Изобретение относится к режущим инструментам по металлообработке, в частности к концевым фрезам.
Известно решение (Патент РФ №192840 на полезную модель Концевая фреза, МПК В23С 5/10. Опубл. 2019.10.02, Бюл. №28). Сущность этого решения состоит в том, что фреза, содержащая хвостовик, тело, ось, торцовую плоскость, расположенную перпендикулярно оси, имеет равное число основных винтовых режущих зубьев, установленных в пазы корпуса и опирающихся на затылки, и дополнительных винтовых режущих зубьев, опирающихся на затылки, расположенные на теле, причем основные винтовые зубья с затылками имеют протяженность от торцовой плоскости до хвостовика, а дополнительные винтовые зубья с затылками имеют протяженность от торцовой плоскости, равную 30% от протяженности основных зубьев, при этом дополнительные винтовые режущие зубья выполнены со стружкоразделительными канавками и с расположенными между ними зубцами с образованием стружколома для измельчения в торцовой части получаемой при фрезеровании стружки, при этом стружкоразделительные канавки каждого дополнительного винтового режущего зуба расположены вдоль винтовой линии на расстоянии 0,9 мм от торцовой плоскости и выполнены прямоугольными шириной 0,6 мм и глубиной 0,45 мм, зубцы выполнены шириной 0,6 мм, а шаг стружколома равен 1,2 мм.
Цель этого решения состоит в обеспечении возможности врезания фрезы вдоль оси ее вращения, что важно при фрезеровании шпоночных пазов.
Из этого описания аналога учитываем далее следующие признаки:
- тело фрезы (корпус),
- торцовая плоскость (винтовые режущие зубья установлены на торцовой плоскости),
- режущие зубья режущей пластины, установленные в пазы корпуса.
Недостатком этого решения является ограниченная область применения фрезы, т.е. она предназначена только для нарезания шпоночных пазов.
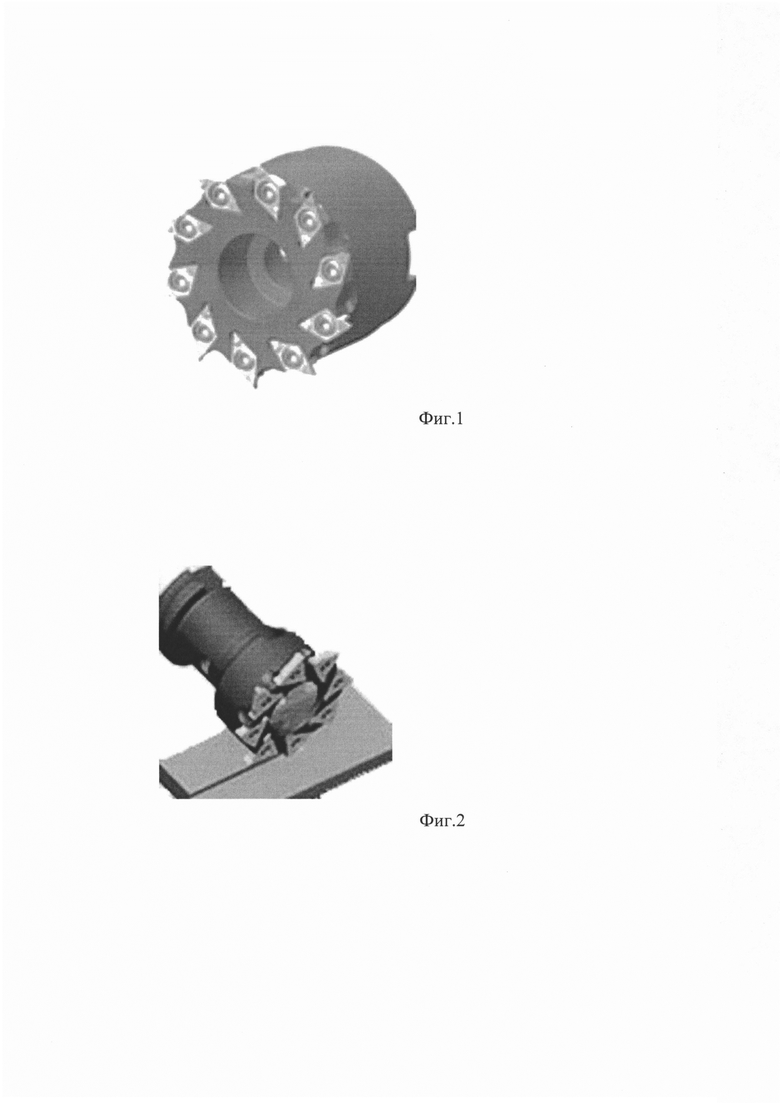
Известно решение ([Каталог ISCAR 2010. Новый инструмент для точения, фрезерования, сверления. Оснастка. Стр. 165 Концевые фрезы с тангенциальным креплением пластин], а также [Инструментальная система с двухкромочными пластинами ООО «ХОРН РУС»]), в которой режущие пластины имеют тангенциальное крепление в корпусе. На фигурах 1 и 2 приведены выдержки из каталога ISCAR 2010 в виде примерев исполнения таких фрез. Они закреплены в ответных пазах корпуса фрезы. Режущие кромки режущих пластин выступают за пределы диаметра фрезы на расстояние, необходимое для нарезания паза в заготовке детали.
Режущие пластины здесь расположены более удачно, чем в указанном выше аналоге, пластины в большей мере подвержены сжимающим напряжениям, чем изгибающим напряжениям. Это способствует повышению периода стойкости режущих пластин.
Из этого описания аналога учитываем далее следующие признаки:
- пазы в корпусе фрезы,
- режущие пластины закреплены в пазах,
- режущие пластины имеют тангенциальное крепление,
- режущие кромки режущих пластин выступают
Недостатком решения является то, что такие инструментальные системы предназначены для фрезерования пазов, т.е. обработка торцевых плоскостей таким инструментом не предусмотрена. Это ограничивает область их применения.
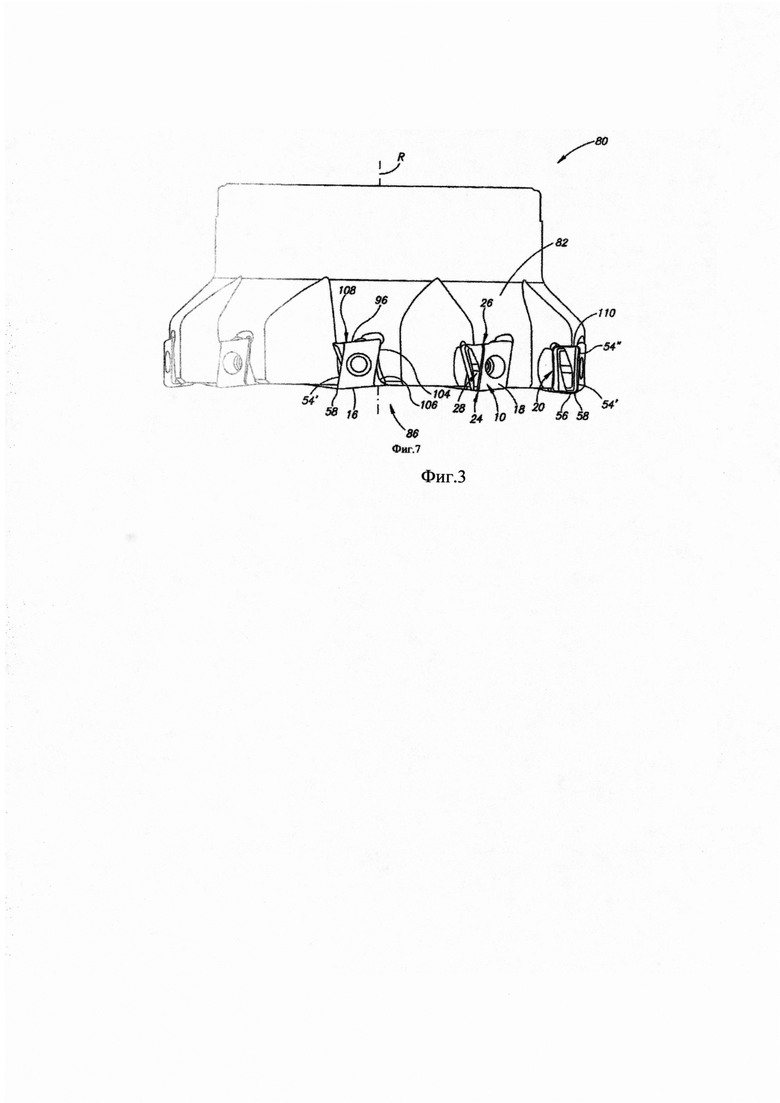
Известно решение (Патент RU №2337795 С2, МПК В23С 5/06, В23С 5/20. Тангенциальная режущая пластина и фреза. Опубликовано 10.11.2008), в котором фреза, содержащая, по крайней мере, одну режущую пластину и корпус, имеющий, по крайней мере, одно гнездо для установки, по крайней мере, одной режущей пластины, ограниченное смежными боковой и задней стенками, расположенными в основном поперечно к основанию, задняя стенка выполнена в основном выпуклой, боковая стенка выполнена с осевой базирующей поверхностью, предназначенной для взаимодействия со вспомогательной боковой поверхностью, по крайней мере, одной режущей пластины в осевой опорной области, задняя стенка выполнена с двумя выступающими тангенциальными базирующими поверхностями, расположенными по разные стороны от ее центрального участка, первая из двух тангенциальных базирующих поверхностей предназначена для взаимодействия с первой тангенциальной опорной поверхностью, расположенной на опорной поверхности, по крайней мере, одной режущей пластины, вторая из двух тангенциальных базирующих поверхностей предназначена для взаимодействия со второй тангенциальной опорной поверхностью, расположенной на опорной поверхности. Схема этой фрезы представлена на фигуре 3.
Там же предложены еще два решения, которые не приняты во внимание в данной заявке, по устройству фрезы:
1) Фреза, в которой осевая опорная область расположена в передней части радиально наружной вспомогательной боковой подповерхности вспомогательной боковой поверхности, удаленной от задней стенки гнезда.
2) Фреза, в которой первая и вторая тангенциальные опорные поверхности расположены с противоположных сторон от вспомогательной плоскости.
Фреза в этом решении не является концевой. Это торцовая фреза. У концевой и у торцевой фрез разные области применения и разное назначение. Но у них есть общие элементы (корпус, пазы, режущие пластины и т.д.).
Из этого описания аналога учитываем далее следующие признаки:
- корпус, имеющий гнезда (пазы) для установки режущих пластин,
- пазы расположены поперечно к основанию (корпусу).
Данное решение имеет следующий недостаток: фреза имеет ограниченное применение и предназначена для обработки прямоугольного уступа на заготовке.
Наиболее близким, по мнению заявителя, решением является техническое решение (Патент РФ №207213 на полезную модель Сборная прошивка для нарезания внутренних винтовых канавок в тонкостенных цилиндрических деталях, МПК B23D 43/04. Опубл. 18.10.2021, Бюл. №29). Это решение не относится к фрезам, но отдельные элементы такой сборной прошивки близки по устройству к заявляемому нами решению. В частности, то, что в корпусе прошивки выполнены пазы, в которых закреплены режущие пластины.
Указанная прошивка имеет несколько оправок (корпусов) с режущими пластинами. Из всех этих режущих пластин мы принимаем во внимание только те пластины, которые расположены на первой (от начала прошивки) оправке (корпусе). Именно эти пластины расположены на торцевой поверхности первой оправки (корпуса). Пластины на остальных оправках (корпусах) установлены иначе, они не принимаются во внимание.
В этом решении режущие пластины установлены в оправках выступающими за пределы диаметра прошивки. Величина этого выступания зависит только от размеров внутренних винтовых канавок в изготавливаемых цилиндрических деталях. Поэтому величина этого выступания нами в заявляемой фрезе концевой не учитывается как значимый признак.
Из этого описания прототипа учитываем далее следующие признаки:
- в корпусе (прошивки) выполнены пазы для размещения и закрепления режущих пласти
- пазы обеспечивают углы установки режущих пластин, необходимые для резания,
- режущие пластины установлены выступающими за пределы диаметра корпуса (прошивки).
Недостатком решения является ограниченная область его применения в том смысле, что прошивка не позволяет (и не предназначена для этого) обрабатывать плоскости своей торцевой поверхностью.
Техническим результатом заявляемого решения является расширение технологических возможностей инструмента для обеспечения обработки плоскостей концевой фрезой, на торцевой поверхности которой тангенциально (плашмя) расположены режущие пластины фрезы.
Указанный технический результат достигается тем, что режущие пластины установлены и закреплены в пазах, расположенных на торцевой поверхности корпуса фрезы, пазы выполнены на торцовой поверхности корпуса фрезы с обеспечением тангенциального расположения режущих пластин и выступания их режущей кромки наружу за пределы корпуса фрезы.
Таким образом, заявляемая фреза, как прототип и аналоги, содержит:
а) пазы для размещения и закрепления режущих пластин, выполненные в корпусе фрезы;
б) пазы имеют конфигурацию, соответствующую форме режущих пластин.
При этом расположение пазов в корпусе фрезы обеспечивает необходимые для резания углы установки режущих пластин.
Однако заявляемая фреза отличается тем, что пазы и, соответственно установленные и закрепленные в них режущие пластины, выполнены на торцевой поверхности корпуса фрезы. Такое расположение пластин по отношению к оси вращения концевой фрезы характеризуют разными терминами. Мы такое расположение назвали тангенциальным. Это название связано с тем, что тангенциальные режущие пластины ориентированы в гнезде таким образом, что во время обработки резанием заготовки силы резания направлены вдоль большего по толщине их размера. Преимущество такого размещения состоит в том, что режущая пластина может воспринимать большие силы резания, чем когда она ориентирована так, что режущие силы направлены вдоль меньшего (по толщине) размера режущей пластины.
Расстояние пазов от оси вращения фрезы выбрано так, чтобы обеспечить выступание режущей кромки режущих пластин за пределы диаметра корпуса фрезы.
На фигуре 1 приведен пример аналога (из каталога ISCAR 2010) фрезы с двухкромочными режущими пластинами, на фигуре 2 - пример аналога (из каталога ISCAR 2010) фрезы с трехкромочными режущими пластинами.показано. На фиг.1 и 2 видно, что в аналоге из каталога ISCAR 2010 режущие пластины тоже установлены тангенциально на торцевой поверхности фрезы, но и фреза и ее пластины не предназначены для обработки плоскостей заготовок деталей, они используются только для изготовления пазов в заготовках деталей.
На фигуре 3 представлен пример аналога (фрезы по патенту RU №2337795, патентообладатель Искар Лтд).
В прототипе (решение по патенту РФ №207213 на полезную модель, Опубл. 18.10.2021, Бюл. №29, Сборная прошивка для нарезания внутренних винтовых канавок в тонкостенных цилиндрических деталях) режущие пластины тоже установлены на торцевой поверхности первой оправки корпуса прошивки тангенциально, но их конфигурация, количество, месторасположение и величина выступания за пределами корпуса заранее предопределены винтовыми канавками, расположенными внутри полых заготовок деталей и не требуется изготовление плоских поверхностей.
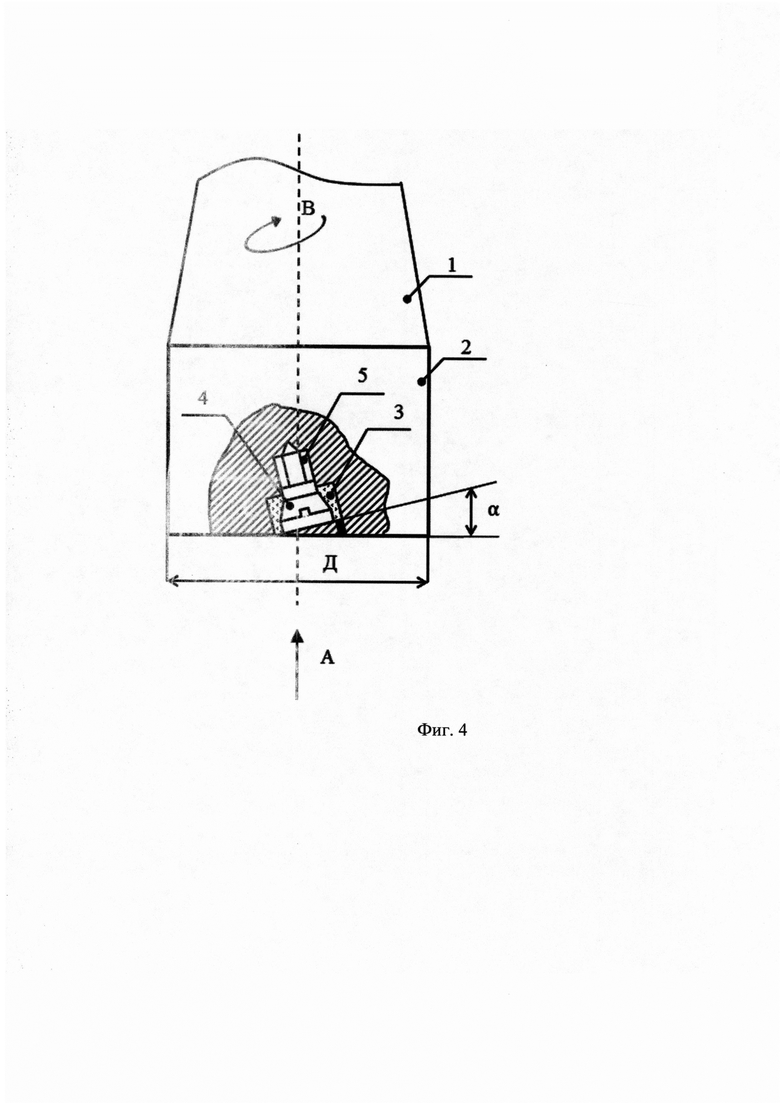
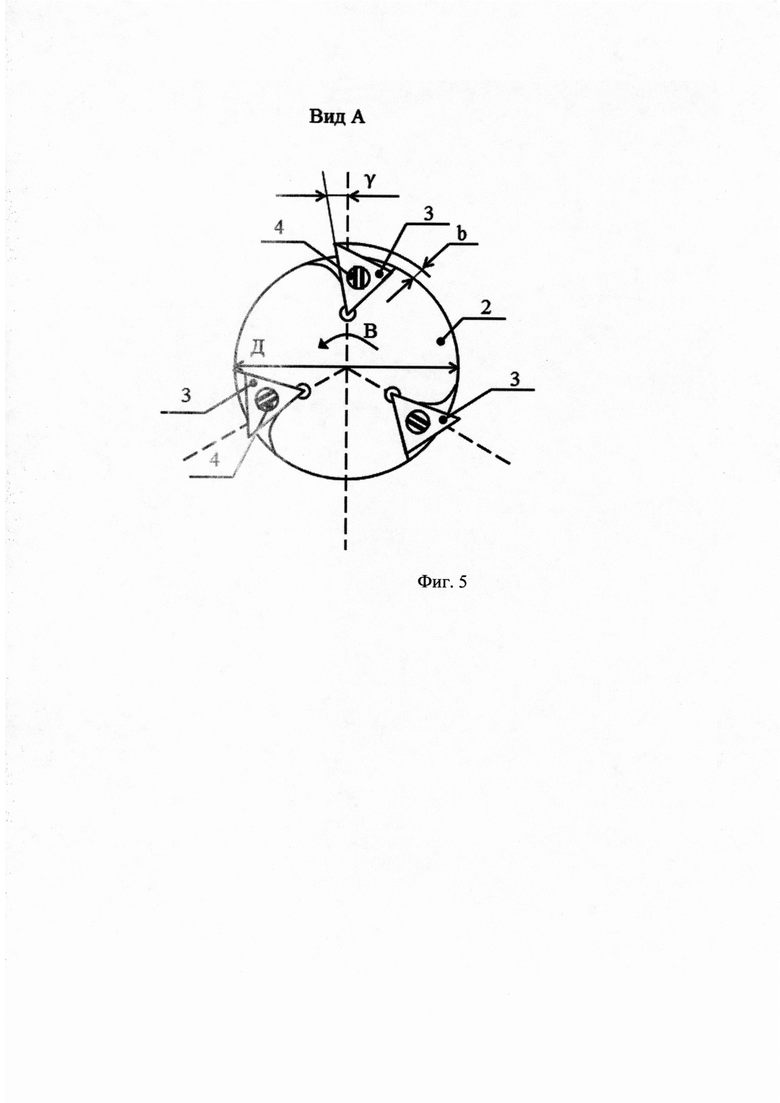
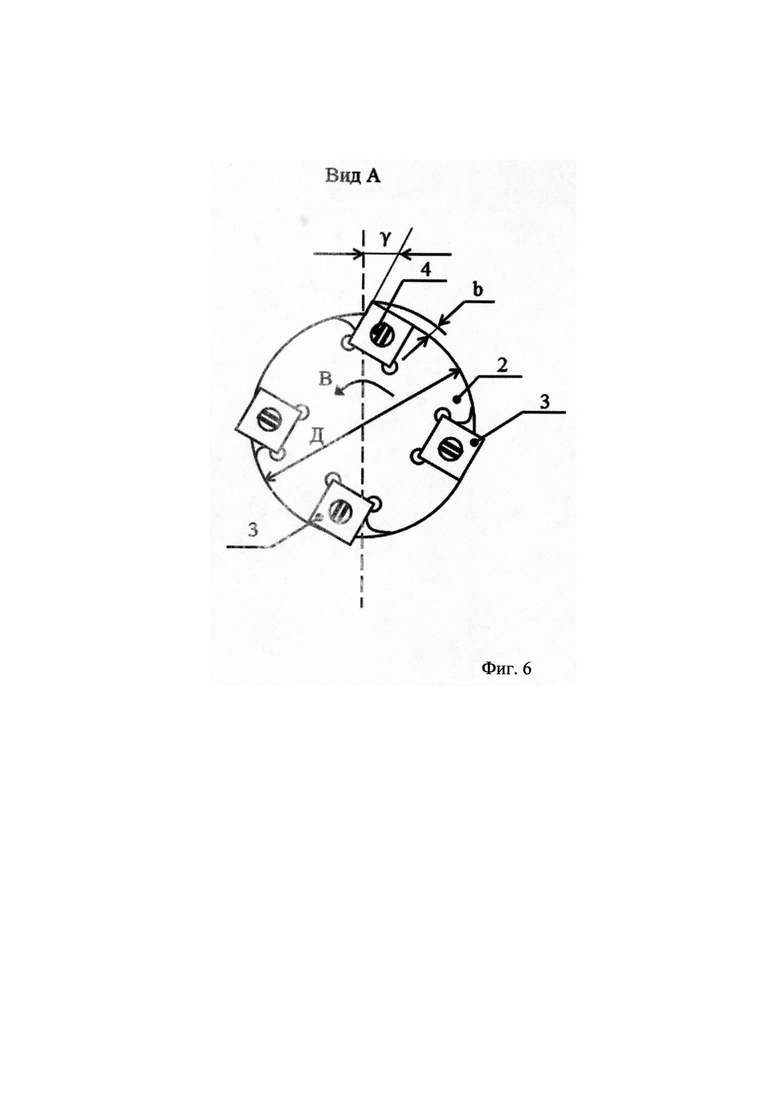
На фигуре 4 представлена общая схема позиционирования режущей пластины в пазе корпуса фрезы с образованием заднего угла α резания. На фигуре 5 показан пример вида А на фрезу, в пазах торцовой плоскости корпуса которой установлены и закреплены трехгранные режущие пластины с образованием положительного переднего угла γ резания. На фигуре 6 показан пример вида А с торца на фрезу, в пазах торцовой плоскости которой установлены и закреплены четырехгранные квадратные режущие пластины с образованием отрицательного переднего угла γ резания.
Заявляемая фреза устроена следующим образом. Хвостовая часть 1 фрезы концевой сопряжена с ее цилиндрической частью 2, в пазах которой со стороны ее торца тангенциально установлены и закреплены режущие пластины 3. Они установлены с образованием переднего γ и заднего α углов. При этом вершина режущих пластин выступает за пределы диаметра Д цилиндрической части 2 фрезы на некоторую величину b. Закрепление режущих пластин выполнено винтами 4 в резьбовых отверстиях 5. Пазы в цилиндрической части 2 фрезы имеют форму и размеры, аналогичные режущей пластине. Величина b выступающей части режущих пластин зависит от условий эксплуатации.
Принцип работы такой фрезы аналогичен работе любой концевой фрезы. На станке закрепляют заготовку детали, фрезе задают вращение В, задают глубину резания и ширину фрезерования, включают подачу (перемещение заготовки относительно фрезы или наоборот). По мере эксплуатации фрезы оценивают величину износа режущих кромок и, при необходимости, переустанавливают пластину в гнезде фрезы.
Заявляемая фреза позволяет изготавливать плоские поверхности, типичные для концевых фрез. Использование пластин в аналоге и в заявленном решении показало, что период стойкости пластин в заявленной инструментальной системе возрос в 1,8 раза. Таким образом подтверждено достижение технического результата. Это связано с тем, что анализ схемы нагружения вершин режущих пластин показал, что в материале пластин превалируют напряжения сжатия.
Заявляемое решение описано с определенной степенью детальности, однако следует понимать, что различные изменения и модификации могут быть выполнены без отхода от объема или сущности изобретения, изложенных в приведенной ниже формуле.
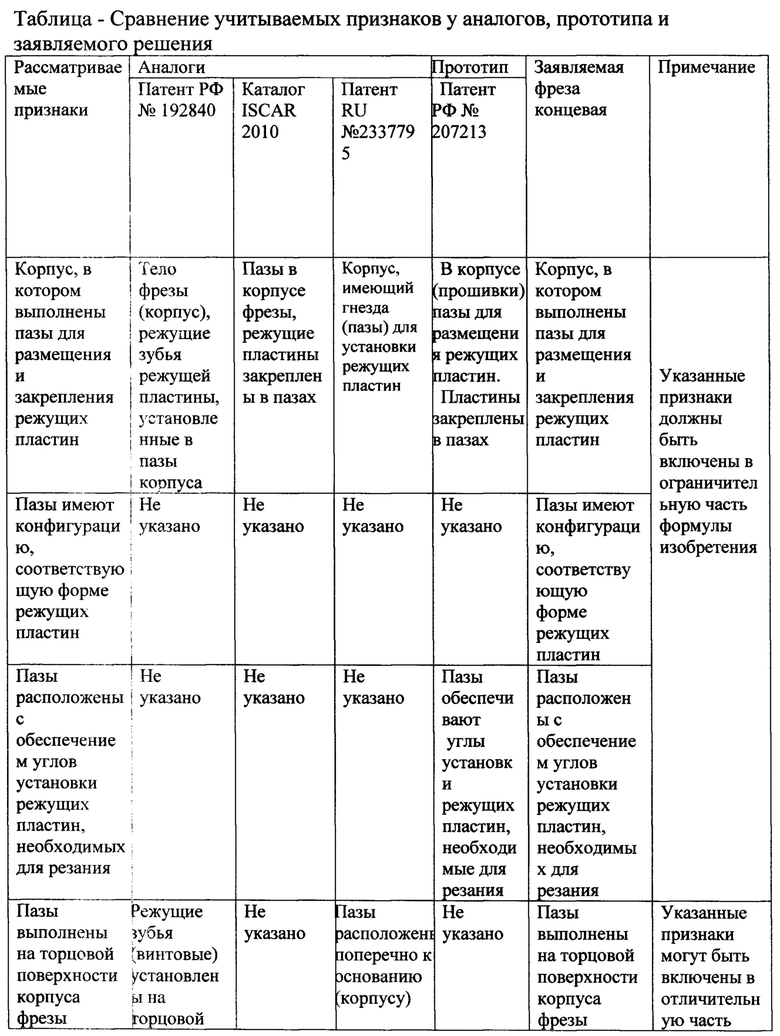
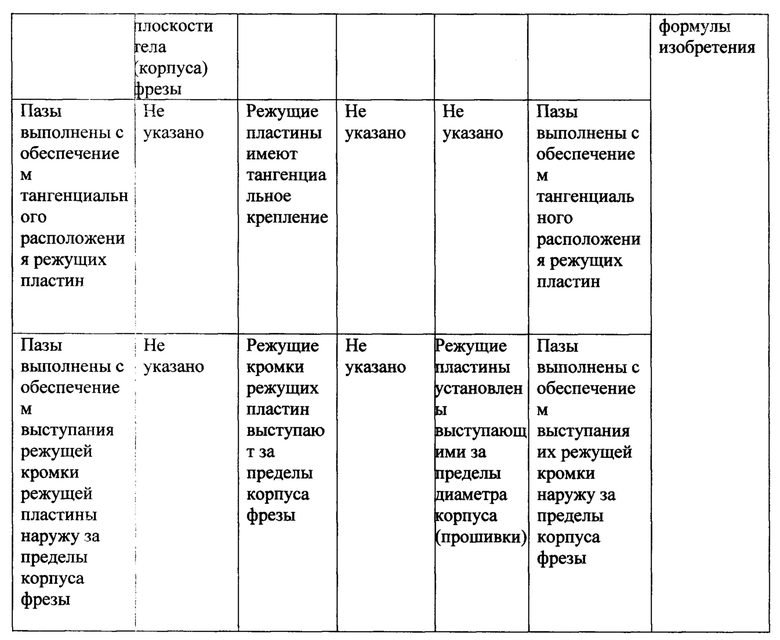
Для обоснования признаков, включенных в ограничительную и отличительную части формулы изобретения приведена Таблица.
| название | год | авторы | номер документа |
|---|---|---|---|
| Концевая фреза | 2015 |
|
RU2606133C1 |
| КОНЦЕВАЯ ФРЕЗА ДЛЯ ОБРАБОТКИ СЛОИСТЫХ ПЛАСТИКОВ | 2014 |
|
RU2568231C1 |
| ТОРЦОВО-ЦИЛИНДРИЧЕСКАЯ ФРЕЗА | 2004 |
|
RU2279332C2 |
| Торцово-плунжерная ступенчатая фреза | 2024 |
|
RU2822494C1 |
| Фреза концевая | 2019 |
|
RU2724238C1 |
| СБОРНАЯ КОНЦЕВАЯ ФРЕЗА | 2014 |
|
RU2573858C1 |
| МНОГОЗАХОДНАЯ ЧЕРВЯЧНАЯ ФРЕЗА | 2019 |
|
RU2739050C1 |
| УСТРОЙСТВО ДЛЯ ФРЕЗЕРОВАНИЯ КОМПЛЕКТА ВИНТОВ | 2008 |
|
RU2387522C1 |
| СБОРНАЯ ТОРЦОВАЯ ФРЕЗА | 2011 |
|
RU2482941C2 |
| СБОРНАЯ ФРЕЗА | 2006 |
|
RU2311993C1 |
Изобретение относится к режущим инструментам по металлообработке и может быть использовано при обработке различных материалов концевыми фрезами. Фреза содержит цилиндрическую часть с пазами для размещения и закрепления в них режущих пластин. Пазы выполнены с формой и размерами, аналогичными форме и размерам режущих пластин. Пазы выполнены на торцовой поверхности цилиндрической части фрезы. Режущие пластины установлены в пазах тангенциально с обеспечением заданных переднего и заднего углов и выступания вершины режущей пластины за пределы диаметра цилиндрической части на заданную величину. Расширяются технологические возможности инструмента для обеспечения обработки плоскостей концевой фрезой. 1 табл., 6 ил.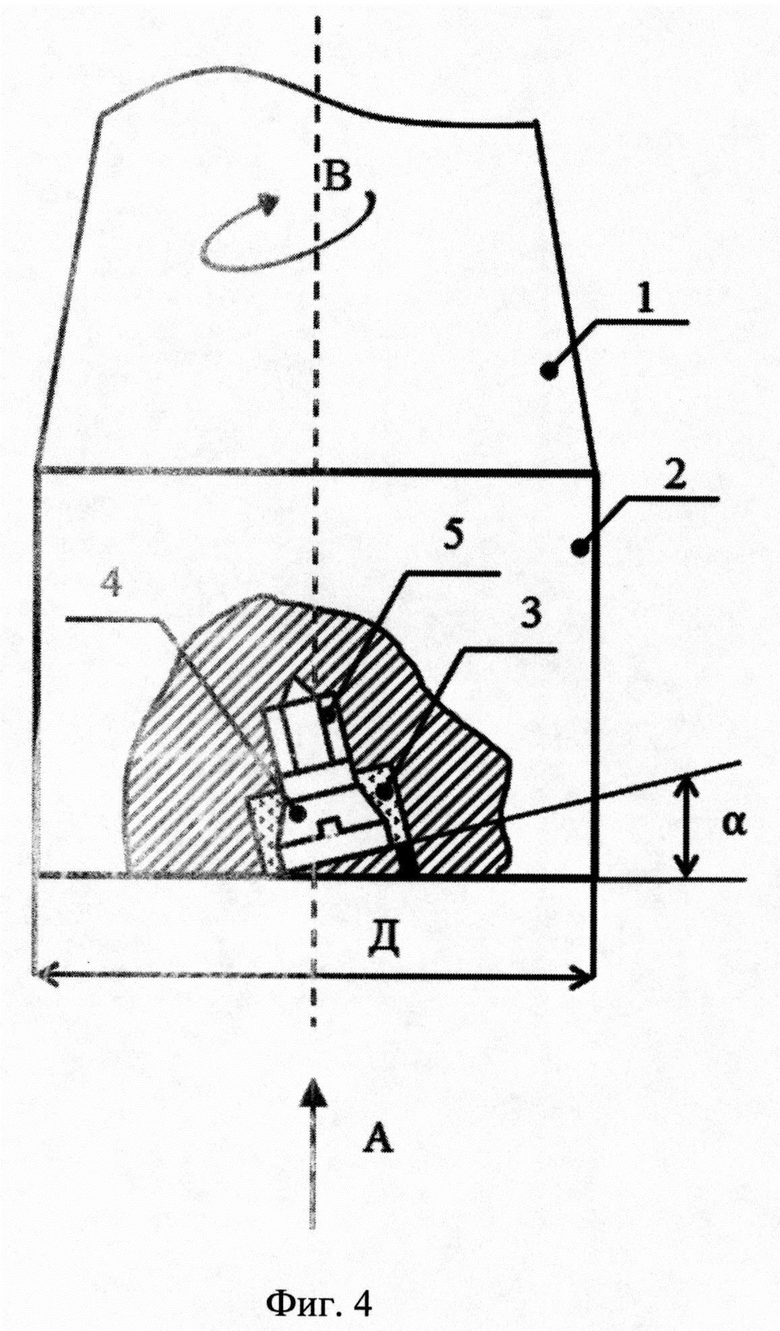
Фреза концевая, содержащая цилиндрическую часть с пазами для размещения и закрепления в них режущих пластин, при этом пазы выполнены с формой и размерами, аналогичными форме и размерам режущих пластин, отличающаяся тем, что пазы выполнены на торцовой поверхности цилиндрической части фрезы, а режущие пластины установлены в пазах тангенциально с обеспечением заданных переднего и заднего углов и выступания вершины режущей пластины за пределы диаметра цилиндрической части на заданную величину.
| RU 94029349 A1, 27.08.1996 | |||
| Дечко Э | |||
| М | |||
| Исследование напряжений в области контакта твердосплавных пластин и корпусов фрез различных конструкций, т | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Приспособление для разматывания лент с семенами при укладке их в почву | 1922 |
|
SU56A1 |
| Фреза | 1982 |
|
SU1106602A1 |
| СТАНОК ДЛЯ ЗАКАЛКИ ДЕТАЛЕЙ | 0 |
|
SU192840A1 |
| DE 19701555 A1, 23.07.1998 | |||
| US 10518339 B2, 31.12.2019. | |||
