Изобретение относится к процессам обработки материалов плазменной струей, конкретно плазменной резке и напылению, и может быть использовано в машиностроении, судостроении, строительстве и др.
Рабочим инструментом при плазменной обработке является технологический плазматрон, содержащий дуговую камеру с рабочим электродом (обычно катодом дугового разряда) и соплом, формирующим плазменную струю и служащим вторым рабочим электродом дуги (анодом) при напылении и наплавке, при резке и сварке анодом дуги является обрабатываемый металл. Рабочий электрод и сопло, находясь в непосредственном контакте с высокотемпературной плазменной дугой (ее температура превышает 5000 - 10000oC), подвергается интенсивному нагреву, оплавлению, износу, что приводит к повышению эксплуатационных затрат, снижению производительности обработки и качества изделий.
Одним из основных способов повышения долговечности технологических плазматронов является создание благоприятных условий для интенсивного отвода тепла от рабочих поверхностей электродного и соплового устройств.
Известен способ охлаждения электродных и сопловых устройств (1) плазмообразующим газом. Конструкции технологических плазматронов, основанные на этом способе, просты в исполнении, недороги, однако ввиду невысокой теплопроводности газов используются лишь при малых токах дуги, в основном для резки и сварки металла малых толщин.
Известен способ охлаждения электродного и сопловых устройств (2) потоком жидкости, омывающей эти устройства. В настоящее время в плазматронах средней мощности использование водоохлаждаемых электродных устройств (катодов с тугоплавкой циркониевой или гафниевой вставкой) и сопел обеспечивает сроки их службы от 4 до 7 часов. Поэтому для эксплуатации таких плазматронов требуется большое количество запасных электродов и сопел.
Известен способ повышения долговечности электродных и сопловых устройств технологических плазматронов (3), состоящий в увеличении интенсивности их охлаждения. Для этого в электродно-сопловых устройствах создается оребрение в виде ленточной резьбы на водоохлаждаемой поверхности. Это решение позволяет повысить охлаждаемую водой поверхность на 30-50% и тем самым при прочих равных условиях увеличить долговечность технологических плазматронов. Это решение выбрано за прототип способа повышения долговечности электродных и сопловых устройств.
Однако ресурс работы электродных и сопловых устройств в этом случае не превышает 6-10 часов. Поэтому для плазменной резки и напыления металла требуется большое количество катодов и сопел.
И, наконец, известно устройство (4) для плазменной обработки металлов, содержащее охлаждаемое сопло, медный охлаждаемый катододержатель (электрод) с запрессованным в него катодом из активного материала, например циркония или гафния. Интенсивное охлаждение электрода и сопла обеспечивает срок службы электрода до 7 часов. Это решение выбрано за прототип устройства.
В основу настоящего изобретения положена задача повышения долговечности электродных и сопловых устройств, определяющих долговечность технологических плазматронов.
Указанная цель достигается тем, что способ предусматривает интенсивное охлаждение электродных и сопловых устройств потоком рабочей среды или водоохлаждающей жидкости, которое достигают увеличением теплоотдающей площади охлаждаемых поверхностей путем создания на них тонкого пористого слоя теплопроводного металла с высокой шероховатостью поверхности.
При этом тонкий слой металла может наноситься на поверхность электродных и сопловых устройств, например, дуговой металлизацией. Способ реализуется в технологическом плазматроне для резки, сварки, напыления или наплавки, содержащем корпус, охлаждаемое сопло, медный охлаждаемый катододержатель (электрод) с запресованным в него катодом из активного материала, например циркония или гафния, причем катододержатель и сопло по всей охлаждающей поверхности снабжены тонким пористым слоем теплопроводного металла с высокой шероховатостью поверхности.
Решений, имеющих признаки, сходные с отличительными признаками заявляемых способа и устройства, не обнаружено.
Предлагаемый способ представлен на фиг. 1а,б,в,г, а устройство - на фиг. 2, где
фиг. 1а - электродное и сопловое устройства старой конструкции;
фиг. 1б - электродное и сопловое устройства с металлизированной охлаждаемой поверхностью;
фиг. 1в - нанесение покрытия на электродное устройство;
фиг. 1г - нанесение покрытия на сопловое устройство.
Способ повышения долговечности электродных и сопловых устройств технологических плазматронов заключается в увеличении теплоотдачи от этих устройств, нагреваемых столбом дугового разряда до высоких температур, охлаждающей жидкости или газу, уменьшении их нагрева и, как следствие, термоабразивного износа.
Известно, что величина теплового потока, снимаемого с охлаждаемой поверхности жидкостью или газом, может быть определена для электрода из уравнения 1, а для сопла из уравнения 2 (фиг. 1а).
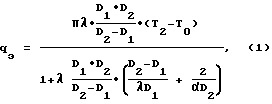
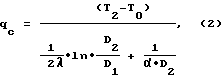
где α - коэффициент теплоотдачи от охлаждаемой поверхности с температурой T2 к охлаждающей среде с температурой T0, D1 - диаметр тепловоспринимающей, а D2 - охлаждаемой поверхности, λ - коэффициент теплопроводности материала сопла или электрода.
Как видно из выражений 1 и 2, при прочих равных условиях нужно иметь по возможности большей величину αD2, определяющую интенсивность охлаждения. Способ реализован путем создания на охлаждаемых поверхностях электродных и сопловых устройств тонкого пористого слоя теплопроводного материала с высокой шероховатостью поверхности, увеличивающего теплоотдающую площадь в 5-10 раз (фиг. 1б). Лучшим способом создания на охлаждаемой поверхности слоя с указанными свойствами является электродуговая металлизация. На очищенную, например, дробеструйной обработкой охлаждаемую поверхность электродных и сопловых устройств наносят слой пористого (с 50-70% пористости) покрытия толщиной 100-200 мкм с большой шероховатостью поверхности из материала с высокой теплопроводностью, например меди. Во время металлизации электрод или сопло поворачивают со скоростью напыления, а плазматрон перемещают в осевом направлении или поворачивают, обеспечивая сплошное покрытие поверхности (фиг. 1в, фиг. 1г).
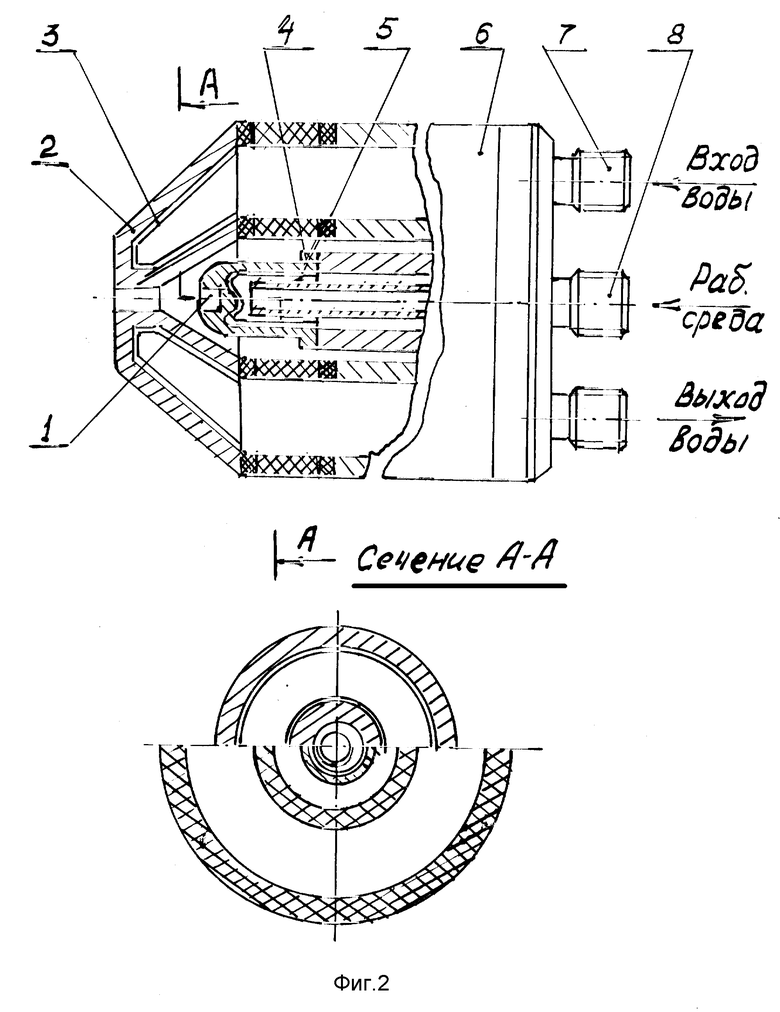
Способ повышения долговечности электродных и сопловых устройств осуществляется в технологическом плазматроне (фиг. 2), состоящем из корпуса 6 с подводом рабочей среды 8 и охлаждающей жидкости 7 или газа с закрепленными в нем электродным устройством, состоящим из обоймы 4 с катодной вставкой 1, и соплом 2. Обойма и сопло по всей охлаждающей поверхности снабжены тонким пористым слоем теплопроводного материала 5 и 3 с высокой шероховатостью поверхности.
Дуговая металлизация покрытия выполнялась медной проволокой диаметром 2 мм со скоростью ее подачи 3-5 м/мин при токе 150 - 300 А с расстояния 150-200 мм. Обработанные таким образом охлаждаемые поверхности электродных и сопловых устройств позволили интенсифицировать теплообмен в 5-10 раз и увеличить их долговечность в 2 раза.
Источники информации:
1. Авторское свидетельство СССР N 173356, B 296 7/08, 1965.
2. Газопламенная обработка металлов. М.: Высшая школа, 1975, с.255-260.
3. Авторское свидетельство СССР N 863237, B 23 K 10/00, 1979- прототип способа.
4. Патент ФРГ N 1907253, B 23 K 10/00, 10/02 - прототип устройства.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РЕКУПЕРАТИВНОГО ОХЛАЖДЕНИЯ ЭЛЕКТРОДА ПЛАЗМОТРОНА, ПЛАЗМОТРОН ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА И ЭЛЕКТРОДНЫЙ УЗЕЛ ЭТОГО ПЛАЗМОТРОНА | 2011 |
|
RU2469517C1 |
| ДВУХСТРУЙНЫЙ ДУГОВОЙ ПЛАЗМАТРОН | 2011 |
|
RU2458489C1 |
| ПЛАЗМОТРОН ДЛЯ НАПЫЛЕНИЯ | 2006 |
|
RU2320102C1 |
| ПОРТАТИВНЫЙ ПЛАЗМОТРОН ДЛЯ НАПЫЛЕНИЯ И НАПЛАВКИ ПОКРЫТИЙ | 2007 |
|
RU2354460C2 |
| ПЛАЗМЕННАЯ УСТАНОВКА ДЛЯ НАПЫЛЕНИЯ ПОКРЫТИЙ (ВАРИАНТЫ) | 2006 |
|
RU2328096C1 |
| Горелка для плазменной обработки материалов | 1980 |
|
SU880654A1 |
| ПЛАЗМОТРОН | 2016 |
|
RU2637548C1 |
| СПОСОБ НАПЫЛЕНИЯ ПЛАЗМЕННОГО ПОКРЫТИЯ (ВАРИАНТЫ) | 2006 |
|
RU2338810C2 |
| ПЛАЗМАТРОН | 2003 |
|
RU2225084C1 |
| СПОСОБ ПЛАЗМЕННОГО НАПЫЛЕНИЯ ПОКРЫТИЙ | 2004 |
|
RU2283364C2 |
Изобретение относится к процессам обработки материалов плазменной струей и может быть использовано в машиностроении, судостроении, строительстве и др. Технологический плазматрон содержит корпус с закрепленными в нем электродным устройством, состоящим из обоймы с катодной вставкой и соплом, подвод рабочей среды и охлаждающей жидкости или газа, при этом обойма и сопло по всей охлаждающей поверхности снабжены тонким пористым слоем теплопроводного материала с высокой шероховатостью поверхности. Способ повышения долговечности электродных и сопловых устройств технологических плазматронов включает их интенсивное охлаждение потоком жидкости или газа. Интенсификация теплоотдачи от устройств потоку достигается увеличением теплоотдающей площади охлаждаемых поверхностей путем создания на них тонкого пористого слоя теплопроводного материала с высокой шероховатостью поверхности. 2 с. и 1 з. п.ф-лы, 5 ил.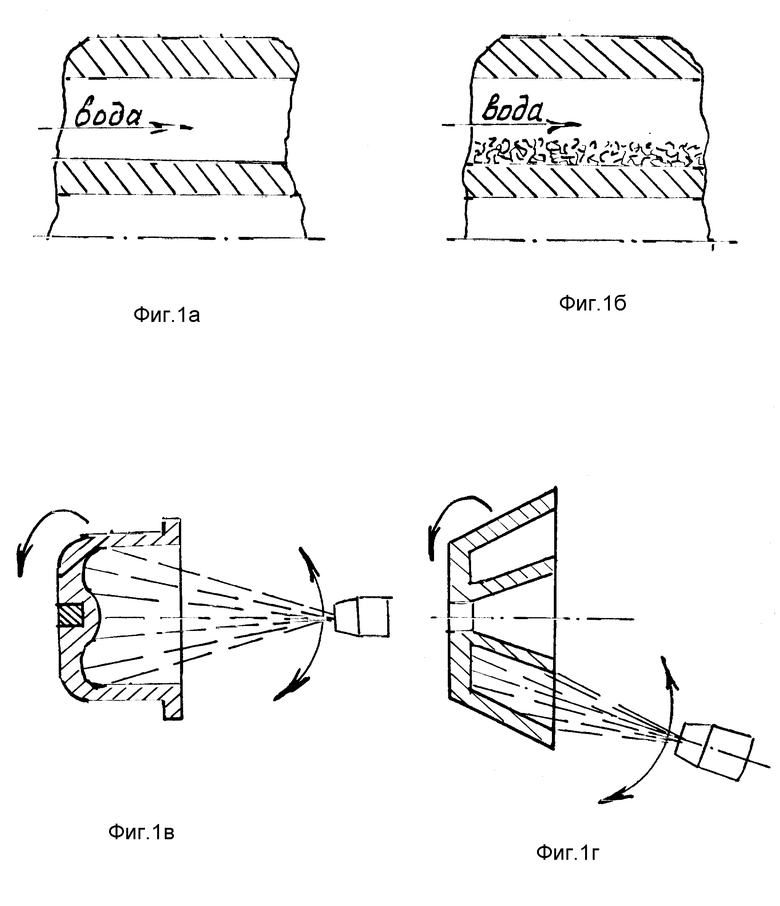
| Борисов Ю.С | |||
| и др | |||
| Газотермические покрытия из порошковых материалов | |||
| Справочник | |||
| -Киев: Наукова Думка, 1987, с.79 | |||
| DE 1907253 A2, 07.09.72 | |||
| ПЛАЗМОТРОН ДЛЯ НАПЫЛЕНИЯ ПОРОШКОВЫХ МАТЕРИАЛОВ | 1996 |
|
RU2092981C1 |
| ПЛАЗМАТРОН С ИСПОЛЬЗОВАНИЕМ ПАРА В КАЧЕСТВЕ ПЛАЗМЕННОГО ГАЗА И СПОСОБ ОБЕСПЕЧЕНИЯ ЕГО СТАБИЛЬНОЙ РАБОТЫ | 1991 |
|
RU2067790C1 |
| US 5340023 A, 23.08.94 | |||
| СТРОИТЕЛЬНЫЕ ЛЕСА С ЗАХВАТОМ ДЕРЖАТЕЛЯ ЛЕСОВ И ИСПОЛЬЗОВАНИЕ ВЫЕМКИ В СТОЙКЕ ЛЕСОВ | 2016 |
|
RU2666821C1 |
| Газопламенная обработка металлов.- М.: Высшая школа, 1975, с | |||
| Гудок | 1921 |
|
SU255A1 |
| Крупин А.В | |||
| и др | |||
| Деформация металлов взрывом.- М.: Металлургия, 1975, с | |||
| Способ получения камфоры | 1921 |
|
SU119A1 |

