, систему 10 управления тиристорами.
Инвертор 2 содержит тиристоры 11 -14, блок 15 выключения тиристоров, схема которого может быть различной, но преимущественно схемой конденсаторной коммутации.
Инвертор 4 содержит тиристоры 16-19.
Система 10 управления тиристорами содержит необходимые элементы для задания момента начала переключения тока, формирования управляющих сигналов на открывание тиристоров. Вход системы соединен с блоком 15 и конденсатором 5 для контроля их состояния к моменту начала переключения сварочного тока. Выход системы соединен с управляющими электродами тиристоров.
Устройство работает следующим образом.
До начала сварки источник 1 включен. Поданы управляющие сигналы на тиристоры одной из ветвей инвертора 2, например на тиристоры 11 и 13. При закорачивании или пробое дугового промежутка возникает сварочный ток по цепи I - 11-3-13-1 Возникает дуга обратной полярности. В зависимости от конкретного процесса начальслел
4
00 Јь
ная полярность может быть прямой, но для этого в начале должны открываться и тиристоры 12 и 14.
Рассмотрим работу устройства в установившемся процессе сварки. В исходном состоянии тиристоры 11 и 13 открыты, остальные закрыты, горит дуга обратной полярности. Источник 9 включен, конденсатор 5 заряжен указанной на фиг. 1 полярностью в результате предварительного открывания тиристора 8. Блок 15 находится в состоя нии готовности к выключению тиристоров инвертора (коммутирующая емкость этого блока заряжена до требуемого напряжения необходимой полярности).
В момент t (фиг 2) начинается переходной процесс переключения полярности сварочного тока.
В этот момент открываются тиристоры 17 и 19 дополнительного инвертора 4. Происходит разряд конденсатора 5 по цепи 5- 17-3-19-6-5, приводящий к возникное- нию импульса тока прямой полярности через дуговой промежуток
В момент срабатывает блок 15 и происходит выключение тиристоров 11 и 13 по цепи 15-13-3-11-15.
В интервале tz-ts после включения тиристоров 11 и 13 горит дуга прямой полярности поддерживаемая разрядом конденсатора 5. Происходит восстановление запирающих свойств тиристоров 11 и 13. Ток от сварочного источника протекает по цепи 1 -15-1, приводя к перезаряду коммутирующей емкости блока 15.
В момент tz осуществляется открывание тиристоров 12 и 14 через дуговой промежуток возникает ток прямой полярности по цепи 1 - 12-3-14-1
В момент U в результате колебательного процесса в контуре 5-17-3-19-6-5 происходит выключение тиристоров 17 и 19.
В момент U открывается тиристор 8, и происходит перезаряд конденсатора 5 в исход ное состояние по цепи 9-7-8-5-9, который заканчивается в момент teВ момент / начинается переходный процесс переключения с прямой полярности на обратную. Происходит открывание тиристоров 16 и 18 дополнительного инвертора 4. Далее процесс протекает аналогично рассмотренному (фиг. 2).
В момент 4 схема возвращается в исходное состояние.
Моменты времени t - t и /j-tk формируются системой 10 управления. При этом контролируется напряжение заряда конденсатора 5 и коммутирующей емкости блока 15. Если напряжение их заряда не соответствует требуемым значениям, то переключение запрещается, так как в противном случае возможны или обрыв дуги, или сквозное аварийное открывание тиристоров
0
0
инвертора 2. Возможны и другие меры защиты схемы.
Моменты времени tz, t задаются таким образом, чтобы значения тока 1 и /1 были
не ниже минимально необходимых для надежного возбуждения дуги. Моменты ts и t задают так, чтобы интервалы /2-h и превысили время выключения тиристоров инвертора 2.
Для повышения надежности возбуждения дуги при смене полярности необходимо обеспечить максимально возможную крутизну фронта импульса тока в моменты ii и t. Для этого индуктивность контура выключения тиристоров инвертора 2 должна быть
минимальной (контур 15-13-3-11 -15 или 15-14-3-12-15).
Параметры элементов 5, 6, 7 и 9 схемы должны быть такими, чтобы обеспечить надежное поддержание дуги в интервале tz- /з и Необходимо, в частности, чтобы уровень тока /2 и /2 оказался не ниже минимально допустимого значения.
Устройство испытывали при сварке плавящимся электродом в углекислом газе, где имеют место наиболее неблагоприятные ус5 ловия для сварки переменным током ввиду высокой скорости деионизации столба дуги и наличия коротких замыканий дугового промежутка. Проволока Св-08Г2С диаметром 1,2 мм, скорость подачи 400-600 м/ч. Источник ВС-500. Частоту переключений изме0 няли в пределах 50-200 в секунду. Длительности импульсов прямой и обратной полярности были равными. Крутизна фронта в моменты переключений (/2 и и) составляла приблизительно 107 А/с. Тиристоры Т- 160 Т-250. Длительность переходных про5 цессов и равнялась 400-600 мкс. Значения токов 1, 1 я /2, 1 поддерживали не ниже 40-60 А.
Схема блока 15 выключения тиристоров инвертора 2 представляла собой тиристор0 ный мост, в диагонали которого находится коммутирующая емкость.
Констатировали устойчивое, без обрывов горение дуги, питаемой разнополярными импульсами тока, и хорошее формирование шва. Устойчивость процесса не нарушалась
5 даже при совпадении переключения с периодом короткого замыкания дугового промежутка каплей.
По сравнению с известным данное устройство обеспечивает устойчивое горение дуги переменного тока при сварке в углекислом газе плавящимся электродом.
Устройство может найти применение при сварке плавящимся электродом в углекислом газе и активных газовых смесях, а также при сварке неплавящимся электродом с целью
g уменьшения магнитного дутья н дополнительного управления процессом сварки, воздействием на параметры импульсов сварочного тока.
Формула изобретения
Устройство для дуговой сварки прямоугольными разнополярными импульсами тока, содержащее тиристорный инвертор, вход которого подсоединен к источнику сварочного тока, а выход - к дуговому промежутку, а также систему управления тиристорами, отличающееся тем, что, с целью повышения качества сварки за счет увеличения устойчивости горения дуги при питании ее разнополярными импульсами .тока,
для сварки в углекислом газе, оно снабжено вторым тиристорным инвертором, двумя дросселями, конденсатором, тиристором и вторым источником сварочного тока, причем конденсатор и первый дроссель соединены между собой последовательно и подключены параллельно входу второго инвертора, второй источник, второй дроссель и тиристор соединены последовательно и подключены параллельно конденсатору, а выход второго инвертора подключен к дуговому промежутку.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ дуговой сварки плавящимся электродом с короткими замыканиями дугового промежутка и устройство для его осуществления | 1985 |
|
SU1292959A1 |
| Способ электродуговой сварки с короткими замыканиями дугового промежутка и устройство для его осуществления | 1984 |
|
SU1168367A1 |
| УСТРОЙСТВО ДЛЯ ДУГОВОЙ СВАРКИ РАЗНОПОЛЯРНЫМИ ПРЯМОУГОЛЬНЫМИ ИМПУЛЬСАМИ ТОКА | 1998 |
|
RU2135336C1 |
| Устройство для сварки переменным прямоугольным током | 1983 |
|
SU1100056A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ ТРЕХФАЗНОЙ ДУГОЙ И УСТРОЙСТВО ДЛЯ ДУГОВОЙ СВАРКИ | 2012 |
|
RU2548542C2 |
| СПОСОБ ДУГОВОЙ СВАРКИ С УПРАВЛЯЕМЫМ ПЕРЕНОСОМ ЭЛЕКТРОДНОГО МЕТАЛЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2359796C1 |
| Устройство для импульсно-дуговой сварки | 1985 |
|
SU1258643A1 |
| Способ дуговой сварки с короткими замыканиями дугового промежутка и устройство для его осуществления | 1985 |
|
SU1310140A1 |
| Устройство для дуговой сварки с короткими замыканиями дугового промежутка | 1980 |
|
SU1058171A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ | 2000 |
|
RU2190510C2 |
Изобретение относится к сварочному производству, а именно к устройствам для сварки модулированным током, формирующим прямоугольные разнополярные импульсы сварочного тока. Цель изобретения - повышение качества сварки за счет увеличения устойчивости горения дуги при питании ее разнополярными импульсами тока для сварки в углекислом газе. Устройство содержит основной тиристорный инвертор, вход которого соединен со сварочным источником, а выход - с дуговым промежутком. Повышение устойчивости дуги достигается за счет устранения пауз сварочного тока при переключении основного инвертора. Для этого в устройство введены дополнительный инвертор, конденсатор, два дросселя, тиристор и дополнительный источник. Во время переключения основного инвертора дуга поддерживается в результате разряда конденсатора на дуговой промежуток через дополнительный инвертор. 4 ил.
II-1
К тиристорам фие.1
0U8.Z
| Устройство для дуговой сварки с короткими замыканиями дугового промежутка | 1980 |
|
SU856705A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Устройство для дуговой сварки | 1982 |
|
SU1147531A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Устройство для сварки переменным прямоугольным током | 1983 |
|
SU1100056A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
