Изобретения относятся к двигателестроению, преимущественно к системам выпуска отработавших газов двигателей внутреннего сгорания (ДВС), в частности к каталитическим нейтрализаторам.
Известен каталитический нейтрализатор выхлопных газов, описанный в патенте Германии N 3514150, МКИ B 01 D 53/36, опубл. 10.04.86, содержащий металлический корпус с подводящим и отводящим отработавшие газы патрубками, содержащий внутри керамический моноблок сотовой структуры с нанесенным каталитическим покрытием, крепление которого в корпусе осуществляется при помощи терморасширяющейся керамической прокладки.
Основная функция терморасширяющейся прокладки - не только уплотнять зазор между металлическим корпусом и керамическим моноблоком, но и удерживать моноблок от подвижки при воздействии вибрационных нагрузок скоростного потока отработавших газов и при увеличении зазора между корпусом и моноблоком при изменении температур вследствие разности линейного расширения металлического корпуса и керамического моноблока. При неудовлетворительных удерживающих свойствах прокладки подвижка керамического блока может привести к его разрушению от соприкосновения с металлическими частями корпуса.
Известно, то материал терморасширяющейся прокладки, применяемый в нейтрализаторах подобной конструкции, состоит из вермикулита, мулликремнеземисных или кварцевых волокон и синтетических связующих. Структура материала пористая.
Конструкция нейтрализатора, описанная в вышеназванном патенте, не содержит защиты торцов эластичной прокладки от воздействия скоростного потока выхлопных газов высокой температуры, что приводит к "вымыванию" потоком газов волокон торца и постепенному разрушению прокладки, а следовательно снижению ее удерживающих свойств, что вызывает разрушение каталитического моноблока.
Этот недостаток частично устраняется в техническом решении, описанном в патенте Германии N 3509790, МКИ F 01 N 3/28, опубл. 20.07.89, где каталитический нейтрализатор выхлопных газов содержит металлический корпус с подводящим и отводящим патрубками для прохождения отработавших газов двигателя, монолитные керамические блоки сотовой структуры с каталитическим покрытием, расположенные соосно внутри металлического корпуса с зазором к первому, жаростойкие металлические экраны, расположенные соосно с зазором внутри патрубков, а также в пространстве между керамическими блоками внутри наружного корпуса и термически изолированную эластичную прокладку, состоящую из волокнистого композиционного материала и расположенную в зазоре между корпусом и моноблоками и в зазоре между корпусом и экранами. Щели между керамическими моноблоками и экранами перекрываются тонкой гибкой термостойкой металлической фольгой, которая прижимается эластичной прокладкой к металлическому экрану и керамическому блоку, причем экран и фольга соприкасаются между собой внахлест.
В данном техническом решении торцы эластичной прокладки закрыты от вредного воздействия горячих отработавших газов частично жаростойким экраном, а частично тонкой металлической фольгой. Однако такое соединение не дает надежной защиты от воздействия отработавших газов, так как при длительной работе нейтрализатора вследствие механического износа поверхностей, различных коэффициентов термического расширения экрана и фольги возможны разгерметизация зазора и влияние через него отработавших газов на структуру прокладки, что приводит к "вымыванию" волокон прокладки и ухудшает удерживающие и уплотняющие свойства эластичной прокладки. Кроме того, такая конструкция сложна в изготовлении, так как содержит дополнительные детали (экран, фольга), изготовление и монтаж которых требует дополнительных затрат и увеличивает материалоемкость и стоимость конструкции.
В качестве прототипа выбран каталитический нейтрализатор, описанный в Европейской заявке N 366484, МКИ F 01 N 3/28, опубл. 02.05.90, который содержит металлический корпус, внутри которого установлен катализатор, удерживаемый крепежным матом (прокладкой), размещенной между корпусом и керамическим блоком - катализатором, боковые (торцевые) части прокладки покрыты полосами из металлической ткани.
В данной конструкции нейтрализатора торцы прокладки защищены от разрушения под воздействием пульсирующего потока отработавших газов при помощи полос из металлической ткани. Однако, недостатком такого технического решения является ухудшение удерживающих свойств прокладки от предотвращения смещения керамического блока в корпусе. Известно, что удерживающие свойства прокладки зависят от монтажных усилий сборки, от коэффициента трения материала прокладки по стали корпуса и от коэффициента трения материала прокладки по керамическому блоку. Коэффициент трения материала прокладки по стали около 0,4. У прокладки, покрытой полосой из металлического материала, коэффициент трения по стали будет на порядок ниже. Таким образом, удерживающие свойства прокладки с покрытием из металлической ткани при условии одной и той же монтажной плотности резко ухудшаются.
К недостаткам способа сборки данного каталитического нейтрализатора следует отнести необходимость достижения значительных монтажных усилий сборки, для повышения надежности удержания керамического блока от аксиального смещения, величина которого ограничена из-за низкого предела прочности керамического блока сотовой структуры. Кроме того, полосы из металлической ткани - это отдельные детали конструкции и на их изготовление и монтаж требуются дополнительные затраты времени и материала, что усложняет технологию сборки и повышает материалоемкость и стоимость конструкции.
Предлагаемыми изобретениями решается задача повышения надежности работы и долговечности нейтрализатора, упрощения технологии его сборки, снижения материалоемкости и стоимости конструкции.
Для решения поставленной задачи в известном каталитическом нейтрализаторе отработавших газов, содержащем корпус, снабженный входным и выходным патрубками, аксиально смонтированными в корпусе, по крайней мере один каталитический моноблок, расположенный в корпусе, терморасширяющуюся прокладку, размещенную в зазоре между стенкой корпуса и моноблоком, и герметичный уплотнитель торцов прокладки, последний выполнен в виде нанесенного на торцы прокладки термостойкого клеевого покрытия (жидкое стекло).
Клей, нанесенный на торцы терморасширяющейся прокладки, скрепляет волокна торцов прокладки, предотвращает "разлахмачивание" волокон и последующее "вымывание" структуры волокон под воздействием пульсирующего потока отработавших газов, что способствует сохранению первоначальных физико-механических свойств терморасширяющейся прокладки и надежному удержанию каталитического моноблока внутри корпуса на протяжении всего срока работы нейтрализатора. Кроме того клей, нанесенный на торцы терморасширяющейся прокладки, сцепляет прокладку с корпусом и каталитическим моноблоком, что способствует удержанию последнего в корпусе от аксиального смещения в дополнение к монтажной плотности сборки, особенно в начальный период работы двигателя, когда температура отработавших газов еще не достигла величины, необходимой для терморасширения материала прокладки.
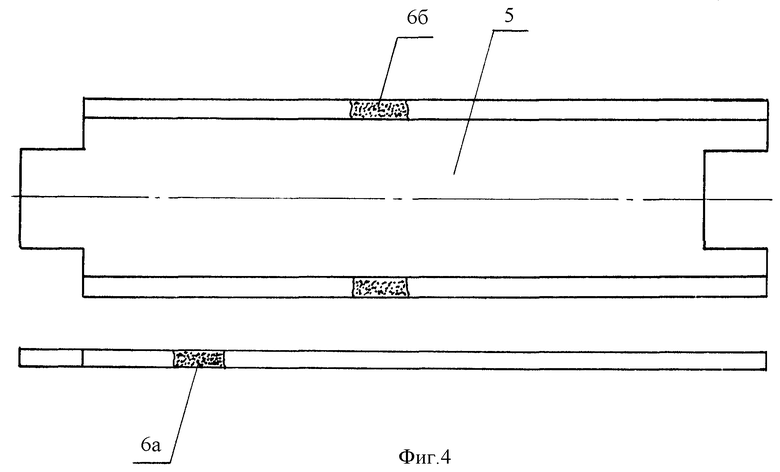
Для решения поставленной задачи в известном способе изготовления каталитического нейтрализатора, включающем установку в полукорпус нейтрализатора подсобранного каталитического моноблока с терморасширяющейся прокладкой, соединение с подсобранным полукорпусом второго полукорпуса, воздействие усилия на подсобранные полукорпуса до плотного соприкосновения отбортовок полукорпусов и последующую их сварку, перед подсборкой каталитического моноблока на торцевые поверхности прокладки наносят слой самополимеризующегося при нормальной температуре клеящего вещества. Нанесение клея на терморасширяющуюся прокладку производят на специальной установке, в которой имеется вращающийся со скоростью 60 об/мин войлочный диск, опущенный на 1/4 диаметра в резервуар с жидким клеем. Консистентность клея поддерживают в пределах 1,25 - 13 и контролируют ариометром. Сверху через окно в кожухе подают прокладку и торцевой поверхностью проводят по всей длине в соприкосновении с вращающимся диском. Таким образом, клей наносят на торец терморасширяющейся прокладки (поз. 6а, фиг. 4), и он захватывает 5-6 мм плоскости прокладки с краю (поз. 6б, фиг. 4). После нанесения клея на оба торца терморасширяющейся прокладки ее выдерживают в подвешенном состоянии на воздухе при комнатной температуре в течение 15-20 мин. Излишки клея стекают, часть состава клея диффузиционно проникает в поры материала (клеящие свойства сохраняются в течение 120 мин). Затем производят подсбор прокладки с каталитическим моноблоком и последующую сборку в корпус, при этом окончательная полимеризация клеящего вещества до неразъемного склеивания прокладки с полукорпусами осуществляется в период воздействия усилия, создающего сжатие полукорпусов, которое снимают после полного приклеивания прокладки к полукорпусам.
Описанный способ изготовления каталитического нейтрализатора проще и экономически выгоднее по сравнению с другими, так как клеевое покрытие фактически не является отдельной деталью конструкции, как например, полосы из металлической ткани, а представляет собой лишь дополнительную технологическую операцию в сборке нейтрализатора и, следовательно, не требует применения дополнительных дорогостоящих материалов и трудозатрат на его изготовление и монтаж.
Предлагаемые изобретения иллюстрируются чертежами, на которых изображены:
на фиг. 1 - принципиальная схема конструкции нейтрализатора;
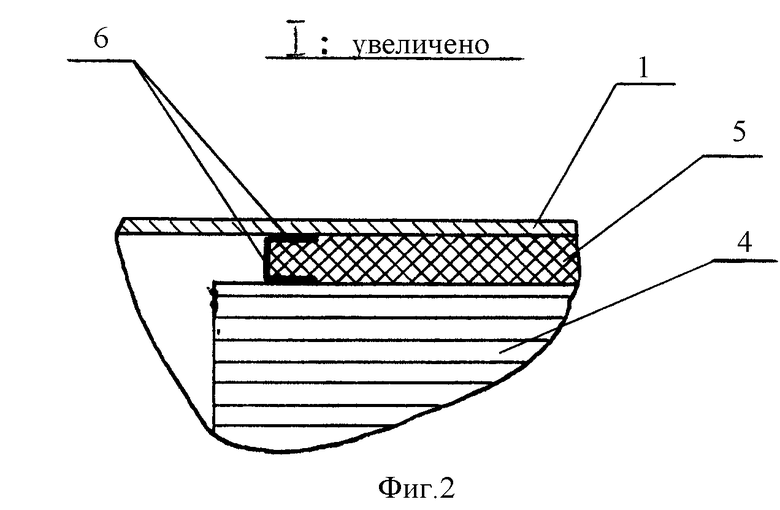
на фиг. 2 - фрагмент нейтрализатора с уплотнителем торца терморасширяющейся прокладки:
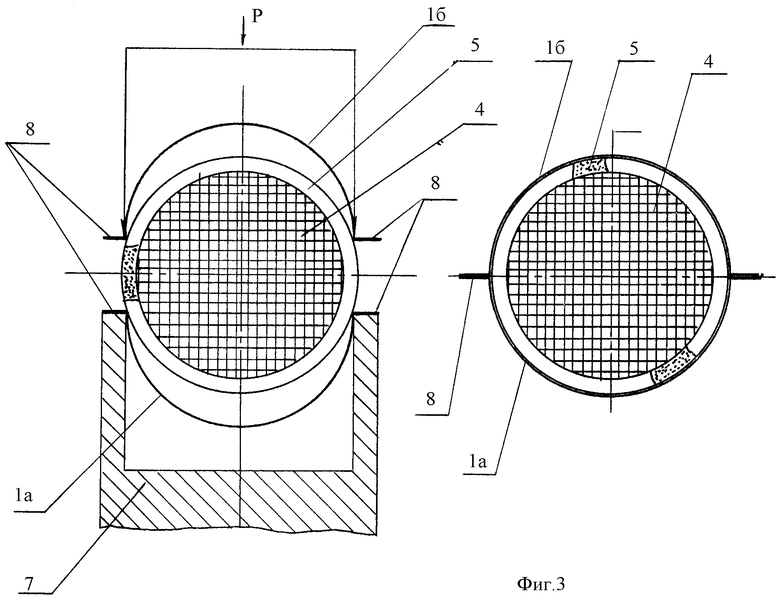
на фиг. 3 - схема сборочной установки нейтрализатора;
на фиг. 4 - терморасширяющаяся прокладка с нанесенным на торцы клеевым покрытием.
Предлагаемый каталитический нейтрализатор отработавших газов ДВС содержит (фиг. 1) корпус 1, снабженный входным 2 и выходным 3 патрубками, аксиально смонтированными в корпусе 1, каталитические моноблоки 4, терморасширяющуюся прокладку 5, размещенную в зазоре между стенкой корпуса 1 и моноблоками 4 и герметичный уплотнитель 6 торцов прокладки 5. Уплотнитель 6 (фиг. 2) выполнен в виде нанесенного на торцы прокладки 5 термостойкого клеевого покрытия (жидкое стекло).
Устройство работает следующим образом.
Отработавшие газы, содержащие вредные примеси (такие, как CO, HC, NOx), из выпускной системы ДВС через входной патрубок 2 поступают в корпус 1 нейтрализатора, проходят через ячейки каталитических моноблоков 4 и выходят из выходного патрубка 3 уже без редных примесей. Во время прохождения отработавших газов через ячейки каталитических моноблоков происходят окислительно-восстановительные реакции, в результате которых вредные примеси (CO, HC, NOx) преобразуются в безвредные соединения (CO2, H2O, N).
Применение уплотнителя 6 предотвращает проникновение отработавших газов через торцы в материал терморасширяющейся прокладки 5, так как клей скрепляет волокна торцов прокладки, предотвращает "разлахмачивание" волокон и последующее "вымывание" структуры волокон под воздействием пульсирующего потока отработавших газов и, как следствие, преждевременную эрозию прокладки 5, что повышает надежность крепления керамического блока 4 в металлическом корпусе 1 нейтрализатора и долговечность нейтрализтаора. Материал терморасширяющейся прокладки 5 каталитического нейтрализатора имеет пористую структуру и состоит из вермикулита, мулликремнеземистых или кварцовых волокон и синтетических связующих. В начальный период работы двигателя при достижении температуры отработавших газов +350o - 400oC связующий материал прокладки 5 выгорает (по весу до 13%), что приводит к увеличению пор. При дальнейшем повышении температуры отработавших газов до +700oC зерна вермикулита расширяются в объеме, заполняя увеличенные поры от выгоревшего связующего материала, что повышает удерживающие и уплотняющие свойства прокладки 5. В промежуток, когда температура отработавших газов находится в интервале от +400oC до + 700oC, связующий материал уже выгорел, а зерна вермикулита еще не начали расширятся, компрессионные усилия прокладки 5 снижаются, что может привести к аксиальному смещению керамического блока 4 под воздействием пульсирующего потока отработавших газов и к его разрушению. Применение предложенного уплотнителя 6 торцов в виде нанесенного на торцы прокладки 5 термостойкого клеевого покрытия (жидкое стекло) позволяет удерживать каталитический моноблок 4 в корпусе 1 от смещения в дополнение к монтажной плотности сборки, так как клей фактически приклеивает терморасширяющуюся прокладку к внутренней поверхности корпуса 1 и моноблоку 4.
Предлагаемый способ изготовления нейтрализатора осуществляется в следующей технологической последовательности. Сначала полукорпус 1a (фиг. 3) устанавливают в ложемент 7 сборочной установки, затем подсобранный каталитический моноблок 4 с терморасширяющейся прокладкой 5 укладывают в "раковину" полукорпуса 1a. Второй полукорпус 1б накладывают сверху на подсобранный моноблок и к отбортовкам 8 полукорпусов 1a и 1б прикладывают усилие до плотного соприкосновения отбортовок 8. Для 2-х блочного нейтрализатора сборочное устройство должно развивать усилие до 2000 кг. После соприкосновения отбортовок 8 полукорпусов 1а и 1б производят точечную сварку отбортовок 8, после чего подсобранный корпус снимают со сборочной установки и подают на сварочный агрегат для сварки всего периметра отбортовок 8 с целью обеспечения герметичности корпуса 1 нейтрализатора.
Основная особенность сборочной операции заключается в том, что сборочная установка должна обеспечить режим подачи усилий для смыкания полукорпусов со скоростью не более 2 мм/с. Такой режим скорости смыкания обуславливается следующим. Для обеспечения оптимальной монтажной плотности сборки при заданной величине поверхностной плотности материала терморасширяющейся прокладки толщина прокладки при сборке должна уменьшиться не менее чем на 1/3 за счет сжатия. Учитывая пористую структуру материала, прокладка сжимается при сборке за счет выхода воздуха из пор материала. При этом, выход воздуха из пор через поверхностную плоскость прокладки затруднен, так как одна плоскость поверхности прокладки прилегает к каталитическому моноблоку, а противоположная плоскость - к внутренней поверхности корпуса. Выход же воздуха из пор по торцам прокладки не возможен, так как на торцы прокладки нанесен клеевой слой. Поэтому, основной путь выхода воздуха - через стык прокладки, т.е. через всю длину прокладки, что увеличивает время выхода воздуха из пор. Если монтаж полукорпусов производить с более высокой скоростью, например 60 мм/с, то воздух не успевает выходить из пор прокладки и все усилие сжатия, прикладываемое к полукорпусам, будет передаваться через неуспевающую сжиматься прокладку на керамический моноблок, что приведет к его разрушению.
Таким образом, нанесение термостойкого клеевого покрытия на торцы терморасширяющейся прокладки надежно защищает прокладку от разрушающего влияния пульсирующего потока отработавших газов, сохраняет структуру прокладки, а следовательно ее удерживающие и уплотняющие свойства в течение всего срока действия нейтрализатора, что повышает надежность крепления керамического блока в металлическом корпусе нейтрализатора и продляет срок действия нейтрализатора. Кроме этого клей, нанесенный на торцы терморасширяющейся прокладки сцепляет прокладку с корпусом при монтаже (сборке) нейтрализатора, что способствует более надежному удержанию каталитического моноблока от смещения в стальном корпусе при эксплуатации нейтрализатора. Нанесение термостойкого клея на торцы терморасширяющейся прокладки более экономически выгодно по сравнению с другими видами защиты прокладки от эрозийнного процесса.
| название | год | авторы | номер документа |
|---|---|---|---|
| Каталитический нейтрализатор и способ его изготовления | 2021 |
|
RU2756492C1 |
| НЕЙТРАЛИЗАТОР | 2002 |
|
RU2208174C1 |
| Каталитический нейтрализатор и каталитический блок | 2022 |
|
RU2804789C2 |
| Способ селективной сборки обтекателей | 2019 |
|
RU2702552C1 |
| КАТАЛИТИЧЕСКИЙ БЛОК НА ОСНОВЕ ПЕНОНИКЕЛЯ И ЕГО СПЛАВОВ ДЛЯ ОЧИСТКИ ГАЗОВ ОТ ОРГАНИЧЕСКИХ СОЕДИНЕНИЙ, ВКЛЮЧАЯ БЕНЗПИРЕНЫ, ДИОКСИНЫ, ОКСИДЫ АЗОТА, АММИАКА, УГЛЕРОДА И ОЗОНА | 2012 |
|
RU2491993C1 |
| СПОСОБ СОЕДИНЕНИЯ КЕРАМИЧЕСКОГО ИЗДЕЛИЯ С МЕТАЛЛИЧЕСКИМ ШПАНГОУТОМ | 2016 |
|
RU2637692C1 |
| МОДУЛЬНАЯ УСТАНОВКА ОЧИСТКИ ВОЗДУХА ОТ ГАЗОВЫХ ВЫБРОСОВ ПРОМЫШЛЕННЫХ ПРЕДПРИЯТИЙ | 2013 |
|
RU2529218C1 |
| ГЕНЕРАТОР ОГНЕТУШАЩЕГО АЭРОЗОЛЯ | 2003 |
|
RU2253494C1 |
| ТРУБА ПРИЕМНАЯ ГЛУШИТЕЛЯ С НЕЙТРАЛИЗАТОРОМ | 2010 |
|
RU2449899C1 |
| Способ соединения керамического обтекателя с металлическим корпусом летательного аппарата | 2021 |
|
RU2764158C1 |
Изобретение относится к двигателестроению и может быть использовано в системах выпуска отработавших газов ДВС. Нейтрализатор содержит корпус, снабженный входным и выходным патрубками, аксиально смонтированными в корпусе, каталитические моноблоки, терморасширяющуюся прокладку, размещенную в зазоре между стенкой корпуса и моноблоками, и герметичный уплотнитель торцов прокладки, выполненный в виде нанесенного на торцы прокладки термостойкого клеевого покрытия, который используется для защиты материала прокладки от разрушающего воздействия отработавших газов. Способ изготовления нейтрализатора включает установку в полукорпус нейтрализатора подсобранного каталитического моноблока с терморасширяющейся прокладкой, соединение с подсобранным полукорпусом второго полукорпуса, воздействие усилия на подсобранные полукорпуса до плотного соприкосновения отбортовок полукорпусов и последующую их сварку. Перед подсборкой каталитического моноблока с терморасширяющейся прокладкой на торцевые поверхности последней наносится слой клеящего вещества, осуществляется выдерживание прокладки в свободном состоянии в течение 15 - 20 мин до частичной полимеризации клеящего вещества, при этом окончательная полимеризация клеящего вещества до неразьемного склеивания прокладки с полукорпусами осуществляется в период воздействия усилия, создающего сжатие полукорпусов, которое снимается после полного приклеивания прокладки к полукорпусам. Изобретение позволяет повысить надежность и долговечность нейтрализатора, упростить технологию его сборки, снизить металлоемкость и стоимость конструкции. 2 c.п.ф-лы, 4 ил.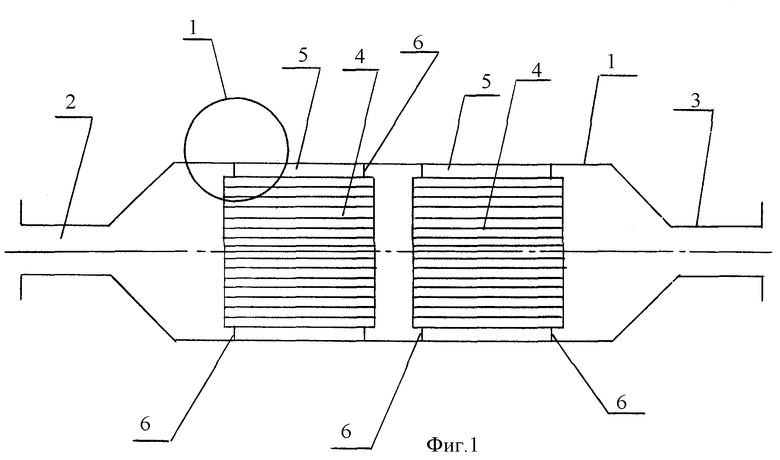
| КАССА ДЛЯ СБОРА МОНЕТ | 0 |
|
SU366484A1 |
| СЫРЬЕВАЯ СМЕСЬ ДЛЯ ПОЛУЧЕНИЯ СТРОИТЕЛЬНОГО МАТЕРИАЛА С ВЫДЕРЖИВАНИЕМ ЕГО В РАСТВОРЕ ХЛОРИСТОГО КАЛЬЦИЯ | 2011 |
|
RU2467975C1 |
| Горный компас | 0 |
|
SU81A1 |
| ПОЛУПРОВОДНИКОВЫЙ ОПТИЧЕСКИЙ УСИЛИТЕЛЬ | 1998 |
|
RU2134007C1 |
| Каталитический нейтрализатор, в частности, для двигателя внутреннего сгорания и способ его изготовления | 1990 |
|
SU1839696A3 |
| Способ изготовления ускорителей катализа | 1980 |
|
SU1069610A3 |

