Изобретение имеет отношение к созданию способа изготовления эластомерной пленки, которая содержит поверхностные участки по меньшей мере двух эластомерных материалов, в частности двух различно окрашенных полиуретановых материалов, путем распыления указанных эластомерных материалов на поверхность формы, причем при осуществлении указанного способа участок указанной поверхности экранируется при помощи маски, которая содержит по меньшей мере один край, ограничивающий указанный участок, при этом слой первого эластомерного материала напыляют на указанной поверхности и на указанном крае, затем указанную маску снимают и напыляют второй эластомерный материал на указанном участке указанной поверхности формы.
Первой задачей настоящего изобретения является создание способа изготовления эластомерной пленки по меньшей мере из двух эластомерных материалов, который позволяет получить эстетичную линию раздела между эластомерными материалами, например, при производстве приборных досок или других частей внутренней отделки в автомобильной промышленности, в двух или более различных цветах.
До настоящего времени уже предложены различные технологии изготовления эластомерных пленок или изготовленных из них отформованных деталей в двух или более различных цветах.
Прежде всего возможно изготавливать две независимо окрашенные эластомерные пленки, из которых затем изготавливаются отдельно отформованные детали, которые затем соединяются в один блок. Этот известный способ производства является однако длительным и дорогостоящим.
Второй известный способ состоит в том, что изготавливают две независимо окрашенные эластомерные пленки, которые затем склеивают вместе; этот способ имеет такие же недостатки, как и упомянутый ранее.
В соответствии с техникой использования формы, состоящей из двух частей, такой как раскрытая в ЕР-А-0386818 на имя заявителя настоящего изобретения, два различно окрашенных эластомерных материала напыляются на две части формы, а затем спрессовываются вместе. Сложная технология конструирования формы требует в данном случае высоких капиталовложений. Более того, степень обработки поверхности контакта между частями формы является весьма критической (как по допускам, так и по напряжениям), что может приводить к оптически недопустимому качеству линии раздела двух цветов.
Использование лаков для последующего покрытия различных участков пленки не позволяет достичь удовлетворительного решения проблемы, так как это оказывает отрицательное воздействие на качество поверхности, в частности, в случае пленок со структурой кожи; кроме того, этот процесс также является длительным и дорогостоящим.
В настоящем изобретении предлагается устранение указанных выше недостатков известных технических решений за счет использования способа с технологией маскирования, упомянутого выше, который отличается тем, что указанный край маски помещают сверху над по меньшей мере одним выступающим (стоячим) краем поверхности формы, который совместно с указанным краем маски ограничивает указанный участок этой поверхности формы, и напыляют указанный первый эластомерный материал на одну из сторон указанного выступающего края.
При использовании этого способа переход между различными эластомерными материалами обеспечивается по выступающему краю поверхности формы или, если смотреть с наружной стороны эластомерной пленки, в выемке пленки. Поэтому действительный переход между эластомерными материалами скрыт от наблюдения, что приводит к получению хорошего качества обработки линии раздела между различными эластомерными материалами, причем это достигается подходящим для промышленного изготовления путем.
Проблема, которая возникает при использовании техники маскирования для напыления вязких эластомерных материалов, в частности, полиуретановых реакционных смесей, заключается в образовании нитей или волокон эластомерного материала после снятия маски, в результате того факта, что напыленный слой эластомерного материала распространяется с поверхности формы на маску. Такие нити могут попадать на тот участок отформованной поверхности, который ранее был закрыт маской, что приводит к дефектам пленки, особенно при изготовлении эластомерной пленки из материалов с контрастными цветами; это также может приводить к нарушению процесса производства.
Другой задачей настоящего изобретения является поэтому решение указанной проблемы образования нитей приемлемым для промышленного изготовления образом.
Для этого, в соответствии с настоящим изобретением, при напылении первого эластомерного материала указанный край маски удерживается на расстоянии от указанной отформованной поверхности таким образом, чтобы избежать контакта между слоем первого эластомерного материала, напыленного на поверхности формы, и указанной маской.
В результате того, что теперь нет контакта между эластомерным материалом, напыленным на поверхности формы, и маской, ясно, что таким путем можно простым, но эффективным образом избежать образования эластомерных нитей при удалении маски.
Настоящее изобретение имеет также отношение к созданию блоков напылительной формы для изготовления эластомерной пленки, которая содержит поверхностные участки по меньшей мере двух эластомерных материалов, как это определено в пунктах 6-15 формулы изобретения. Более конкретно, эти блоки напылительной формы позволяют изготавливать эластомерные пленки в соответствии со способом по настоящему изобретению.
Более того, настоящее изобретение имеет также отношение к созданию эластомерной пленки в соответствии с пунктом 16 формулы, которая, в частности, изготовлена способом в соответствии с одним из пунктов 1-3 формулы изобретения.
Указанные ранее и другие характеристики изобретения будут более ясны из последующего детального описания некоторых преимущественных вариантов осуществления способа и блоков напылительной формы, приведенных со ссылкой на сопроводительные чертежи. Это описание приведено только в качестве примера и не ограничивает объем патентных притязаний настоящего изобретения.
На фиг. 1 показано схематично поперечное сечение напылительной формы при различных этапах осуществления способа изготовления эластомерной пленки в этой напылительной форме в соответствии с настоящим изобретением.
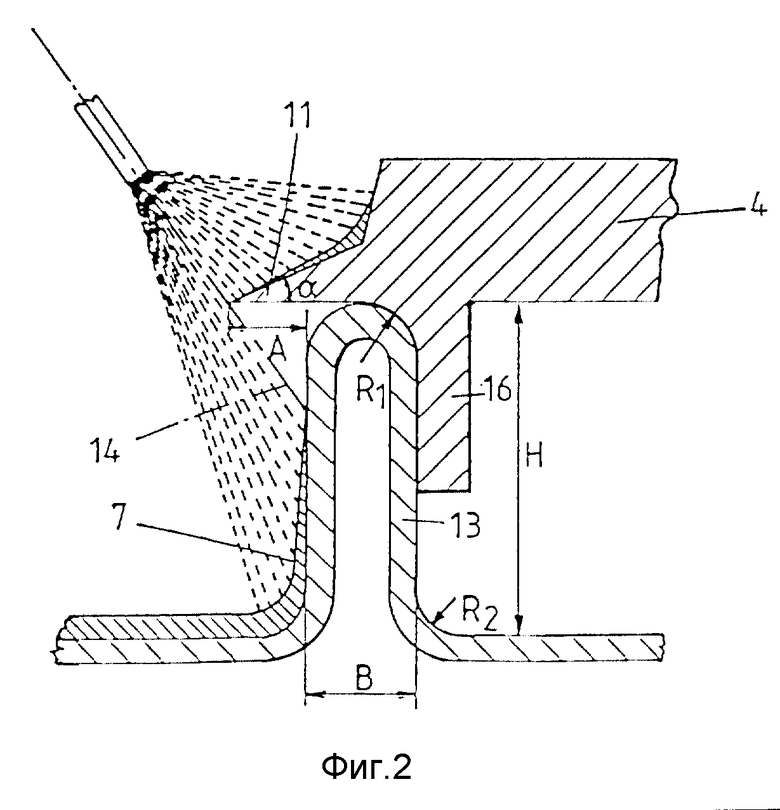
На фиг. 2 показан с увеличением край маски фиг. 1, размещенной сверху на выступающем крае поверхности формы.
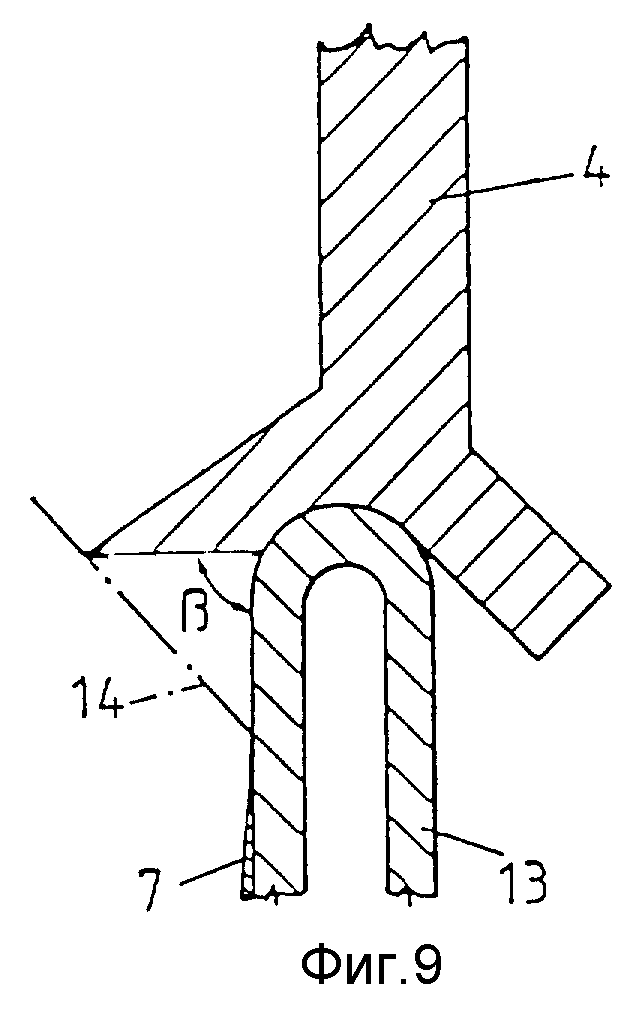
На фиг. 3-9 показаны различные варианты выполнения края маски и собственно конструкции маски.
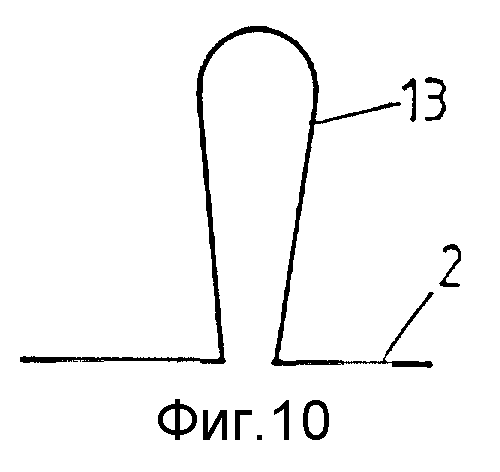
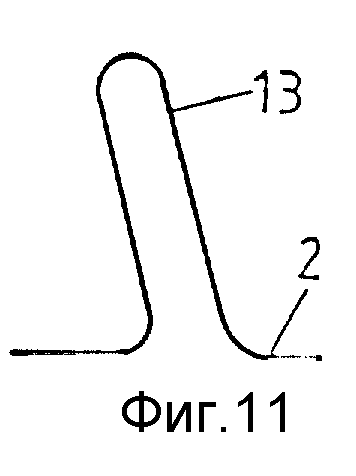
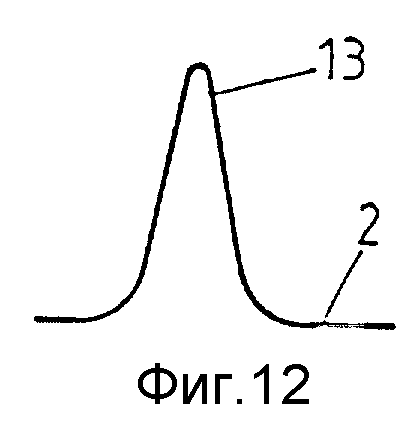
На фиг. 10-12 показаны различные варианты выполнения выступающего края поверхности формы.
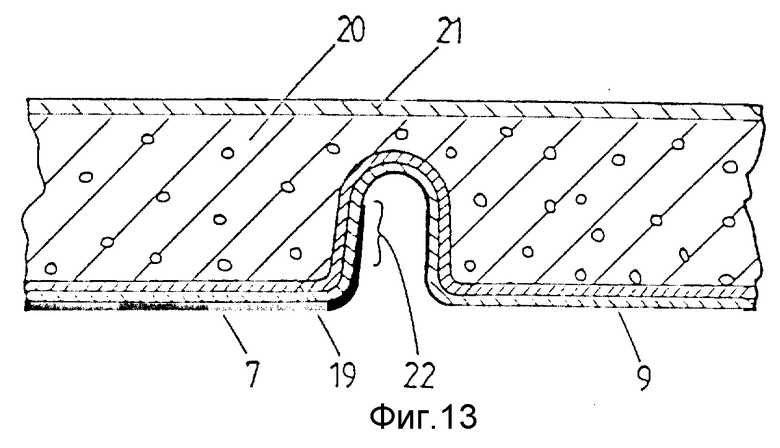
На фиг. 13 показано поперечное сечение участка отформованной детали, которая включает в себя эластомерную пленку в соответствии с настоящим изобретением, а более конкретно, поперечное сечение по линии раздела между двумя эластомерными материалами.
На указанных фигурах одинаковые позиционные обозначения относятся к одинаковым или аналогичным элементам.
При использовании способа в соответствии с настоящим изобретением эластомерная пленка с поверхностными участками по меньшей мере из двух эластомерных материалов, в частности, полиуретановых эластомерных материалов различного цвета, изготавливается в напылительной форме 1. Различные этапы этого способа показаны на фиг. 1.
Показанная на фиг. 1 напылительная форма 1 ограничивает поверхность формы 2, которая содержит участок 3, который может быть экранирован или закрыт при помощи маски 4. При осуществлении первого этапа, маску удаляют от поверхности формы 2, например, при помощи поворотного рычага 5, и, если это необходимо, вещество, способствующее снятию формы (изготовленной пленки), может быть распылено на полную поверхность формы 2 при помощи первой распылительной форсунки 6. Затем маска 4 помещается над участком 3 поверхности формы 2 и напыляется слой первого эластомерного материала 7 при помощи второй распылительной форсунки 8, преимущественно после поворота рычага 5 в его исходное положение, на всей не маскированной поверхности формы 2, ограниченной режущими кромками 18, а также частично на маске 4. При осуществлении третьего этапа маску 4 удаляют от поверхности формы 2 и напыляют второй эластомерный материал 9 при помощи форсунки 10 на остальной участок 3 поверхности формы 2 и частично на слой первого эластомерного материала 7. Оба эластомерных материала обычно наносят слоем толщиной от 0,1 до 5 мм, а преимущественно слоем толщиной от 0,2 до 0,5 мм. После этого дополнительный слой пластмассы, которая может быть окрашенной или нет, может быть нанесен на задней стороне первого эластомерного материала для получения пленки желательной толщины, после чего полученная указанным образом пленка может быть снята с формы. Этот дополнительный слой может представлять собой стабильный к воздействию света эластомерный слой, аналогичный первому и второму эластомерным материалам, или же он может представлять собой не стабильный к воздействию света эластомерный слой. Плотность этого слоя может быть даже уменьшена за счет использования порообразователей, причем этот слой может включать в себя слой пенопласта, например, как это раскрыто в WO 93/23237. В этой заявке на патент РСТ, кроме того, раскрыто нанесение на той же форме 1 дополнительных слоев, таких как слои жесткой подложки, что позволяет получить полностью отформованную деталь. Само собой разумеется, такая жесткая подложка может быть введена и позже.
В соответствии с первым аспектом способа в соответствии с настоящим изобретением, края 11 маски 4, которые ограничивают участок 3 поверхности формы 2, удерживаются на определенном расстоянии от поверхности формы 2 таким образом, чтобы избежать контакта между слоем первого эластомерного материала 7, напыленного на поверхность формы, и маской 4. Это может быть достигнуто при помощи рычага 5 и, возможно, при помощи центрирующих опор 12, которые контактируют с поверхностью формы преимущественно на менее важных участках пленки, на которых позднее должно быть нанесено покрытие или которые позднее должны быть отрезаны.
В соответствии с дальнейшим аспектом способа в соответствии с настоящим изобретением, маска 4 размещается так, что ее края 11 располагаются сверху на выступающих краях 13 на поверхности формы 2, в частности, на линии раздела между двумя эластомерными материалами, где эта линия остается визуально важной. В других местах, где линия раздела между двумя эластомерными материалами менее важна, например, спрятана позади полос, такие выступающие края 13 могут быть устранены или уменьшены. Когда речь идет о том, что края 11 располагаются сверху на выступающих краях 13, то это не означает, что маска 4 должна действительно контактировать с этими краями 13; маска 4 может быть также помещена на определенном расстоянии над этими краями 13, как это станет ясно из дальнейшего изложения.
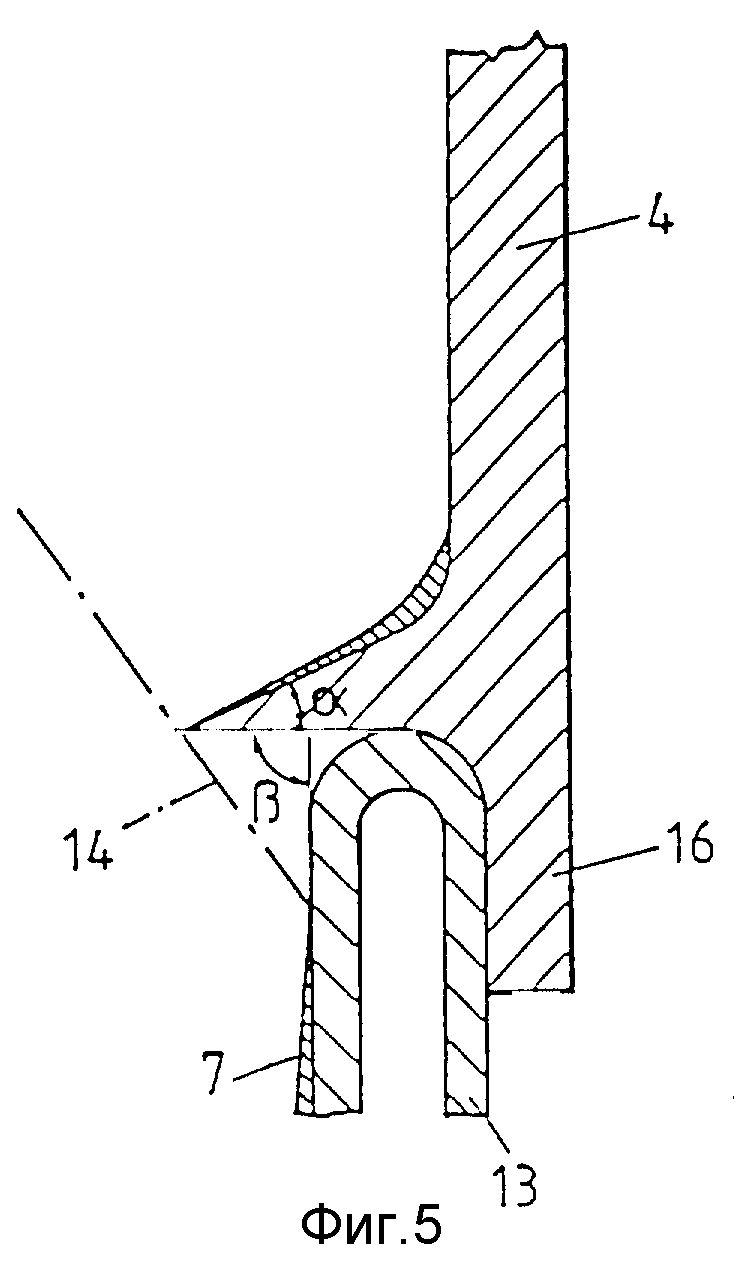
Первый эластомерный материал напыляется только на одной из сторон на выступающих краях 13 и частично на краях 11 маски 4, преимущественно при наличии зазора, который обеспечивается между эластомерным материалом 7, который напылен на выступающий край 13, и маской 4, как это четко видно на фиг. 2 - 9.
В варианте осуществления изобретения, который показан на фиг. 2, этот зазор получен в основном благодаря тому, что край 11 маски 4 выступает над вертикально выступающим краем 13. Указанным образом достигается расстояние между краем 11 маски 4 и поверхностью формы 2, измеренное в направлении распыления 14 пучка распыления, смежного с краем 11, которое составляет, в частности от 0,5 до 20 мм, а более конкретно, от 1 до 6 мм. Расстояние А, на которое край 11 выступает над вертикально выступающим краем 13, обычно меньше высоты H вертикально выступающего края 13.
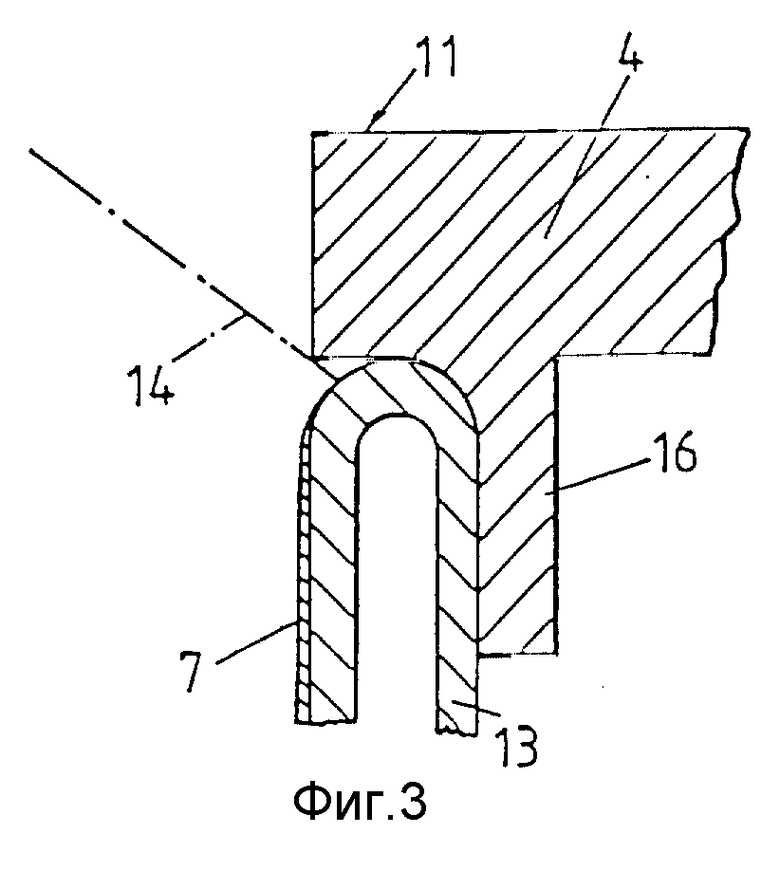
Как показано на фиг. 3, край 11 маски 4 не всегда должен выступать над вертикально выступающими краями 13, но промежуток между краем 11 маски 4 и поверхностью формы 2 может быть получен также в соответствии с первым аспектом настоящего изобретения за счет соответствующей кривизны поверхности формы 2, а более конкретно, верхней части вертикально выступающих краев 13.
Для того, чтобы избежать схода эластомерного материала 7 с края 11 маски 4, этот край 11 преимущественно сужается к его свободному концу, причем его верхняя поверхность образует угол α от 0 до 89o с плоскостью, параллельной поверхности формы 2, и более конкретно, угол α от 10 до 60o, а преимущественно, угол α порядка 30o.
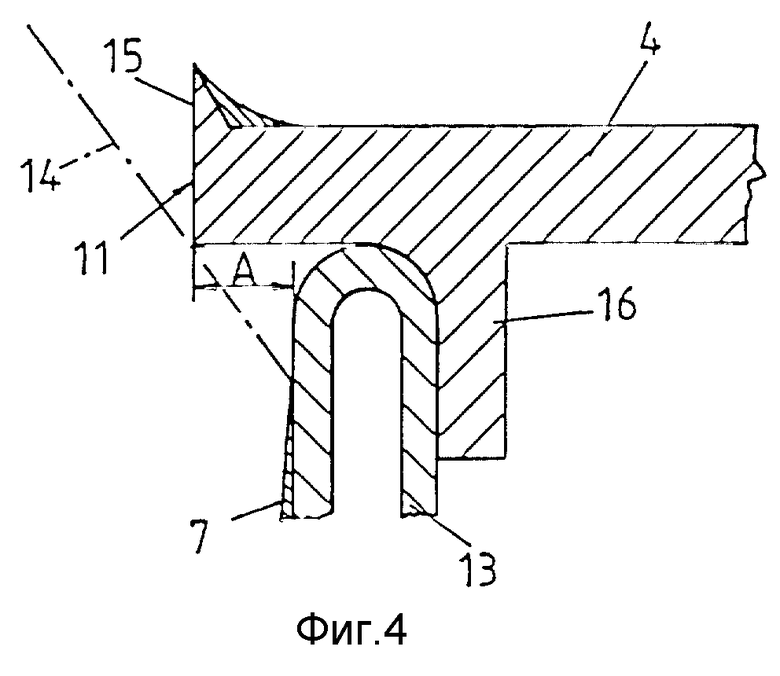
После осуществления нескольких проходов напыления, поверхности верхней части краев 11 маски 4 должны быть очищены. В соответствии с предпочтительным вариантом осуществления фиг. 4, участок маски 4, который должен подвергаться очистке, существенно уменьшен из-за наличия дополнительной режущей кромки 15 на краях 11. За счет этого поверхность маски 4 позади режущей кромки 15 не должна подвергаться регулярной очистке, так как напыленный на нее слой эластомерного материала может быть легко с нее оторван целиком.
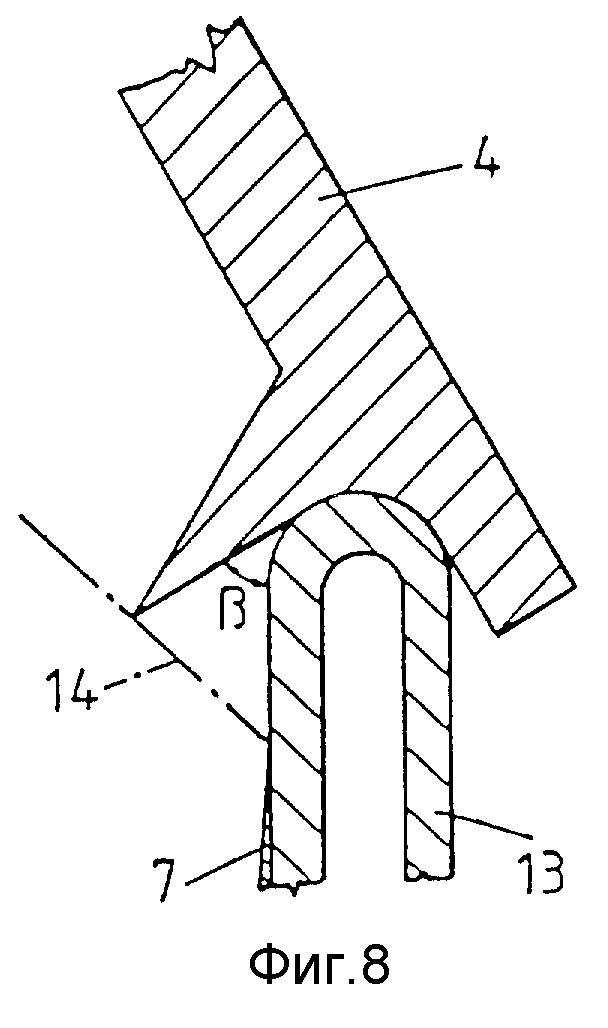
Обратимся степень к рассмотрению фиг. 1 - 4, на которых можно видеть, что маска 4 включает в себя главным образом плоскую поверхность, которая перекрывает участок 3 поверхности формы 2. Однако, как это показано на фиг. 5-9, маска 4 может также содержать пластину, которая размещена в вертикальном положении над выступающими краями 13. Эта маска 4 не обязательно должна быть размещена по линии вертикально над верней частью выступающих краев 13, но может быть наклонена, в частности, в сторону от участка 3 поверхности формы 2, который экранирован маской 4, как это показано на фиг. 8. Подобная ситуация возникает, например, в случае применения сложных форм, поверхность которых не является горизонтальной при установке маски в вертикальном положении.
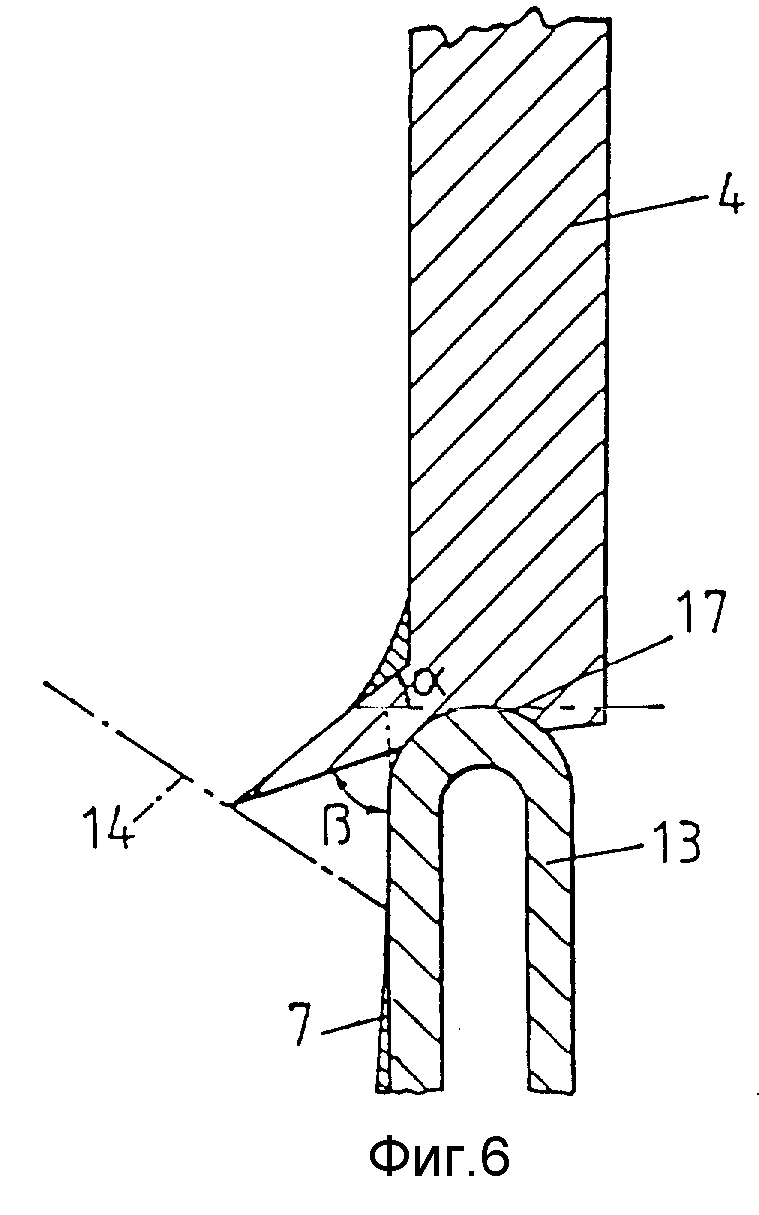
Для того чтобы предотвратить проникновение первого эластомерного материала между маской 4 и верхней частью выступающих краев 13, нижняя поверхность краев 11 маски 4 должна быть достаточно широкой, в зависимости от наклона этой нижней поверхности. Эта нижняя поверхность может образовывать, например, угол β от 1 до 135o с плоскостью вертикальной симметрии через выступающие края 13, а более конкретно, угол β около 90o. Пример использования угла β, который отличается от 90o, показан на фиг. 6.
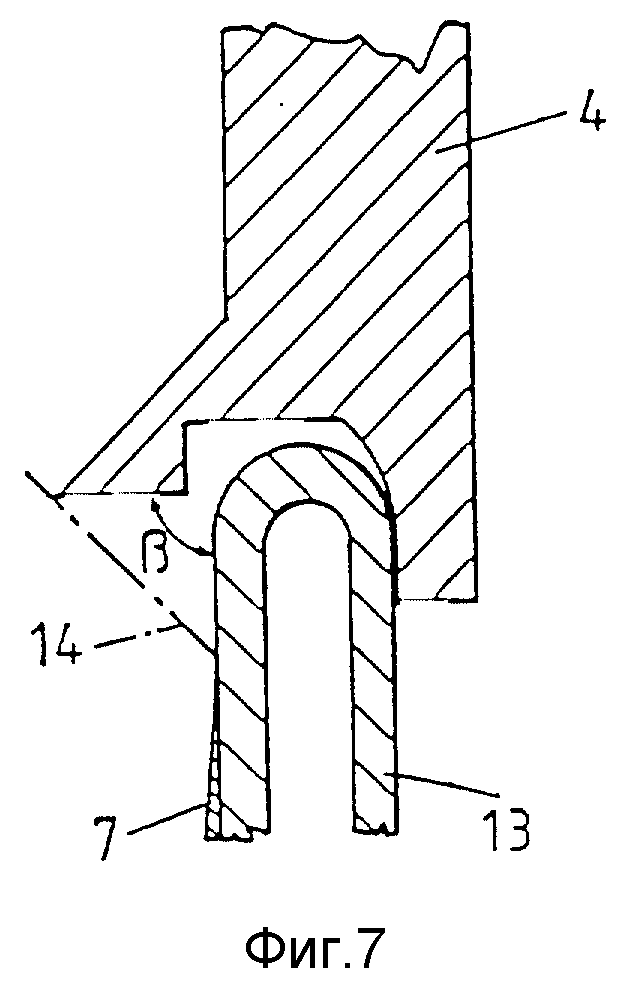
На фиг. 2 - 9 показан идущий в нижнем направлении фланец 16, который предусмотрен на нижней поверхности краев маски 11, вдоль выступающих краев 13, со стороны участка 3 поверхности формы, который должен маскироваться, чтобы позволить достигнуть точного положения маски 4. Кроме того, этот идущий в нижнем направлении фланец 16 помогает предотвратить проникновение мелких распыленных частиц, которые могут иметь турбулентность, между маской 4 и выступающими краями 13, в особенности в тех местах, где края 11 маски 4 могут не точно совпадать с выступающими краями 13, как это показано на фиг. 7. Как показано на фиг. 8 и 9, фланцы 16 не обязательно должны быть параллельны выступающим краям 13, так что маска 4 может быть снята в других направлениях, в особенности в случае сложных форм, о чем упоминалось ранее со ссылкой на фиг. 8.
В показанном на фиг. 6 варианте эти идущие вниз фланцы 16 могут быть заменены выемкой 17 на нижней поверхности краев маски 11. На фиг. 7 показана комбинация выемки 17 и идущего вниз фланца 16. Длина идущего вниз фланца 16 ограничена, естественно, высотой выступающих краев 13.
Высота H выступающих краев 13 может изменяться в широких пределах, однако составляет обычно от 1 до 20 мм, а более конкретно, от 2 до 8 мм. Преимущественно эта высота H составляет от 3 до 5 мм.
Ширина краев 13, измеренная на половине их высоты, составляет обычно по меньшей мере 0,5 мм, более конкретно, от 1 до 5 мм, а преимущественно ориентировочно от 2 до 3 мм. Эта ширина, которая определяет соответствующую ширину выемки в эластомерной пленке, оказывает существенное влияние, так же как и высота выступающих краев, на эстетичный вид линии раздела между различными эластомерными материалами или цветами полученной пленки.
Для того чтобы позволить получить достаточно толстый слой второго эластомерного материала сверху от выступающих краев 13, их верхняя часть преимущественно изогнута и имеет радиус кривизны R1, который преимущественно равен ориентировочно половине их ширины. Этот радиус кривизны составляет, например, 1 мм. Различные возможные виды (формы) выступающих краев 13 показаны схематично на фиг. 10-12, причем выступающий край, показанный на фиг. 11, более конкретно подходит для масок 4, показанных на фиг. 8 и 9. На этих фиг. 10 - 12 можно также видеть, что основание выступающих краев 13 может быть скруглено с радиусом кривизны R2, который может отличаться от радиуса кривизны R1 верхней части выступающих краев 13. Радиус кривизны R2 преимущественно составляет от 0 до H - R1 или даже от 0 до H, на стороне маскируемого участка 3. Следует иметь в виду, что как верхняя часть, так и основание выступающих краев 13 могут иметь неравномерное искривление.
Что касается эластомерных материалов, которые использованы в соответствии со способом по настоящему изобретению, то особенно подходящими являются стабильные к воздействию света полиуретановые эластомерные материалы, раскрытые в ЕР-А-0379246. Кроме того, в ЕР-А-0303305 описаны возможные распылительные устройства и распылительные форсунки для нанесения различных эластомерных слоев.
Описанное в WO 93/23237 устройство может быть использовано для изготовления отформованных деталей, полностью изготовленных из полиуретана. Эти отформованные детали содержат, в частности, эластомерную пленку и пенопластовый контрслой, каждый из которых имеет определенную толщину, чтобы добиться так называемого ощущения кожи. В соответствии с этим аспектом настоящее изобретение позволяет изготавливать синтетическую кожу с различно окрашенными участками.
Следующий пример дан для иллюстрации настоящего изобретения. Однако следует иметь в виду, что специалисты могут предложить множество различных примеров на базе приведенного выше описания настоящего изобретения и на основании информации, которая содержится в заявках на патенты, на которые даны ссылки. В частности, следует иметь в виду, что могут быть применены пленки, которые содержат более двух эластомерных материалов.
Пример. В соответствии с этим примером эластомерная полиуретановая пленка для приборной панели (автомобиля) была изготовлена в открытой напылительной форме, аналогичной той, которая показана на фиг. 1 и 2. Поверхность формы 2 образована гальванопластом, имеющим зерно кожи. Выступающие края 13 имеют высоту H, равную 5 мм, ширину В, равную 3 мм, и изогнутую верхнюю часть с радиусом кривизны R1, составляющим 1,5 мм. Основание выступающих краев 13 также изогнуто с радиусом кривизны R2, составляющим 1,5 мм.
При осуществлении первого этапа маска 4 удалена от поверхности формы 2. На полную площадь поверхности формы 2 произведено напыление вещества на базе кремния, парафина и растворителя, способствующего схему (полученной пленки). После этого маска 4 размещается на краях 13 для экранирования участка 3 поверхности формы 2.
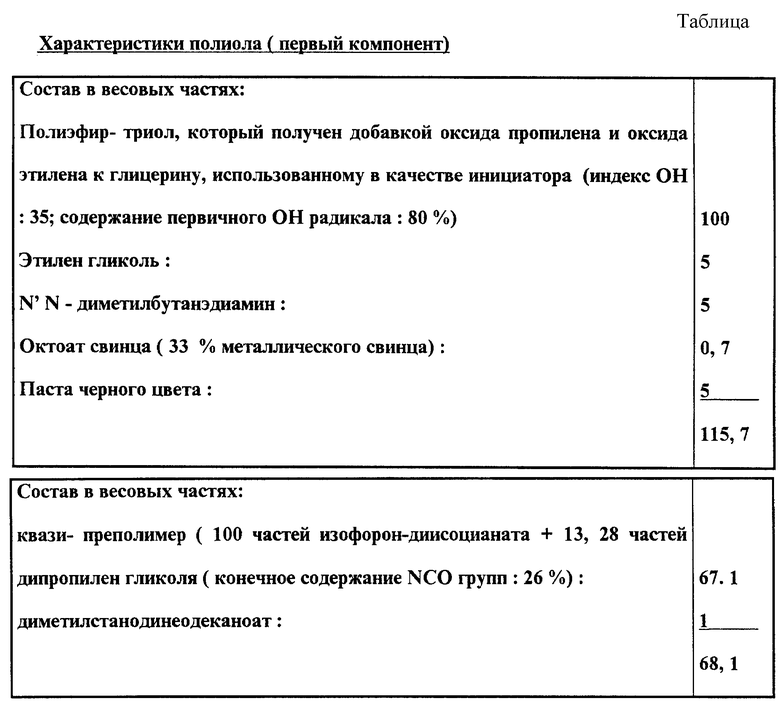
В этом положении производится распыление первого эластомерного материала 7, в частности полиол-изоцианат реакционной смеси, на не покрытую маской поверхность и, частично, на маску 4, при расходе 25 г/сек, причем давление полиольного компонента составляет 150 бар, а давление изоцианатного компонента составляет 100 бар.
Характеристики полиола (первый компонент) даны в таблице.
Отношение: (компонент полиола)/(компонент изоцианата)=115,7/68,1=1,7.
Как только первая полиуретановая реакционная смесь была распылена на поверхности формы 2, производят удаление маски 4 и напыляют на оставшийся участок 3 поверхности формы 2 и, частично, на слой первой реакционной смеси, вторую полиуретановую реакционную смесь 9, которая имеет тот же состав, что и первая смесь, за исключением наличия 5 частей пасты серого цвета вместо пасты черного цвета компонента полиола. Эту вторую реакционную смесь преимущественно наносят, когда первая смесь еще липкая, чтобы получить хорошее сцепление между обоими слоями.
В данном примере оба эластомерных материала наносят слоем толщиной около 0,4 мм. Затем напыляют контрслой другого эластомерного материала 19 на задней стороне первого и второго эластомерных материалов, для получения общей толщины пленки около 1 мм. Этот контрслой 19 получают из стабильной к воздействию света не окрашенной полиуретановой реакционной смеси, которая имеет тот же состав, что и первая и вторая полиуретановые реакционные смеси, однако компонент полиола не имеет цветной пасты.
Полученная указанным образом пленка подвергается дальнейшей обработке для получения детали приборной доски путем нанесения полиуретанового пенопласта 20 с ее задней стороны, а также установки жесткой подложки 21.
Показанная на фиг. 13 двухцветная пенка имеет четко обработанную линию раздела между ее имеющими различную окраску участками, так как действительная линия перехода между различными материалами находится в выемке 23, выполненной по этой разделительной линии, которая в действительности образует постепенную зону перехода 22, которая скрыта от взгляда. Если есть такое желание, эта выемка, естественно, может быть в дальнейшем заполнена или закрыта прессованием и/или склеиванием друг с другом ее сторон.
Изобретение относится к изготовлению эластомерной пленки, которая содержит поверхностные участки по меньшей мере двух эластомерных материалов, в частности двух различно окрашенных полиуретановых материалов. В способе изготовления эластомерной пленки экранируют участок поверхности формы при помощи маски, которая имеет по меньшей мере один край, ограничивающий указанный участок. Напыляют слой первого эластомерного материала на поверхность формы и на край маски. Затем маску удаляют и производят напыление второго эластомерного материала на указанный участок поверхности формы. При экранировании участка поверхности формы край маски размещают сверху по меньшей мере на одном выступающем крае поверхности формы, который совместно с краем маски ограничивает участок поверхности формы. Первый слой эластомерного материала напыляют на одну из сторон выступающего края поверхности формы. По второму варианту при напылении первого эластомерного материала край маски устанавливают на определенном расстоянии от поверхности формы, чтобы избежать контакта между слоем первого эластомерного материала, напыленного на поверхности формы, и маской. Блок напылительной формы содержит форму с ограничивающей поверхностью и по меньшей мере одну маску для экранирования участка поверхности формы. Маска имеет по меньшей мере один край, ограничивающий этот участок. Поверхность формы имеет по меньшей мере один выступающий край, ограничивающий совместно с краем маски указанный участок поверхности формы. Край маски имеет возможность размещения сверху на выступающем крае формы. По второму варианту блок содержит средства для удержания края маски на определенном расстоянии от поверхности формы при напылении первого эластомерного материала. Описана также эластомерная пленка, содержащая по меньшей мере два эластомерных материала с поверхностными участками, которая изготовлена по вышеуказанному способу. При этом два эластомерных материала состыкованы друг с другом по линии раздела, по меньшей мере один из участков которой расположен на внешней выемке эластомерной пленки. Изобретение позволяет получить эстетичную линию раздела между эластомерными материалами, особенно при изготовлении эластомерной пленки из материалов с контрастными цветами. 5 с. и 12 з.п.ф-лы, 13 ил., 1 табл.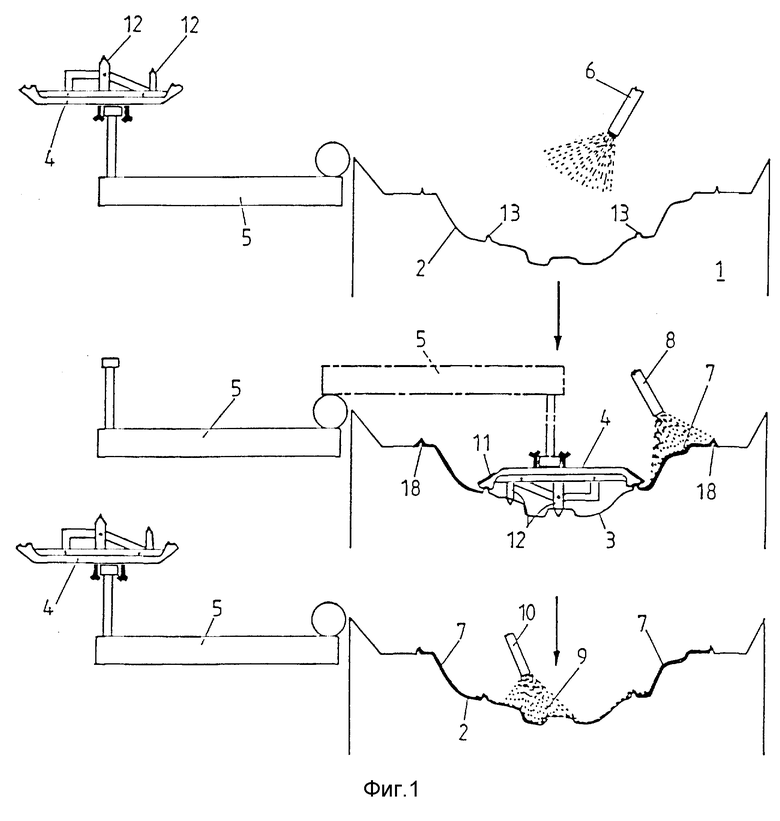
| 0 |
|
SU392186A1 | |
| УСТРОЙСТВО для ПОШТУЧНОЙ ПЕРЕДАЧИ ДЛИННОМЕРНЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 0 |
|
SU386818A1 |
| EP 0342473 A2, 23.11.89 | |||
| US 5013508 A, 07.05.91 | |||
| Способ изготовления труб из полимерного материала | 1980 |
|
SU905110A1 |

