Настоящее изобретение имеет отношение к панельному (панелевидному, в виде панели) слоистому материалу, который имеет переднюю сторону, заднюю сторону и по меньшей мере одну боковую сторону и который содержит жесткую основу, образующую заднюю сторону слоистого материала, причем гибкая оболочка имеет переднюю и заднюю стороны и промежуточный слой, сцепляющий заднюю сторону оболочки с основой, при этом гибкая оболочка содержит основную часть, образующую переднюю сторону слоистого материала, и по меньшей мере один фланец, идущий от указанной основной части к основе, чтобы образовать по меньшей мере участок боковой стороны слоистого материала, причем фланец продолжен краевой частью оболочки, которая содержит гибкую губку, имеющую вершину (верхнюю часть), которая прижата к жесткой основе так, что гибкая губка является изогнутой.
Панельный слоистый материал представляет собой, в частности, деталь отделки, а более конкретно внутреннюю деталь отделки автомобиля. Такие детали отделки обычно изготавливают путем установки оболочки на первой секции формы, а жесткой основы на второй секции формы заднего вспенивания и создания условий для вспенивания вспениваемой композиции в закрытом положении формы заднего вспенивания, между оболочкой и жесткой основой. Проблемой такого способа изготовления является то, что вариации толщины оболочки и/или жесткой основы, или неточная установка оболочки и/или основы, часто ведут к образованию зазоров между оболочкой и основой, через которые вспениваемая композиция может вытекать. Утечка пены может происходить у тыльной стороны поверхностей основы, у видимой стороны слоя оболочки и у стенки полости формы. Полученные потеки пены необходимо удалять до проведения дополнительной обработки панели заднего вспенивания, что приводит к дополнительным трудозатратам. Кроме того, форму необходимо обрабатывать разделительным составом, чтобы исключить прилипание пены к форме, и чистить перед выполнением следующей операции заднего вспенивания.
В публикации WO 03/078128 раскрыт способ непосредственного заднего вспенивания, в котором гибкую полиуретановую оболочку напыляют на первую секцию формы, снабженную кольцевой режущей кромкой, и в котором оболочку и режущую кромку прижимают к жесткой основе, расположенной на второй секции формы, ранее отверждения оболочки. В отличие от слоистого материала, к которому имеет отношение настоящее изобретение, гибкая оболочка слоистого материала, полученная по способу, раскрытому в WO 03/078128, не содержит гибкой губки, которая прижата к жесткой основе так, что она имеет изгиб относительно основы, позволяющий исключить утечку пены. Кроме того, жесткая основа не содержит такой гибкой губки, так что пенообразующая реакционная смесь может проникать между гибкой оболочкой и жесткой основой. Как это описано в WO 03/078128, пленка пенообразующей реакционной смеси может проникать между оболочкой и основой в кольцевой области, где они прижаты друг к другу для сцепления оболочки с основой. Режущая кромка также прижата к основе, так что избыток материала оболочки легко может быть удален. Способ, раскрытый в WO 03/078128, имеет однако недостаток, связанный с тем, что режущая кромка должна плотно прилегать к основе, так как в противном случае будет происходить утечка пены.
Чтобы избежать утечки пены, уже известно использование сжимающихся или надувных уплотнений между оболочкой и нижней половиной формы или между основой и верхней половиной формы. Однако такие уплотнения усложняют конструкцию форм заднего вспенивания и делают формы более дорогими.
Другое решение для исключения утечки пены раскрыто, например, в патенте JP 2000-246742 и состоит в прикреплении уплотняющей полосы к основе вдоль ее кромок. Однако, принимая во внимание трехмерную форму основы, достаточно сложно прикрепить уплотняющую полосу к основе надлежащим образом, причем это занимает много времени.
В других известных документах, в частности в патентах JP 2003-220854, JP 2003-001740, JP 2002-210757, JP 2003-251639, JP 2003-117928 и US 5 976 289, раскрыто использование повернутого назад фланца оболочки, чтобы исключить утечку пены. В форме заднего вспенивания этот фланец поддерживается сбоку участком жесткой основы, чтобы выдерживать давление пены. Недостаток этого способа заключается в том, что жесткая основа должна идти вдоль боковой стороны слоистого материала, что значительно снижает возможности проектирования. Более конкретно жесткая основа идет указанным образом главным образом до видимой передней стороны слоистого материала. Таким образом, этот известный способ может быть использован только для скрытых кромок деталей отделки или когда жесткая основа образует эстетическую видимую поверхность поблизости от видимой поверхности, образованной оболочкой.
В патенте JP 05-329849 раскрыто еще одно решение, позволяющее избежать утечки пены. Уплотнение оболочки относительно основы выполнено при помощи полого уплотняющего выступа, образованного как единое целое с оболочкой. Этот уплотняющий выступ, который образован на краевой части оболочки, имеет закругленную вершину, которая входит в зацепление с жесткой основой при закрывании половин формы заднего вспенивания, в результате чего исключается утечка пены. Однако авторы настоящего изобретения обнаружили, что такое полое уплотнение имеет важный недостаток, связанный с тем, что в ходе прижима уплотняющего выступа к основе участок оболочки, идущий вдоль уплотняющего выступа к основной части оболочки, смещается по поверхности формы, что приводит к деформациям оболочки и, следовательно, снижает визуальное качество слоистого материала. Дополнительным недостатком способа, раскрытого в JP 05-329849, является то, что участок оболочки и участок жесткой основы, идущие выше уплотнения, должны быть удалены для дальнейшей обработки.
Задачей настоящего изобретения является создание нового панельного слоистого материала, полученного исходя из оболочки, имеющей фланец и краевую часть, которая содержит уплотняющую губку и которая позволяет создать эффективное уплотнение относительно жесткой основы при формовании промежуточного слоя между оболочкой и основой, не вызывая деформации смежного участка оболочки.
Для решения указанной задачи, в соответствии с настоящим изобретением предложен панельный слоистый материал, отличающийся тем, что краевая часть на передней стороне оболочки дополнительно содержит по меньшей мере один непрерывный или прерывистый выступ, идущий вдоль фланца оболочки.
Непрерывный или прерывистый выступ позволяет фиксировать участок оболочки, который идет вдоль гибкой губки на поверхности формы, когда формуют промежуточный слой между оболочкой и основой. Более конкретно выступ позволяет исключить смещение внутренней стороны краевой части оболочки по поверхности формы в направлении основной части оболочки, когда форму закрывают и жесткую основу прижимают к гибкой губке. Таким образом, участок оболочки, расположенный вдоль краевой части, больше не деформируется за счет изгиба гибкой губки после закрывания формы.
В предпочтительном варианте слоистого материала в соответствии с настоящим изобретением выступ расположен главным образом напротив гибкой губки, на краевой части оболочки.
Было обнаружено, что, в этом конструктивном варианте, выступ также помогает более прочно удерживать гибкую губку в форме заднего вспенивания в вертикальном положении относительно поверхности формы, то есть выступ также помогает исключить поворот гибкой губки относительно ее основания, так что более высокое давление создается между губкой и жесткой основой, в результате чего достигается лучшее уплотнение.
В другом предпочтительном варианте слоистого материала в соответствии с настоящим изобретением гибкая губка имеет отформованную свободную кромку.
Выражение "отформованная свободная кромка" следует понимать так, что по меньшей мере в одном местоположении, где создана гибкая губка, оболочка представляет собой так называемую оболочку окончательной конфигурации, которая непосредственно образована в виде желательной конфигурации и не требует подрезки, фрезерования, вытягивания или удаления излишних частей оболочки. С удивлением было обнаружено, что такая губка может выдерживать давление пены в форме заднего вспенивания и поэтому может эффективно действовать как уплотнение, позволяющее исключить утечку пены. Это особенно имеет отношение к тому случаю, когда выступ расположен главным образом напротив гибкой губки на краевой части оболочки, так что губка более прочно удерживается в своем вертикальном положении. Важным преимуществом этого варианта осуществления настоящего изобретения является то, что слоистому материалу может быть придана его окончательная конфигурация в форме заднего вспенивания, без проведения каких-либо операций подрезки, штамповки или фрезерования в тех местах, где имеется такая гибкая губка. Гибкая губка может быть предусмотрена не только вдоль внешнего периметра слоистого материала, но также вокруг отверстий в его передней стороне, в частности, вокруг отверстий, которые предусмотрены для установки вставок в слоистый материал.
В еще одном предпочтительном варианте слоистого материала в соответствии с настоящим изобретением выступ на передней стороне краевой части представляет собой непрерывный выступ.
Несмотря на то что прерывистый выступ также может повышать сопротивление разрыву оболочки, наличие такого непрерывного выступа исключает повреждение оболочки при растяжении, особенно когда оболочка является полиуретановой оболочкой. Когда оболочка не является оболочкой окончательной конфигурации, это позволяет, в частности, сдирать (отрывать) любой избыточный материал оболочки с кромок полученного слоистого материала, особенно когда оболочка является полиуретановой оболочкой.
Настоящее изобретение также имеет отношение к созданию гибкой оболочки, подходящей для изготовления панельного слоистого материала в соответствии с настоящим изобретением, к созданию способа изготовления такой гибкой оболочки и к созданию способа изготовления панельного слоистого материала в соответствии с настоящим изобретением.
Указанные ранее и другие преимущества, особенности и характеристики изобретения будут более ясны из последующего детального описания некоторых специфических вариантов осуществления настоящего изобретения, в том числе специфических вариантов слоистого материала, оболочки и способов их изготовления, данного в качестве примера, не имеющего ограничительного характера и приведенного со ссылкой на сопроводительные чертежи.
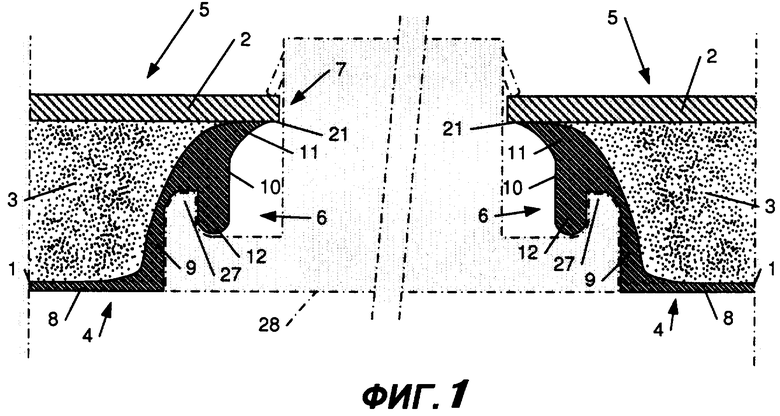
На фиг.1 схематично показано сечение участка панельного слоистого материала в соответствии с настоящим изобретением, имеющего отверстия для установки вставки в слоистый материал.
На фиг.2 показана первая операция изготовления слоистого материала, показанного на фиг.1, а более конкретно операция формирования гибкой оболочки за счет процесса напыления на поверхность формы таким образом, чтобы получить так называемую оболочку окончательной конфигурации.
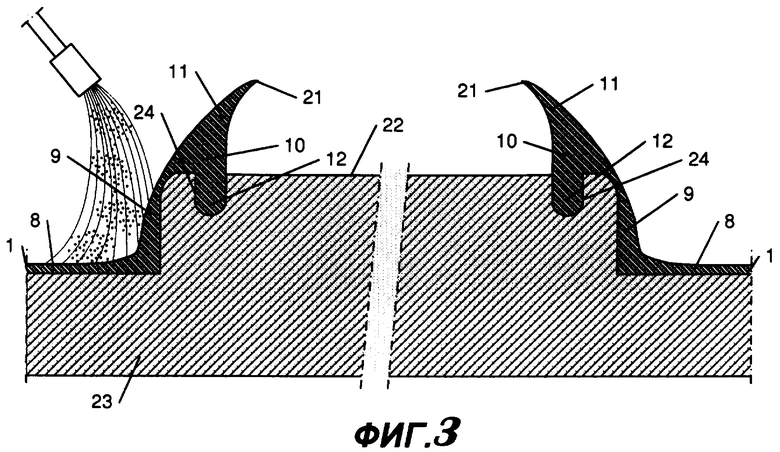
На фиг.3 показана вторая операция изготовления слоистого материала, показанного на фиг.1, а более конкретно операция установки отформованной оболочки на поверхность первой секции формы заднего вспенивания и операция заливки вспениваемой композиции на заднюю часть оболочки.
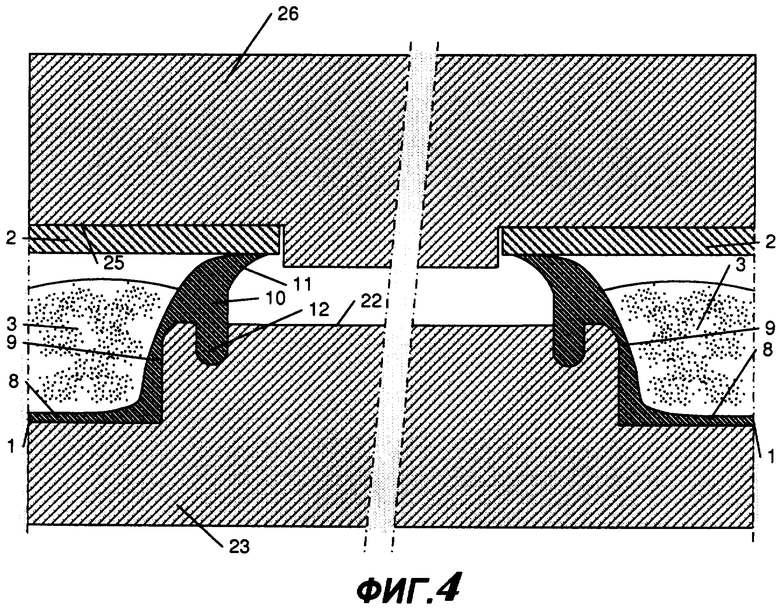
На фиг.4 показана третья операция изготовления слоистого материала, показанного на фиг.1, а более конкретно операция закрывания формы заднего вспенивания при помощи второй секции формы, имеющей жесткую основу, установленную на ее поверхность, и операция создания условий для вспенивания вспениваемой композиции, чтобы получить промежуточный слой.
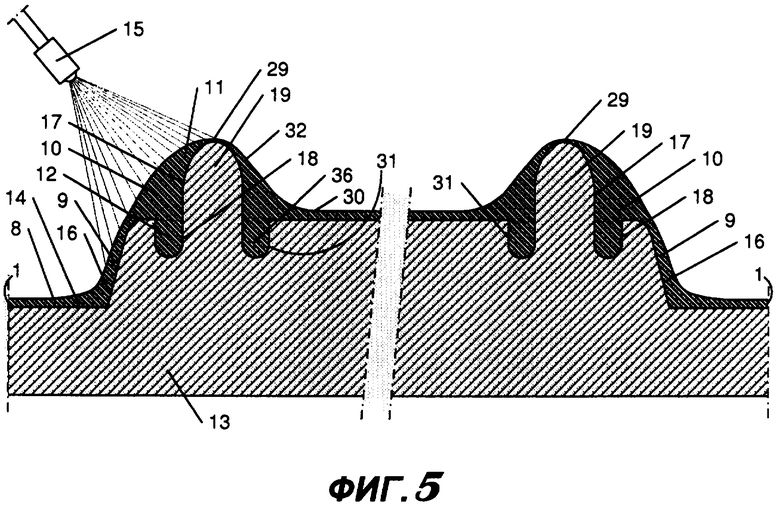
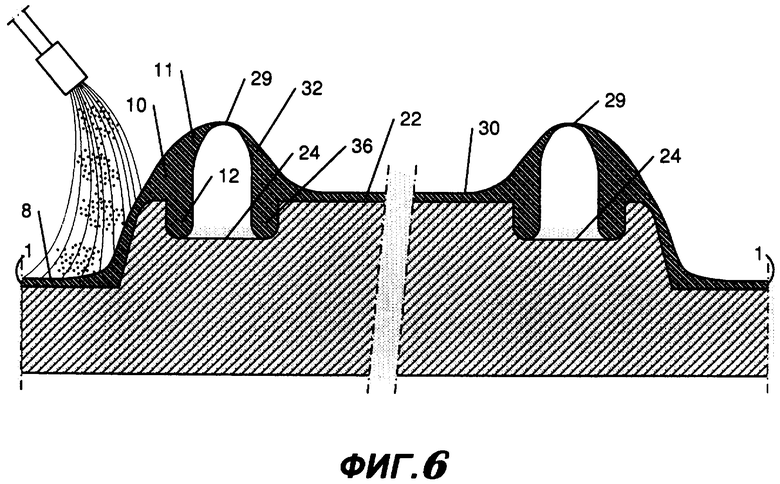
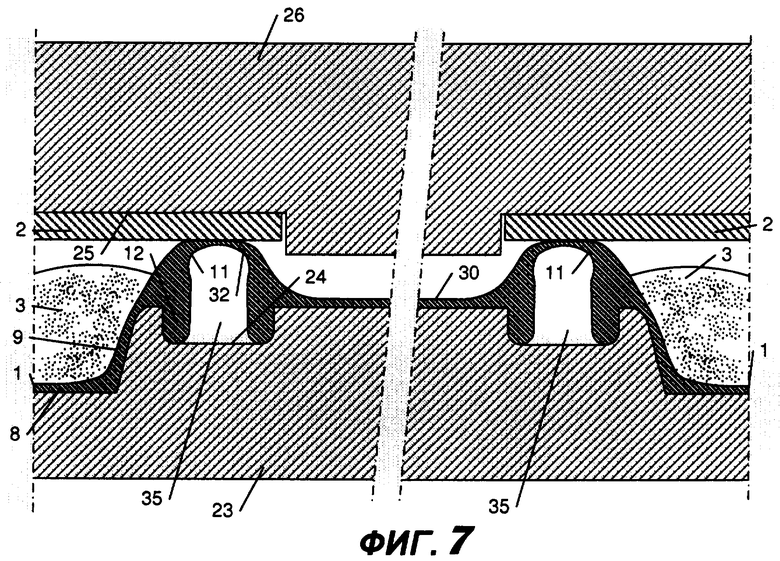
Фиг.5-7 являются аналогичными фиг.2-4, но относятся к альтернативному способу изготовления панельного слоистого материала в соответствии с настоящим изобретением, в котором используют другой тип формы для формирования оболочки, так что оболочка не является оболочкой окончательной конфигурации.
На фиг.8 показана дополнительная операция альтернативного способа изготовления, в которой избыточный отрывной участок оболочки отрывают от слоистого материала.
Панельные слоистые материалы в соответствии с настоящим изобретением, а более конкретно слоистые материалы, показанные на фиг.1 и 8, содержат гибкую оболочку 1, жесткую основу 2 и промежуточный слой 3, сцепляющий заднюю сторону оболочки 1 с передней стороной основы 2. Панельный слоистый материал преимущественно представляет собой деталь отделки, а в частности внутреннюю деталь отделки автомобиля, такую как приборная панель, панель двери, консоль или крышка вещевого ящика (бардачка). Он имеет переднюю сторону 4, заднюю сторону 5 и по меньшей мере одну боковую сторону 6. Боковая сторона 6 может образовывать периферийную кромку слоистого материала или внутреннюю кромку вокруг отверстия 7 в слоистом материале, как это показано на фиг.1 и 8.
Гибкая оболочка 1 имеет средний модуль изгиба меньше чем 100 МПа, преимущественно, меньше чем 75 МПа, предпочтительнее, меньше чем 55 МПа, а еще лучше меньше чем 40 МПа, в то время как жесткая основа 2 является менее гибкой и имеет преимущественно средний модуль изгиба больше чем 100 МПа, преимущественно, больше чем 200 МПа, а еще лучше больше чем 300 МПа. Указанный здесь модуль изгиба измеряют в соответствии с ASTM D790-03. В том случае, когда композиция оболочки или основы не изменяется от одного места к другому, средний модуль изгиба соответствует измеренному в соответствии с ASTM D790-03. Однако в том случае, когда композиция оболочки или основы изменяется от одного места к другому (например, когда она содержит два или более слоев из различных материалов, которые не имеют постоянной толщины, или когда материал не имеет постоянной плотности по всему объему), тогда средний модуль изгиба получают как среднее модулей изгиба различных зон оболочки или основы. При определении такого среднего модуля изгиба учитывают площадь поверхности зон, имеющих один и тот же модуль изгиба, то есть при усреднении находят взвешенное среднее площадей поверхности.
Гибкая оболочка 1 содержит основную часть 8, которая образует переднюю сторону 4 слоистого материала, и по меньшей мере один фланец 9, который идет от основной части 8 оболочки 1 в направлении основы 2, чтобы образовать по меньшей мере участок боковой стороны 6 слоистого материала. Фланец 9 продолжен краевой частью 10 оболочки, которая содержит гибкую губку 11 и непрерывный или прерывистый выступ 12. Гибкая губка 11 имеет вершину (верхнюю часть), которая прижата к жесткой основе 2 так, что гибкая губка 11 изогнута. В данном варианте предусмотрено, что передняя сторона оболочки идет до вершины губки, которая прижата к основе. Так как фланец 9 идет в направлении основы 2, губка 11 перекрывает меньший зазор между оболочкой 1 и основой 2 и поэтому легче может выдерживать любое давление, оказываемое на губку 11 при формировании промежуточного слоя 3 между оболочкой 1 и основой 2. Другими словами, высота фланца 9 может быть выбрана свободно в функции желательной толщины промежуточного слоя 3.
Выступ 12 предусмотрен на этой передней стороне оболочки, а более конкретно на передней стороне краевой части 10, и идет вдоль фланца 9. Выступ 12 имеет такое направление, что когда оболочка 1 установлена ее передней стороной на поверхность формы, которая имеет выемку для приема выступа и которая позволяет изгибать губку в направлении поверхности формы, давление, оказываемое основой 2 на гибкую губку 1, не вызывает деформации участка оболочки, находящегося на другой стороне выступа 12, напротив гибкой губки 11. Другими словами, выступ 12 имеет такое направление, что когда он введен в соответствующую выемку на поверхности формы, краевая часть 10 оболочки 1, за счет выступа 12, не может скользить по поверхности формы в направлении фланца 9 оболочки 1, когда гибкая губка 11 изогнута за счет давления, оказываемого на нее основой 2.
Выступом 12 может быть прерывистый выступ, так как такой выступ позволяет предотвращать деформацию оболочки, или, другими словами, скольжение краевой части по поверхности формы, при закрывании формы заднего вспенивания. Однако преимущественно выступом 12 является непрерывный выступ 12, в частности, потому, что такой непрерывный выступ 12 позволяет избежать образования нежелательных разрывов в кромке оболочки, например, в ходе выемки оболочки из формы.
Предпочтительный способ изготовления панельного слоистого материала, показанного на фиг.1, поясняется на фиг.2-4.
В первой операции, показанной на фиг.2, гибкую оболочку 1 изготавливают в форме 13, а более конкретно на поверхности 14 формы, которая имеет конфигурацию, соответствующую негативному изображению передней стороны оболочки 1. Для создания оболочки 1 текучий материал оболочки напыляют при помощи распылительной насадки 15 на поверхность 14 формы, создают условия для отверждения текучего материала оболочки и снимают полученную оболочку с поверхности формы.
Поверхность 14 формы содержит первый прямой (вертикальный) профиль 16 для создания фланца 9 оболочки 1 и второй прямой профиль 17 для создания гибкой губки 11. Этот второй прямой профиль 17 преимущественно имеет выпуклую верхнюю поверхность. Между прямыми профилями 16 и 17 поверхности 14 формы предусмотрена непрерывная или прерывистая канавка 18. Эта канавка 18 заполнена текучим материалом оболочки для создания непрерывного или прерывистого выступа 12 на передней стороне краевой части 10 оболочки 1.
Канавка 18 преимущественно расположена главным образом у основания второго прямого профиля 17, что позволяет легче заполнять канавку 18 текучим материалом оболочки, так как часть текучего материала оболочки, нанесенного на второй прямой профиль 17, будет стекать в канавку 18. Другое преимущество такого расположения канавки 18 по отношению ко второму прямому профилю 17 состоит в том, что созданный выступ 12 будет расположен главным образом напротив гибкой губки 11 на краевой части 10 оболочки 1 и, таким образом, может способствовать предотвращению вращения гибкой губки 11 вокруг ее основания в следующей операции изготовления. За счет этого, большее давление и, следовательно, лучшее уплотнение могут быть созданы между гибкой губкой 11 и жесткой основой 2.
При напылении текучего материала оболочки на второй прямой профиль 17, слой материала оболочки, нанесенного на этот профиль 17, имеет толщину, которая снижается в направлении вершины профиля 17, так что гибкая губка 11, созданная на этом профиле 17, имеет толщину, которая снижается в направлении верхней части губки 11. Таким образом, верхняя часть губки 11 будет более гибкой, что также позволяет обеспечивать лучшее уплотнение относительно жесткой основы 2. Более того, было обнаружено, что, независимо от толщины оболочки, губка 11 имеет главным образом постоянную толщину, так что достигается эффект контролируемого уплотнения.
В варианте осуществления, показанном на фиг.2, второй прямой профиль 17 образован за счет прямого выступа 19, предусмотренного на поверхности 14 формы. Этот прямой выступ 19 имеет вершину с режущей кромкой 20, которая не имеет радиуса кривизны или имеет радиус кривизны меньше чем 2 мм, а преимущественно меньше чем 1 мм. За счет этого, в частности, когда напыляют текучий материал оболочки, слой материала оболочки, нанесенный на второй прямой профиль 17, останавливается на вершине прямого выступа 19. Следовательно, гибкая губка 11, созданная на этом прямом выступе 19, будет иметь отформованную свободную кромку 21, которая образует по меньшей мере участок кромки оболочки. Поэтому не требуется проведение какой-либо обычной последующей операции обрезания, штамповки или фрезерования для удаления любых избыточных частей материала с кромки оболочки, так что созданная оболочка, другими словами, является так называемой оболочкой окончательной конфигурации.
В следующей операции, показанной на фиг.3, полученную оболочку 1 устанавливают на поверхность 22 первой секции 23 дополнительной формы, а более конкретно формы заднего вспенивания. Поверхность 22 формы имеет выемку 24 для приема выступа 12, расположенного на краевой части 10 оболочки 1, что позволяет, в следующей операции, изгибать гибкую губку 11 в направлении поверхности 22 формы. В варианте осуществления, показанном на фиг.3, это обеспечено за счет того, что передняя сторона гибкой губки 11 не поддерживается поверхностью 22 формы. Однако, в альтернативном варианте осуществления, поверхность 22 формы может быть снабжена упругим элементом, а в частности, вспененным элементом, поддерживающим переднюю сторону гибкой губки 11, однако все еще с возможностью изгиба губки в направлении поверхности 22 формы.
В операции, показанной на фиг.4, жесткую основу 2 устанавливают на поверхность 25 второй секции 26 дополнительной формы и эту форму закрывают таким образом, что остается полость между оболочкой 1 и основой 2. Эту полость заполняют отверждаемой композицией, а в частности вспениваемой композицией, и создают условия для ее отверждения, чтобы получить промежуточный слой 3 между оболочкой и основой. Отверждаемая композиция может быть залита или нанесена любым другим способом на заднюю сторону оболочки, как это показано на фиг.3, в открытом состоянии дополнительной формы, или может быть впрыснута в закрытую полость между оболочкой и основой, в закрытом состоянии дополнительной формы.
Как это четко показано на фиг.4, гибкая губка 11 оболочки 1 изгибается в боковом направлении за счет давления, оказываемого на нее жесткой основой 2 при закрывании формы, так что достигается эффективное уплотнение. Более конкретно гибкая губка под приложенным давлением изгибается в направлении удаления от основной части 8 оболочки 1. Краевая часть 10, за счет выступа 12, введенного в выемку или канавку 24 на поверхности 22 формы, не может скользить в направлении фланца 9 оболочки 1, так что деформация участка кромки оболочки исключена. Выступ 12 не только исключает скольжение краевой части 10 по поверхности формы, но также не позволяет изгибаться участку краевой части, расположенному между выступом 12 и фланцем 9, так что исключается вращение губки и поэтому создается большее давление между гибкой губкой и основой. За счет образования эффективного уплотнения между оболочкой и основой может быть использована основа окончательной конфигурации, то есть основа, которая не требует дополнительной подрезки или фрезерования для получения окончательной конфигурации.
Что касается образования эффективного уплотнения между губкой и основой, следует иметь в виду, что при формировании промежуточного слоя преимущественно оставляют вентиляционные отверстия, которые позволяют выходить газу, который образуется во время реакции вспенивания промежуточного вспененного слоя. В способе в соответствии с настоящим изобретением такие вентиляционные отверстия легко могут быть созданы за счет вырезания выемок в губке, или за счет прямого формования губки, имеющей локально по меньшей мере меньшую высоту. В полученном слоистом материале, канавка 27 образована между выступом 12 на передней стороне оболочки 1 и ее фланцем 9. Как это показано на фиг.1, канавка 27 и выступ 12, предусмотренные вокруг отверстий в слоистом материале, могут быть использованы для установки в панельный слоистый материал и крепления в нем вставок 28, таких как декоративные или функциональные рамы или крышки.
Другой пример способа изготовления панельного слоистого материала в соответствии с настоящим изобретением показан на фиг.5-7, а полученный слоистый материал показан на фиг.8.
В первой операции, показанной на фиг.5, гибкую оболочку 1 также изготавливают за счет напыления на поверхность 14 формы 13. Первое отличие от варианта осуществления, показанного на фиг.2, состоит в том, что фланец 9 оболочки больше не является перпендикулярным к смежной кромке основной части 8 оболочки 1, а образует угол более 90° относительно этой основной части 8, так что губка 11 идет главным образом в том же направлении, что и фланец 9. Более того, прямой выступ 19 на поверхности формы 14 не имеет режущей кромки и имеет вместо этого закругленную вершину, причем текучий материал оболочки наносят в слое, который полностью распределяется по прямому выступу 19. Вдоль другой стороны прямого выступа 19, противоположной канавке 18, поверхность 14 формы снабжена дополнительной непрерывной или прерывистой канавкой 31, которая также заполнена текучим материалом оболочки. За счет отекания текучего материала с вершины прямого выступа 19 оболочка 1 имеет уменьшенную толщину на вершине выступа 19, образующую ослабленную зону 29. Как это обсуждается далее более подробно, эта ослабленная зона 29 позволяет отрывать от оболочки избыточную часть материала оболочки.
Таким образом, оболочка 1, полученная по способу, показанному на фиг.5, содержит, в дополнение к основной части 8, фланцу 9 и краевой части 10, отрывной участок 30. Этот отрывной участок 30 содержит дополнительную гибкую губку 32, полученную на другой стороне прямого выступа 19 и имеющую верхнюю кромку 33 (показанную на фиг.8), которая является смежной с верхней кромкой 34 гибкой губки 11. Гибкие губки 32 и 11 совместно образуют канавку 35 на передней стороне оболочки 1. Дно этой канавки 35 соответствует ослабленной зоне 29, которая имеет уменьшенную толщину и которая позволяет отрывать (отрывную) часть от гибкой губки 11. За счет наличия дополнительной канавки 31 на поверхности 14 формы отрывной участок оболочки 1 содержит дополнительный непрерывный или прерывистый выступ 36. Этот выступ 36, который преимущественно представляет собой непрерывный выступ, помогает отрывать отрывной участок 30 в правильном положении, то есть в ослабленной зоне между выступами 12 и 36.
Следующая операция, показанная на фиг.6, соответствует операции, показанной на фиг.3. В этой операции оболочку 1 также устанавливают на поверхность 22 первой секции 23 дополнительной формы, а более конкретно формы заднего вспенивания. Вместо отдельной выемки 24 для каждого из выступов 12 и 36 поверхность 22 формы снабжена только одной более широкой выемкой 24, в которую входят оба выступа 12 и 36. При закрывании формы, как это показано на фиг.7, губки 11 и 32 действуют как сжимаемое уплотнение и обе изгибаются в боковом направлении под давлением, оказываемым на них жесткой основой 2. Выступы 12 и 36 на передней стороне оболочки 1 не позволяют основаниям губок 11 и 32 раздвигаться друг от друга и, таким образом, предотвращают скольжение краевой части 10 по поверхности 22 формы.
Слоистый материал, полученный указанным образом, также не требует проведения никакой операции обрезки, штамповки или фрезерования для удаления избытка материала оболочки вдоль кромок оболочки. Как это показано на фиг.8, отрывные участки 30 легко могут быть оторваны от полученного слоистого материала.
Однако следует иметь в виду, что вариант осуществления, показанный на фиг.1-5, является более предпочтительным, так как за счет него сразу получают оболочку окончательной конфигурации, не требующую отрывания какого-либо отрывного участка, так что не теряется материал на образование такого отрывного участка. Более того, гибкая губка имеет отформованную свободную кромку 21, которая имеет более правильную конфигурацию, чем отрывная кромка 34, так что кромка слоистого материала имеет более красивое (чистое) завершение.
Могут быть использованы различные материалы для изготовления слоистых материалов в соответствии с настоящим изобретением.
Жесткую основу обычно изготавливают из термопластичного материала, такого как полипропилен (РР), сополимер акрилонитрила, бутадиена и стирола (ABS), поликарбонат (PC), ABS смеси и т.п., в то время как материалом промежуточного слоя обычно является вспененный материал, в частности, пенополиуретан.
Текучий материал оболочки преимущественно представляет собой отверждаемую композицию, а в частности отверждаемую полиуретановую композицию. Такие композиции могут быть нанесены за счет процесса напыления или реакционного инжекционного формования (RIM). Подходящие напыляемые составы раскрыты, например, в патенте ЕР-В-0 379 246, в то время как подходящие RIM составы раскрыты, например, в патенте ЕР-В-0 929 586. Оболочка также может быть изготовлена из двух или более отдельных слоев, например, за счет нанесения сначала первого формного покрытия или краски, а затем нанесения эластомерного слоя, или за счет нанесения сначала первого легкого стабильного, алифатического, эластомерного полиуретанового слоя, а затем нанесения ароматического полиуретанового слоя.
Текучим материалом оболочки также может быть термопластичный материал, такой как поливинилхлорид (PVC). В этом случае, оболочка может быть изготовлена с использованием обычных известных технологий, таких как, например, процесс формования с использованием жидкой или порошковой замазки (slush). Термопластичный материал также может быть напылен на поверхность формы.

Изобретение имеет отношение к панельному слоистому материалу, гибкой оболочке для изготовления панельного слоистого материала и способу изготовления гибкой оболочки и панельного слоистого материала для изготовления внутренних деталей отделки автомобилей. Панельный слоистый материал содержит гибкую оболочку (1), жесткую основу (2) и промежуточный слой (3). Гибкая оболочка (1) содержит основную часть (8), которая образует переднюю сторону слоистого материала, и по меньшей мере один фланец (9), который идет от основной части (8) оболочки в направлении основы (2), чтобы образовать по меньшей мере участок боковой стороны слоистого материала. Чтобы избежать утечки пены при формировании промежуточного слоя (3) между оболочкой (1) и основой (2), фланец (9) удлинен краевой частью (10), которая содержит гибкую губку (11). Гибкая губка прижата к жесткой основе (2) так, что гибкая губка (11) образует уплотнение между оболочкой и основой. Чтобы исключить деформацию оболочки, краевая часть (10) оболочки дополнительно содержит по меньшей мере один непрерывный или прерывистый выступ (12), который идет вдоль фланца (9) оболочки (1) и который предотвращает скольжение этой краевой части при закрывании формы. Технический результат - эффективное уплотнение относительно жесткой основы при формировании промежуточного слоя между оболочкой и основой, не вызывая деформации смежного участка оболочки. 4 н. и 21 з.п. ф-лы, 8 ил.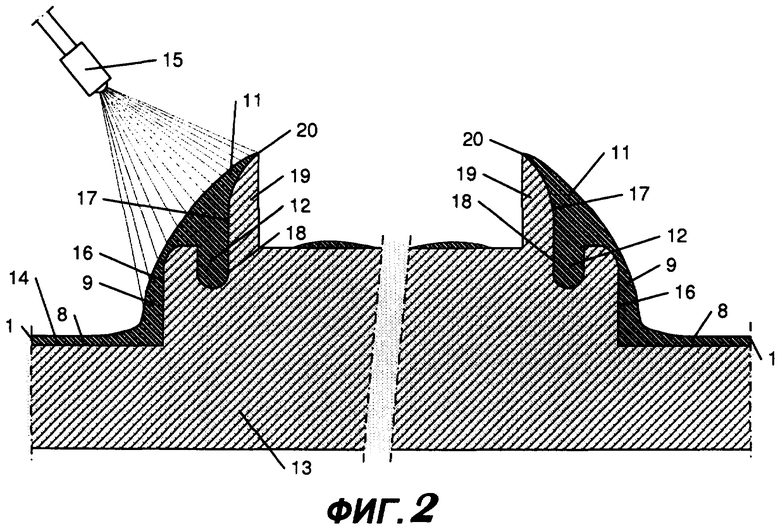
1. Панельный слоистый материал, который имеет переднюю сторону (4), заднюю сторону (5) и по меньшей мере одну боковую сторону (6) и который содержит жесткую основу (2), образующую заднюю сторону (5) слоистого материала, гибкую оболочку (1), имеющую переднюю и заднюю стороны, и промежуточный слой (3), сцепляющий заднюю сторону оболочки (1) с основой (2), причем гибкая оболочка (1) содержит основную часть (8), образующую переднюю сторону (4) слоистого материала, и по меньшей мере один фланец (9), идущий от указанной основной части (8) в направлении основы (2), чтобы образовать по меньшей мере участок боковой стороны (6) слоистого материала, причем фланец (9) продолжен краевой частью (10) оболочки (1), которая содержит гибкую губку (11), имеющую верхнюю часть, которая прижата к жесткой основе (2), так что гибкая губка (11) имеет изгиб, отличающийся тем, что на передней стороне оболочки (1) краевая часть (10) дополнительно содержит по меньшей мере один непрерывный или прерывистый выступ (12), идущий вдоль фланца (9) оболочки (1).
2. Слоистый материал по п.1, отличающийся тем, что гибкая оболочка (1) имеет средний модуль изгиба, измеренный в соответствии с ASTM D790-03. который меньше 100 МПа, преимущественно меньше 75 МПа, а предпочтительнее меньше 55 МПа.
3. Слоистый материал по п.1, отличающийся тем, что выступ (12) является непрерывным.
4. Слоистый материал по п.1, отличающийся тем, что выступ (12) расположен главным образом напротив гибкой губки (11) на краевой части (10) оболочки (1).
5. Слоистый материал по п.1, отличающийся тем, что гибкая губка (11) имеет отформованную свободную кромку (21).
6. Слоистый материал по п.1, отличающийся тем, что гибкая губка (11) наклонена в боковом направлении за счет давления, оказываемого жесткой основой (2) на губку (11), причем гибкая губка (11) преимущественно прижата в направлении удаления от основной части (8) оболочки.
7. Слоистый материал по п.1, отличающийся тем, что гибкая губка (11) имеет свободную кромку (21, 34) и толщину, снижающуюся в направлении этой кромки.
8. Слоистый материал по п.1, отличающийся тем, что гибкая губка (11) имеет свободную кромку (21, 34), образующую по меньшей мере участок кромки оболочки (1).
9. Гибкая оболочка для изготовления панельного слоистого материала по одному из пп.1-8, имеющая переднюю и заднюю стороны и гибкая оболочка (1) основную часть (8), образующую переднюю сторону (4) слоистого материала, и по меньшей мере один фланец (9), идущий от основной части (8) оболочки (1) в направлении основы (2), чтобы образовать по меньшей мере участок боковой стороны (6) слоистого материала, причем фланец (9) продолжен краевой частью (10) оболочки (1), которая содержит гибкую губку (11), имеющую верхнюю часть, прижатую к жесткой основе (2), так что гибкая губка (11) имеет изгиб и образует уплотнение относительно указанной жесткой основы (2), отличающаяся тем, что на передней стороне оболочки (1) краевая часть (10) дополнительно содержит по меньшей мере один непрерывный или прерывистый выступ (12), идущий вдоль фланца (9) оболочки (1).
10. Оболочка по п.9, отличающаяся тем, что она имеет средний модуль изгиба, измеренный в соответствии с ASTM D790-03, который меньше 100 МПа, преимущественно меньше 75 МПа, а предпочтительнее меньше 55 МПа.
11. Оболочка по п.9 или 10, отличающаяся тем, что гибкая губка (11) имеет отформованную свободную кромку (21).
12. Оболочка по п.9 или 10, отличающаяся тем, что оболочка (1) дополнительно содержит отрывной участок (30), объединенный с верхней кромкой (34) гибкой губки (11) и отрываемый от нее, причем отрывной участок (30) содержит дополнительную гибкую губку (32), имеющую дополнительную верхнюю кромку (33), смежную с верхней кромкой (34) гибкой губки и образующую совместно с гибкой губкой (11) канавку (35) в передней стороне оболочки (1), причем канавка (35) имеет дно (29) с уменьшенной толщиной, что позволяет отрывать отрывной участок (30) от указанной гибкой губки (11).
13. Оболочка по п.12, отличающаяся тем, что отрывной участок (30) оболочки (1) содержит по меньшей мере один дополнительный непрерывный или прерывистый выступ (36) на передней стороне оболочки (1), причем дополнительный выступ (36) идет вдоль указанной канавки (35).
14. Способ изготовления гибкой оболочки по одному из пп.9-13, которая имеет переднюю и заднюю стороны и содержит основную часть (8), образующую при сборке переднюю сторону (4) панельного слоистого материала по одному из пп.1-8, и по меньшей мере один фланец (9), который идет при сборке от основной части (8) оболочки (1) в направлении жесткой основы (2) слоистого материала, чтобы образовать по меньшей мере участок боковой стороны (6) указанного слоистого материала, причем фланец (9) продолжен краевой частью (10) оболочки (1), которая содержит гибкую губку (11), имеющую верхнюю часть, которую при сборке прижимают к жесткой основе (2), так что гибкая губка (11) получает изгиб и образует уплотнение относительно жесткой основы (2), причем способ включает в себя следующие операции:
подготовка формы (13), имеющей по меньшей мере одну поверхность (14), имеющую конфигурацию, которая соответствует негативному изображению передней стороны оболочки (1);
нанесение по меньшей мере одного текучего материала оболочки для получения гибкой оболочки (1) на поверхности (14) формы;
создание условий для отверждения текучего материала оболочки, чтобы получить оболочку (1) с ее передней стороной в контакте с поверхностью (14) формы, причем фланец (9) оболочки (1) получают за счет контакта с первым прямым профилем (16) поверхности (14) формы, а гибкую губку (11) получают за счет контакта со вторым прямым профилем (17) поверхности (14) формы;
съем полученной оболочки (1) с поверхности (14) формы,
отличающийся тем, что поверхность (14) формы снабжена между первым (16) и вторым (17) прямыми профилями непрерывной или прерывистой канавкой (18), а преимущественно непрерывной канавкой (18), которая идет вдоль указанного второго прямого профиля (17) и которая заполнена текучим материалом оболочки, так что указанная краевая часть (10) оболочки (1) содержит непрерывный или прерывистый выступ (12) на передней стороне оболочки (1).
15. Способ по п.14, отличающийся тем, что текучий материал оболочки наносят на указанный второй профиль (17) слоем, толщина которого снижается в направлении верхней части второго профиля (17).
16. Способ по п.14 или 15, отличающийся тем, что второй прямой профиль (17) имеет выпуклую верхнюю поверхность.
17. Способ по п.14, отличающийся тем, что текучий материал оболочки напыляют на поверхность (14) формы.
18. Способ по п.14, отличающийся тем, что текучий материал оболочки представляет собой термопластичный материал, который наносят, в частности, при помощи процесса образования порошковой или жидкостной замазки или при помощи процесса напыления на поверхность (14) формы.
19. Способ по п.14, отличающийся тем, что текучий материал оболочки представляет собой отверждаемую композицию, в частности отверждаемую полиуретановую композицию, которую наносят на поверхность (14) формы преимущественно при помощи процесса напыления или при помощи процесса реакционного инжекционного формования.
20. Способ по п.14, отличающийся тем, что второй профиль (17) образован при помощи прямого выступа (19), предусмотренного на поверхности (14) формы.
21. Способ по п.20, отличающийся тем, что прямой выступ (19) имеет верхнюю поверхность с режущей кромкой (20), которая не имеет радиус кривизны или имеет радиус кривизны меньше 2 мм, а преимущественно меньше 1 мм, причем текучий материал оболочки преимущественно напыляют на поверхность (14) формы.
22. Способ по п.14, отличающийся тем, что текучий материал наносят в слое на поверхность (14) формы, который заканчивается на вершине указанного второго прямого профиля (17).
23. Способ по п.14, отличающийся тем, что текучий материал оболочки наносят в слое на поверхность (14) формы, который идет полностью поверх прямого выступа (19), причем в оболочке (1) на вершине прямого выступа (19) образуют ослабленную зону (29), имеющую уменьшенную толщину.
24. Способ по п.23, отличающийся тем, что поверхность (14) формы снабжена вдоль прямого выступа (19) напротив канавки (18) дополнительной непрерывной или прерывистой канавкой, преимущественно дополнительной непрерывной канавкой (31), которая также заполнена текучим материалом оболочки.
25. Способ изготовления панельного слоистого материала по одному из пп.1-8, отличающийся тем, что он включающий в себя следующие операции:
подготовка дополнительной формы, которая содержит первую и вторую секции (23 и 26) формы, которые выполнены с возможностью перемещения друг относительно друга, чтобы открывать и закрывать дополнительную форму, и которые имеют соответственно первую (22) и вторую поверхности (25) формы;
установка гибкой оболочки (1) по одному из пп.8-11 на первую поверхность (22) формы и установка жесткой основы (2) на вторую поверхность (25) формы таким образом, что непрерывный или прерывистый выступ (12) на передней стороне оболочки (1) входит в выемку (24) на первой поверхности (22) формы;
закрывание второй секции формы, так что остается полость между оболочкой (1) и основой (2) и так что создается давление за счет жесткой основы (2) на гибкую губку (11), при этом гибкая губка (11) оболочки (1) изгибается в боковом направлении за счет давления, оказываемого на нее жесткой основой (2), чтобы образовать уплотнение, закрывающее указанную полость, причем краевая часть (10) оболочки (1) не может скользить на передней поверхности (22) формы в направлении фланца (9) оболочки при изгибе гибкой оболочки (11) за счет введения непрерывного или прерывистого выступа (12) на передней стороне оболочки (1) в указанную выемку (24);
нанесение до или после закрывания второй секции формы отверждаемой композиции между оболочкой (1) и основой (2) и создание условий для ее отверждения в указанной полости, чтобы создать промежуточный слой (3), сцепляющий оболочку (1) с основой (2); и
открывание второй формы и выемка полученного слоистого материала.
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Способ и приспособление для нагревания хлебопекарных камер | 1923 |
|
SU2003A1 |
| Грунтовой анкер | 1975 |
|
SU552391A1 |
| Устройство для непрерывного изготовления слоистых панелей | 1972 |
|
SU548197A3 |
| RU 2000112639 A, 27.04.2002 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ КОНСТРУКЦИОННЫХ ЭЛЕМЕНТОВ СИНТЕТИЧЕСКОЙ ОТДЕЛКИ И ИЗГОТОВЛЕННЫЙ ЭТИМ СПОСОБОМ КОНСТРУКЦИОННЫЙ ЭЛЕМЕНТ | 1993 |
|
RU2113349C1 |

