Изобретение относится к трубопроводному транспорту и может быть использовано при монтаже трубопроводов, имеющих внутреннюю защитную облицовку.
Известен способ соединения металлических труб с внутренней облицовкой, включающий сварку смежных слоев облицовки, обматывание шва гофрированной со слоем клея лентой и обжатие [1].
Известный способ не обеспечивает достаточной герметичности и прочности соединения.
Наиболее близким к изобретению по технической сущности является способ неразъемного соединения металлических труб с внутренним покрытием, включающий насадку труб на герметизирующую цилиндрическую втулку с кольцеобразным фланцем, установку на стык труб с внешней стороны обжимной цилиндрической муфты с кольцевой проточкой с сечением в виде трапеции на наружной поверхности и с расположением боковых сторон трапеции по разные стороны от стыка, последующее редуцирование труб и муфты от одного торца муфты к другому до придания внешней поверхности муфты цилиндрической формы [2].
Известный способ приводит к созданию соединения, имеющего высокое допустимое рабочее давление, однако аппаратурное исполнение способа сложное, а реализация способа требует применения высококвалифицированных специалистов.
В изобретении решается задача упрощения аппаратурного исполнения и упрощения выполнения способа.
Задача решается тем, что в способе соединения труб для транспортировки агрессивных жидкостей, включающем насадку металлических труб с внутренним покрытием на герметизирующую цилиндрическую втулку, установку на стык труб с внешней стороны обжимной цилиндрической муфты с кольцевой проточкой на наружной поверхности и с расположением боковых сторон муфты по разные стороны от стыка, последующее редуцирование муфты от одного торца муфты к другому до придания внешней поверхности муфты цилиндрической формы, согласно изобретению изнутри на место соединения труб наносят герметизирующий материал, кольцевую проточку на наружной поверхности обжимной цилиндрической муфты выполняют, по крайней мере, одну цилиндрической формы с формированием заходного радиуса на одной стороне проточки, обжимную цилиндрическую муфту располагают заходным радиусом к редуцирующему органу, а на наружной поверхности герметизирующей цилиндрической втулки выполняют выступы и канавку посередине. Обжимная цилиндрическая муфта может иметь на внутренней поверхности резьбу и/или проточки.
Признаками изобретения являются:
1) насадка металлических труб с внутренним покрытием на герметизирующую цилиндрическую втулку;
2) установка на стык труб с внешней стороны обжимной цилиндрической муфты с кольцевой проточкой на наружной поверхности и с расположением боковых сторон муфты по разные стороны от стыка;
3) последующее редуцирование муфты от одного торца муфты к другому до придания внешней поверхности муфты цилиндрической формы;
4) изнутри на место соединения труб нанесение герметизирующего материала;
5) выполнение, по крайней мере, одной кольцевой проточки на наружной поверхности обжимной цилиндрической муфты цилиндрической формы с формированием заходного радиуса на одной стороне проточки;
6) расположение обжимной цилиндрической муфты заходным радиусом к редуцирующему органу;
7) на наружной поверхности герметизирующей цилиндрической втулки выполнение выступов и канавки посередине;
8) выполнение на внутренней поверхности обжимной цилиндрической муфты резьбы и/или проточек.
Признаки 1 - 3 являются общими с прототипом, признаки 4 - 7 являются существенными отличительными признаками изобретения, признак 8 является частным признаком изобретения.
Сущность изобретения
При соединении металлических труб с внутренней облицовкой важным моментом является герметичность соединения и его прочность. При определении этих параметров решающим является максимальное рабочее давление, обеспечиваемое соединением. Существующие технические решения обеспечивают достаточное рабочее давление. Однако аппаратурное исполнение способа сложное, а реализация способа требует использования высококвалифицированных специалистов. В изобретении решается задача упрощения аппаратурного исполнения и упрощение выполнения способа. Задача решается следующей совокупностью действий.
При соединении труб для транспортировки агрессивных жидкостей изнутри на место соединения труб наносят герметизирующий материал. Производят насадку металлических труб с внутренним покрытием на герметизирующую цилиндрическую втулку, имеющую выступы на наружной поверхности и канавку посередине. На стык труб с внешней стороны устанавливают обжимную цилиндрическую муфту с, по крайней мере, одной кольцевой проточкой цилиндрической формы на наружной поверхности и заходным радиусом на одной стороне проточки. Располагают боковые стороны муфты по разные стороны от стыка заходным радиусом к редуцирующему органу. Редуцирование муфты ведут от одного торца муфты к другому до придания внешней поверхности муфты цилиндрической формы.
Обжимная цилиндрическая муфта может иметь на внутренней поверхности резьбу и/или проточки.
Применение кольцевой проточки цилиндрической формы на наружной поверхности обжимной цилиндрической муфты позволяет упростить изготовление изделия, а наличие заходного радиуса на одной стороне проточки позволяет облегчить процесс редуцирования (обжатия) обжимной цилиндрической муфты, а вместе с ней металлических труб с внутренним покрытием и их прижатие к герметизирующей цилиндрической втулке.
В качестве герметизирующего материала используют смесь герметика и клея, например, герметика - автосила силиконового - 50% и фенолполивинилбутирального клея БФ-2 или БФ-4 - 50% или герметика - автосила силиконового - 50% и полиуретанового клея ПУ-2М - 50%.
Гидравлические испытания собранного трубопровода под давлением до 2,5 МПа показали его высокую герметичность.
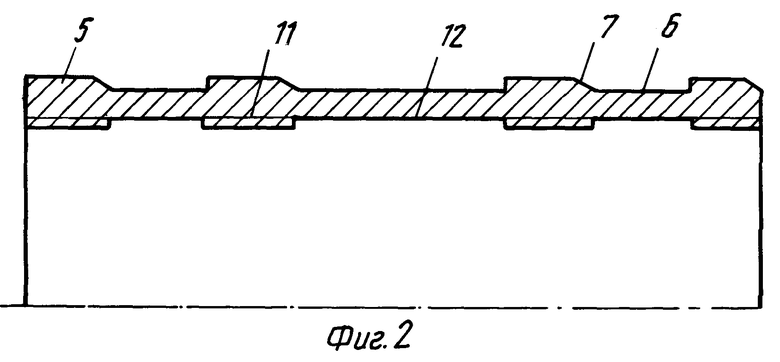
На фиг. 1 показана конструкция, образующаяся в процессе соединения труб; на фиг. 2 показана обжимная цилиндрическая муфта, имеющая на внутренней поверхности резьбу и проточки.
Металлические трубы 1 и 2 с внутренней полиэтиленовой облицовкой соединены герметизирующей цилиндрической втулкой 3, имеющей выступы на наружной поверхности 4, и обжимной цилиндрической муфтой 5 с, по крайней мере, одной кольцевой проточкой цилиндрической формы 6 на наружной поверхности и заходным радиусом 7 на одной стороне проточки. Изнутри на место соединения металлических труб 1, 2 с внутренней полиэтиленовой облицовкой нанесен герметизирующий материал 8. Стык металлических труб 1 и 2 располагают по центру герметизирующей цилиндрической втулки 3 и обжимной цилиндрической муфты 5. Обжимную цилиндрическую муфту 5 располагают заходным радиусом 7 к редуцирующему органу 9. Герметизирующая цилиндрическая втулка 3 имеет канавку 10 посередине. Обжимная цилиндрическая муфта 5 может иметь на внутренней поверхности резьбу 11 и/или проточки 12. Способ осуществляют следующим образом.
При соединении труб для транспортировки агрессивных жидкостей изнутри на место соединения металлических труб 1 и 2 с внутренней полиэтиленовой облицовкой наносят герметизирующий материал 8. Предпочтительно герметизирующий материал 8 наносить в канавку 10 герметизирующей цилиндрической втулки 3, а канавку 10 размещать на месте стыка металлических труб 1 и 2 с внутренней полиэтиленовой облицовкой.
Фиксируют торец обжимной цилиндрической муфты 5 от перемещения. Обжимают (редуцируют) обжимную цилиндрическую муфту 5 на металлической, трубе 1 и 2 протяжкой зафиксированной обжимной цилиндрической муфты 5 через фильерное отверстие 13 обжимного устройства (редуцирующего органа) 9.
Аппаратурное исполнение способа упрощено за счет использования обжимной цилиндрической муфты 5 и герметизирующей цилиндрической втулки 3 более простой конструкции. Реализация способа не требует применения высококвалифицированных специалистов.
Примеры конкретного выполнения способа.
Пример 1. Металлические трубы 1 и 2 выполнены из стали ст. 20, имеют диаметр 76 мм, толщину стенки 5 мм. Внутренняя полиэтиленовая облицовка выполнена из трубы полиэтилена низкой плотности диаметром 66 мм с толщиной стенки 3 мм. Обжимная цилиндрическая муфта 5 выполнена из стальной трубы ст. 20 с внутренним диаметром на 1 мм больше наружного диаметра металлической трубы 1 и 2. Герметизирующая цилиндрическая втулка 3 выполнена из коррозионностойкого материала - оцинкованной стали, имеет резьбу на наружной поверхности с высотой резьбы 1 мм и канавку глубиной 1,5 мм.
При соединении труб для транспортировки агрессивных жидкостей изнутри на место соединения труб наносят герметизирующий материал 9 - смесь герметика - автосила силиконового - 50% и фенолполивинилбутирального клея БФ-4 - 50%. Производят насадку металлических труб 1 и 2 с внутренней полиэтиленовой облицовкой на герметизирующую цилиндрическую втулку 3, имеющую выступы на наружной поверхности 4. На стык труб с внешней стороны устанавливают обжимную цилиндрическую муфту 5 с двумя кольцевыми проточками цилиндрической формы 6 на наружной поверхности и заходным радиусом 7 на одной стороне проточки. Располагают боковые стороны обжимной цилиндрической муфты 5 по разные стороны от стыка заходным радиусом 7 к редуцирующему органу 9. Редуцирование обжимной цилиндрической муфты 5 ведут от одного торца к другому до придания внешней поверхности цилиндрической формы. Обжимная цилиндрическая муфта 5 имеет на внутренней поверхности резьбу 11 и проточки 12.
Пример 2. Выполняют как пример 1. Используют обжимную цилиндрическую муфту 5 с гладкой внутренней поверхностью.
Испытания смонтированного трубопровода показали, что трубопровод выдерживает давление 25 МПа и более. Конструкция позволяет использовать трубопровод для транспортировки агрессивных жидкостей, таких как высокоминерализованная вода, используемая при добыче нефти.
Применение предложенного способа позволит повысить эксплуатационные свойства трубопровода, расширить область его применения.
Источники информации
1. Авторское свидетельство СССР N 214983, кл. F 16 L 9/14, опублик. 1965 г.
2. Патент РФ N 2016338, кл. F 16 L 13/14, опублик. 1994 г. - прототип.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СОЕДИНЕНИЯ ТРУБ ДЛЯ ТРАНСПОРТИРОВКИ АГРЕССИВНЫХ ЖИДКОСТЕЙ | 2000 |
|
RU2162184C1 |
| СПОСОБ СОЕДИНЕНИЯ ТРУБ С ЗАЩИТНЫМ ПОКРЫТИЕМ | 2006 |
|
RU2308634C1 |
| СПОСОБ СОЕДИНЕНИЯ ТРУБ С ВНУТРЕННИМ ПОКРЫТИЕМ | 2006 |
|
RU2305218C1 |
| СПОСОБ НЕРАЗЪЕМНОГО СОЕДИНЕНИЯ МЕТАЛЛИЧЕСКИХ ТРУБ | 1999 |
|
RU2155291C1 |
| СПОСОБ СОЕДИНЕНИЯ ТРУБ | 2006 |
|
RU2303740C1 |
| СПОСОБ НЕРАЗЪЕМНОГО МУФТОВОГО СОЕДИНЕНИЯ МЕТАЛЛИЧЕСКИХ ТРУБ С ВНУТРЕННИМ ПОКРЫТИЕМ | 2003 |
|
RU2245478C2 |
| СПОСОБ НЕРАЗЪЕМНОГО СОЕДИНЕНИЯ МЕТАЛЛИЧЕСКИХ ТРУБ С ВНУТРЕННИМ ПОКРЫТИЕМ | 1999 |
|
RU2157480C1 |
| СПОСОБ НЕРАЗЪЕМНОГО МУФТОВОГО СОЕДИНЕНИЯ ТРУБ С ВНУТРЕННИМ ТЕРМОПЛАСТИЧНЫМ ПОКРЫТИЕМ | 2000 |
|
RU2168101C1 |
| СПОСОБ НЕРАЗЪЕМНОГО МУФТОВОГО СОЕДИНЕНИЯ МЕТАЛЛИЧЕСКИХ ТРУБ | 2014 |
|
RU2557153C1 |
| СПОСОБ НЕРАЗЪЕМНОГО СОЕДИНЕНИЯ МЕТАЛЛИЧЕСКИХ ТРУБ | 1990 |
|
RU2016338C1 |
Изобретение относится к строительству и используется при сооружении трубопроводов с внутренней защитной облицовкой. Производят насадку металлических труб с внутренним покрытием на герметизирующую цилиндрическую втулку, имеющую выступы на наружной поверхности и заполненную герметиком канавку посередине. На стык труб с внешней стороны устанавливают обжимную цилиндрическую муфту с, по крайней мере, одной кольцевой проточкой цилиндрической формы на наружной поверхности и заходным радиусом на стороне проточки. Располагают боковые стороны муфты по разные стороны от стыка заходным радиусом к редуцирующему органу. Редуцирование муфты ведут от одного торца муфты к другому до придания внешней поверхности муфты цилиндрической формы. Обжимная цилиндрическая муфта может иметь на внутренней поверхности резьбу и/или проточки. Упрощает технологию работ и повышает надежность соединения труб. 1 з.п. ф-лы, 2 ил.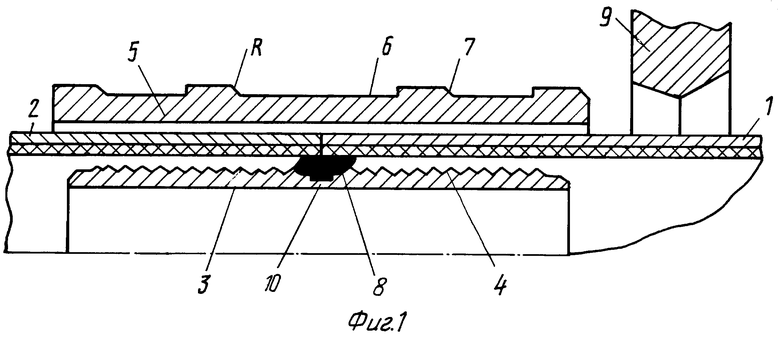
| СПОСОБ НЕРАЗЪЕМНОГО СОЕДИНЕНИЯ МЕТАЛЛИЧЕСКИХ ТРУБ | 1990 |
|
RU2016338C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБОПРОВОДА | 1963 |
|
SU214983A1 |
| RU 94019209 A1, 20.01.1996 | |||
| RU 2073162 C1, 10.02.1997 | |||
| US 4277091 A, 07.07.1981 | |||
| Бесколесный шариковый ход для железнодорожных вагонов | 1917 |
|
SU97A1 |
| СПОСОБ ПРОТИВОКОРРОЗИОННОЙ ЗАЩИТЫ ВНУТРЕННЕЙ ПОВЕРХНОСТИ СВАРНЫХ СОЕДИНЕНИЙ ТРУБ | 1997 |
|
RU2122150C1 |

