Изобретение относится к машиностроению и касается соединений труб и трубчатых элементов.
Цель изобретения - снижение материалоемкости соединения, упрощение технологии изготовления за счет уменьшения количества конструктивных элементов и повышение герметичности.
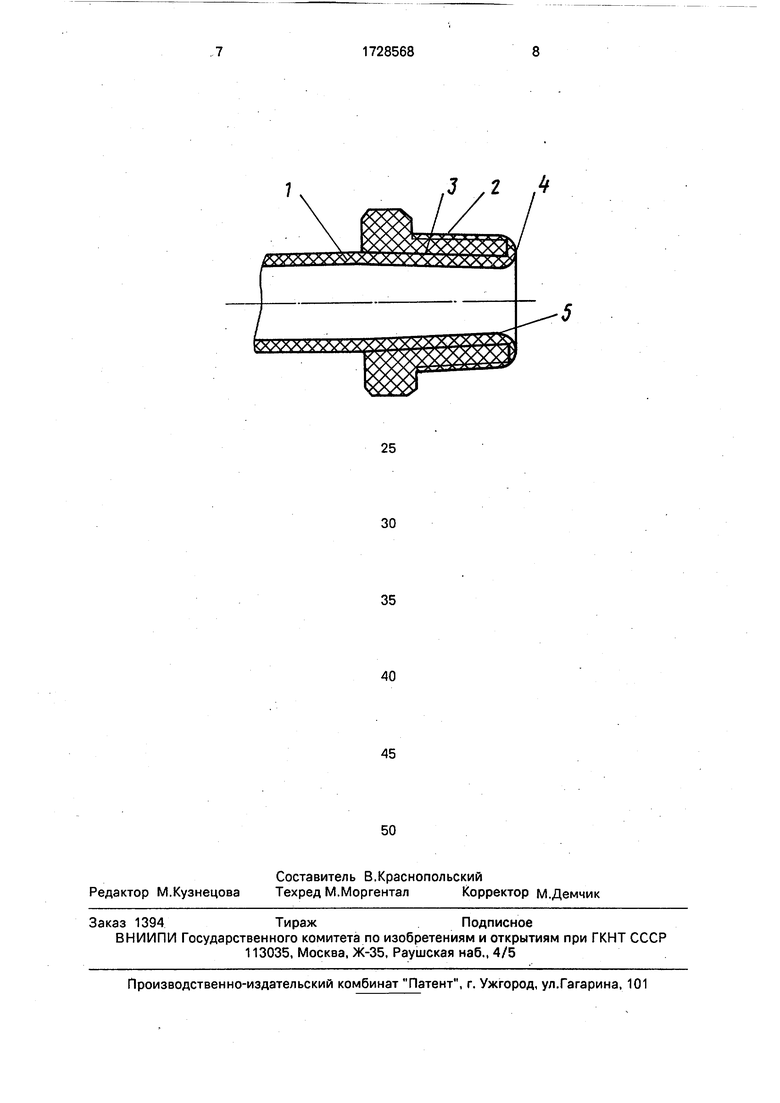
На чертеже изображена схема предлагаемого устройства.
Резьбовое трубное соединение для пластмассовых труб содержит цилиндрическую трубу 1, соединенную с ней по наружному диаметру трубы 1 втулку 2 с наружной конической резьбой 3 и сквозным коническим отверстием 4, буртом 5, фиксирующим втулку 2 на трубе 1.
Резьбовое трубное соединение для пластмассовых труб Изготавливается следующим образом.. .
Конец трубы 1, нагретый в глицериновой смеси до размягчения, соединен по своему наружному диаметру с втулкой 2 из Полимера, температура плавления которого выше температуры плавления трубы для формования на конце трубы конического отверстия 4. Совмещение элементов крепления и уплотнения в соединении достигается благодаря свойствам полимера, имеющего низкий коэффициент трения и высокую пластичность. Втулка 2 на трубе 1 размещена с возможностью образования фиксирующего бурта 5, выступающего из отверстия втулки 1 на 2,0-2,5 мм. Под воздействием дополнительного нагрева выходящий из втулки Ю 00
ел о
00
сирующий бурт 5 охватывает торец резьбовой части втулки, в результате чего уплотнение (герметизация) втулки на трубе и фиксация втулки 2 на трубе 1 осуществляется по общей непрерывной линии.
Согласно изобретению, фиксирующий бурт 5 выступает из отверстия втулки на 2,0-2,5 мм. Превышение указанного верхнего предела ухудшает формование фиксирующего бурта из-за большого количества формуемого материала, а снижение его нижнего предела - к ослаблению формуемого бурта что при динамических нагрузках может привести к нарушению целостности и разгерметизации соединения.
Пример. Данный способ осуществляют в резьбовом трубном соединении.
В качестве материала трубы использован радиационно-модифицированный полиэтилен марки ПНП.
Трубу погружают в высококипящую жидкость - глицерин, разогретый до 180°С, и выдерживают в такой ванне 5 с. Глубина погружения равна длине резьбовой втулки плюс 2,0-2,5 мм на фиксирующий бурт.
В результате этой операции происходит активный разогрев поверхностных слоев трубы и их размягчение. Внутренние слои ввиду плохой теплопроводности материала в значительно меньшей степени подвергаются воздействию нагрева и сохраняют упругие свойства.
На размягченный конец трубы надевают резьбовую втулку из полиамида так, что часть конца трубы выходит из втулки на 2,0-2,5 мм, и формуют на трубе конус, сопрягающийся с конусом внутренней поверхности втулки.
Внутренние слои трубы, не подвергшиеся размягчению, выполняют роль пружины, прижимая наружную поверхность трубы к внутренней конической поверхности резьбовой втулки. Совмещение элементов крепления и уплотнения в трубном соединении достигается благодаря свойствам полимера, имеющего низкий коэффициент трения и высокую пластичность. В результате этого достигается максимальая герметичность между сопрягающимися поверхностями трубы и втулки.
Выходящую из втулки часть конца трубы дополнительно разогревают в глицериновой смеси до 135°С до размягчения формуемого конца трубы, и из разогретой части конца трубы формуют фиксирующий бурт, который охватывает торец резьбовой части втулки.
В случае превышения критического значения температуры, соответствующего 180°С, и времени нагрева, составляющего
5 с, произошел бы более глубокий прогрев материала трубы, внутренние слои трубы потеряли бы-упругость и качество формования ухудшилось. Уменьшение времени на- 5 грева ниже критического значения, соответствующего 5 с, привело бы к недостаточному прогреву поверхностных слоев трубы, что сделало бы процесс формования невозможным.
0 Температура разогрева конца трубы для формования фиксирующего бурта, составляющая 135°С, подобрана экспериментально и оказалась необходимой и достаточной для размягчения формуемого конца трубы,
5 Превышение указанного значения температуры привело бы к излишнему прогреву конца трубы для формования фиксирующего бурта и нежелательному воздействию на материал резьбовой втулки, а уменьшение
0 указанного значения температуры привело бы к недостаточному прогреву конца трубы для формования фиксирующего бурта и сделало бы процесс формования невозможным.
5Что касается длины трубы, выходящей
из резьбовой втулки и составляющей 2,0- 2,5 мм для формования фиксирующего бурта, то необходимо отметить следующее. Если Вы конец трубы, выходящий из резьбо0 вой втулки, превышал критическую длину, составляющую 2,5 мм. то это усложнило бы процесс формования бурта из-за большой массы формуемого материала. При уменьшении критической длины выходящего из
5 резьбовой втулки конца трубы, соответствующей 2,0 мм, сформированный фиксирующий бурт оказался бы недостаточно надежным и при динамической нагрузке было бы возможно нарушение герметичности
0 соединения.
П р и м е р 2. Резьбовое трубное соединение для пластмассовых труб изготовлено согласно предлагаемому способу, по которому в качестве материала трубы использо5 ван радиационно-модифицированный полиэтилен марки ПНП.
Труба погружается в высококипящую жидкость-глицерин, разогретый до 160°С и выдерживается в такой ванне 7 с. Глубина
0 погружения равняется длине резьбовой втулки плюс 2,0-2,5 мм на фиксирующий бурт.
В результате этой операции происходит активный разогрев поверхностных слоев
5 трубы и их размягчение. Внутренние слои ввиду плохой теплопроводности материала в значительно меньшей степени подвергаются воздействию нагрева и сохраняют упругие свойства. На размягченный конец трубы надевают резьбовую втулку из полиамида так, что часть конца трубы выходит из втулки на 2,0-2,5 мм, и формуют на трубе конус, сопрягающийся с конусом внутренней поверхности втулки. Внутренние слои трубы, не подвергшиеся размягчению, вы- полняют роль пружины, прижимая наружную поверхность трубы к внутренней конической поверхности резьбовой втулки. Совмещение элементов крепления и уплотнения в трубном соединении достигается благодаря свойствам полимера, имеющего низкий коэффициент трения и высокую пластичность..
В результате этого достигается максимальная герметичность между сопрягающи- мися поверхностями трубы и втулки.
Выходящую из втулки часть конца трубы дополнительно разогревают в указанной глицериновой смеси до 135°С до размягчения формуемого конца трубы. Из разогре- той части конца трубы формуют фиксирующий бурт, который охватывает торец резьбовой части втулки.
В случае превышения критического зна- чения температуры, соответствующего 160°С, и времени нагрева, составляющего 7 с, произошел бы более глубокий прогрев материала трубы, внутренние слои трубы потеряли бы упругость и качество формования ухудшилось. Уменьшение времени на- грева ниже критического значения, соответствующего 7 с, привело бы к недо- статочному прогреву поверхностных слоев трубы, что сделало бы процесс формования невозможным.
Температура разогрева конца трубы для формования фиксирующего бурта, со- ставляющая 135°С, подобрана экспериментально и оказалась необходимой и достаточной для размягчения формуемого конца трубы. Превышение указанного значения температуры привело бы к излишнему прогреву конца трубы для формования фиксирующего бурта и нежелательному воздействию на материал резьбовой втул- ки, а уменьшение указанного значения температуры привело бы к недостаточному прогреву конца трубы для формования фиксирующего бурта и сделало бы процесс формования невозможным.
Что касается длины трубы, выходящей из резьбовой втулки и составляющей 2,0- 2,5 мм для формования фиксирующего бурта, то необходимо отметить следующее. Если бы конец трубы, выходящий из резьбовой втулки, превышал критическую длину, соответствующую 2,5 мм, то это усложнило бы процесс формования бурта из-за большой массы формуемого материала. При уменьшении критической длины выходящего из резьбовой втулки конца трубы, соответствующей 2,0 мм, сформованный фиксирующий бурт оказался бы недостаточно надежным и при динамической нагрузке было бы возможно нарушение герметичности соединения.
Формула изо б р е т е н и я
1.Способ резьбового трубного соединения для пластмассовых труб, заключающийся в предварительном разогреве конца трубы и формовании его в виде конической приемной части, отличающийся тем, что, с целью упрощения технологии изготовления и повышения герметичности соединения, разогрев трубы производят в температурном и временном интервалах, связанных обратной зависимостью, затем на разогретый конец трубы устанавливают втулку с коническим отверстием, формуя сопряженный с втулкой конус на трубе,..при, этом.часть трубы, выступающую из втулки, подвергают дополнительному нагреву и формуют из нее фиксирующий бурт, охваты- вающий.торец резьбовой части втулки.
2.Способ по п.1, отличающийся тем, что втулку выполняют из полимерного, материала, температура плавления которого выше температуры плавления трубы.
3.Резьбовое трубное соединение для пластмассовых труб, содержащее цилиндрическую трубу и втулку с наружной конической резьбой и внутренним коническим отверстием, отличающееся тем, что, с целью упрощения технологии и повышения герметичности, цилиндрическая труба заформована во внутреннем коническом отверстии втулки, а выступающая из нее часть трубы выполнена в виде фиксирующего бурта, охватывающего торец резьбовой части втулки. 
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ формования бурта на трубах из термопластичных полимерных материалов | 1989 |
|
SU1650464A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЕДОХРАНИТЕЛЬНОЙ ДЕТАЛИ ДЛЯ ЗАЩИТЫ ВНУТРЕННЕЙ И НАРУЖНОЙ ПОВЕРХНОСТИ КОНЦОВ ТРУБЫ | 2011 |
|
RU2466020C1 |
| СПОСОБ СОЕДИНЕНИЯ МНОГОСЛОЙНЫХ МЕТАЛЛОПОЛИМЕРНЫХ ТРУБ | 2010 |
|
RU2432517C1 |
| Стенд для изготовления крупноразмерных железобетонных изделий с предварительно напряженной арматурой | 2022 |
|
RU2789550C1 |
| СПОСОБ КОМПЛЕКСНОЙ ЗАЩИТЫ ОТ КОРРОЗИИ ПРОТЯЖЕННЫХ СТАЛЬНЫХ ТРУБОПРОВОДОВ (ВАРИАНТЫ) | 2005 |
|
RU2296817C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРОЙНИКОВ ИЗ ТРУБНЫХ ЗАГОТОВОК | 2012 |
|
RU2510679C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЕДОХРАНИТЕЛЬНОЙ ДЕТАЛИ ДЛЯ ЗАЩИТЫ НАРУЖНОЙ КОНИЧЕСКОЙ РЕЗЬБЫ ТРУБЫ | 2007 |
|
RU2353848C1 |
| СПОСОБ ФУТЕРОВАНИЯ МЕТАЛЛИЧЕСКИХ ТРУБ С НАРУЖНОЙ РЕЗЬБОЙ ПЛАСТМАССОВОЙ ОБОЛОЧКОЙ | 2003 |
|
RU2257508C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УСТРОЙСТВА ДЛЯ СОЕДИНЕНИЯ МЕТАЛЛИЧЕСКОЙ ТРУБЫ С ПЛАСТМАССОВОЙ | 2004 |
|
RU2272213C2 |
| СПОСОБ ФОРМОВАНИЯ ПОЛОГО ТЕЛА ПЕРЕМЕННОГО СЕЧЕНИЯ, СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОГО ЛЕЙНЕРА ВЫСОКОГО ДАВЛЕНИЯ И УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ПОЛОГО ТЕЛА ПЕРЕМЕННОГО СЕЧЕНИЯ | 2003 |
|
RU2263001C2 |
Изобретение м.б. использовано для изготовления резьбового трубного соединения пластмассовых труб. Цель изобретения - упрощение технологии изготовления за счет уменьшения количества конструктивных элементов и повышение герметичности соединения. Предварительно разогревают конец трубы и формуют его в виде конической приемной части. Разогрев производят в температурном и временном интервалах, связанных обратной зависимостью. На разогретый конец трубы устанавливают втулку с коническим отверстием, формуя сопряженный с втулкой конус на трубе. Часть трубы, выступающую из втулки, подвергают дополнительному нагреву и формуют из нее фиксирующий бурт, охватывающий торец резьбовой части втулки. Втулку выполняют из полимерного материала, т-ра-плавления к-рого выше т-ры плавления трубы. 2 с.п. ф-лы, 1 з.п. ф-лы, 1 ил. СО с
| Патент ФРГ №3508198, кл | |||
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
