Изобретение относится к области термической обработки металлов и сплавов и может быть использовано преимущественно для рекристаллизационного и сфероидизирующего отжига калиброванной стали, используемой для изготовления крепежных изделий методом холодной объемной штамповки (ХОШ).
Известно использование индукционного нагрева в линиях для термообработки проволоки (1).
Недостатком данных линий является невозможность обеспечения требуемых скоростей охлаждения (0,01-0,5oC/с) после нагрева.
Наиболее близким техническим решением является установка для термообработки калиброванной стали, содержащая разматывающее устройство, правильно-тянущее устройство, нагревательное устройство, выполненное в виде генератора, соединенного с индуктором, блок автоматического регулирования температуры, охлаждающее устройство, выполненное в виде термокамеры, в которой расположено наматывающее устройство (2).
Недостатком данного устройства является наличие фильеры, что усложняет конструкцию линии и при использовании исходно калиброванной стали абсолютно бесполезно. Данная конструкция не позволяет проводить режимы ступенчатого сфероидизирующего отжига, что в случае использования легированных сталей не обеспечивает полную сфероидизацию перлита. В связи с тем, что в сравниваемом устройстве разогретый металл на участке между индуктором и термокамерой подстуживается с нерегламентированной скоростью, происходит нарушение режимов отжига, что приводит к снижению степени сфероидизации структуры.
В основу изобретения поставлена задача создания установки для термообработки исходно калиброванной стали, обладающей высокой производительностью, улучшенными эксплуатационными характеристиками и обеспечивающей хорошее качество термообработанной стали широкого макросортамента.
Поставленная задача решена тем, что установка для термообработки калиброванной стали, содержащая разматывающее устройство, правильно-тянущее устройство, нагревательное устройство, выполненное в виде генератора, соединенного с индуктором, блок автоматического регулирования температуры, охлаждающее устройство, выполненное в виде термокамеры, в которой расположено наматывающее устройство, отличается тем, что дополнительно содержит блок регламентируемого подстуживания проволоки, выполненный в виде устройства управления и подачи водовоздушной смеси, пирометра и задатчика температуры, а также терморегулируемый экран.
Использование блока регламентируемого подстуживания проволоки позволяет проводить режимы ступенчатого сфероидизирующего отжига, что приводит к полной сфероидизации структуры при отжиге легированных сталей и позволяет реализовать охлаждение со скоростями, не превышающими 0,5oC/с, необходимыми для протекания диффузионных процессов. Наличие терморегулируемого экрана предотвращает регламентируемое режимом отжига подстуживание разогретого металла.
На чертеже представлена установка для термообработки калиброванной стали, где 1 - разматывающее устройство, 2 - правильно-тянущее устройство, 3 - индуктор нагревательного устройства, 4 - генератор, 5 - блок автоматического регулирования температуры, состоящий из устройства управления 6, входы которого соединены с пирометром 7, а выходы с генератором 4; 8 - блок регламентируемого подстуживания проволоки, состоящий из устройства управления и подачи водовоздушной смеси 9, пирометра 10 и задатчика температуры 11, входы которого соединены с пирометром 10, а выходы с устройством управления и подачи водовоздушной смеси 9; 12 - терморегулируемый экран, 13 - термокамера.
Установка работает следующим образом.
С разматывающего устройства 1 через правильно-тянущее устройство 2 проволока подается в индуктор нагревательного устройства 3, где нагревается в аустенитную область до температуры фазовой перекристаллизации. Температура нагрева контролируется пирометром 7. Поддержание температурного режима осуществляется за счет блока автоматического регулирования температуры 5. Сигнал с пирометра 7 поступает в устройство управления 6, которое регулирует мощность генератора 4. Скорость нагрева варьируется за счет изменения мощности генератора 4. Затем разогретая проволока попадает в блок регламентируемого подстуживания проволоки 8, где, в случае необходимости, остывает до температуры AR1-10oC. Температура подстуживания контролируется пирометром 10, расположенным непосредственно за блоком подстуживания. Пирометр 10 соединен с устройством управления и подачи водовоздушной смеси 9, позволяющей увеличивать или уменьшать количество подаваемой смеси в зависимости от заданного температурного режима подстуживания. Далее для выравнивания температуры по сечению проволоки разогретый металл попадает в терморегулируемый керамический экран 12, температура в котором регулируется спиральными нагревателями. Непосредственно после прохождения терморегулируемого керамического экрана разогретый металл попадает в термокамеру 13, где медленно охлаждается со скоростью, не превышающей 0,5oC/с. Остывшая проволока обвязывается и подается на следующий технологический цикл.
Внедрение предлагаемой установки для рекристаллизационного и сфероидизирующего отжига исходно калиброванной стали позволит отказаться от низкопроизводительных колпаковых печей, применяемых в настоящее время для отжига стали перед холодной объемной штамповкой, повысит качество термообработанной стати, исключит образование обезуглероженного слоя, обеспечит однородность структуры и свойств по длине бунта за счет точности поддержания температурного режима, значительно улучшит условия эксплуатации.
Источники информации
1. Авторское свидетельство СССР 544686, кл. C 21 D 1/10, 1974.
2. Патент РФ 2070581, кл. C 21 D 1/32, 9/60, 1996.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ОТЖИГА С ИСПОЛЬЗОВАНИЕМ ИНДУКЦИОННОГО НАГРЕВА СТАЛИ В БУНТАХ | 1997 |
|
RU2133289C1 |
| УСТАНОВКА ДЛЯ ОТЖИГА И ЗАКАЛКИ КАЛИБРОВАННОЙ СТАЛИ | 1997 |
|
RU2126845C1 |
| УСТАНОВКА ДЛЯ ТЕРМООБРАБОТКИ СТАЛИ В БУНТАХ | 1997 |
|
RU2133288C1 |
| УСТАНОВКА ДЛЯ ОТЖИГА ТВЧ КАЛИБРОВАННОЙ СТАЛИ | 1992 |
|
RU2037537C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗ ЛЕГИРОВАННОЙ СТАЛИ ВЫСОКОПРОЧНЫХ КРЕПЕЖНЫХ ИЗДЕЛИЙ | 2022 |
|
RU2805689C1 |
| Линия для термообработки проволоки | 1991 |
|
SU1836453A3 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНОГО СОРТОВОГО ПРОКАТА ИЗ ПОДШИПНИКОВЫХ СТАЛЕЙ | 2005 |
|
RU2307176C2 |
| СПОСОБ УПРОЧНЕНИЯ ЛИТОГО РЕЖУЩЕГО ИНСТРУМЕНТА ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ | 1999 |
|
RU2172360C2 |
| СПОСОБ ПРОИЗВОДСТВА ИЗ НЕПРЕРЫВНОЛИТОЙ ЗАГОТОВКИ СОРТОВОГО ПРОКАТА СО СФЕРОИДИЗОВАННОЙ СТРУКТУРОЙ ИЗ НИЗКОУГЛЕРОДИСТОЙ СТАЛИ ДЛЯ ХОЛОДНОЙ ОБЪЕМНОЙ ШТАМПОВКИ СЛОЖНОПРОФИЛЬНЫХ КРЕПЕЖНЫХ ДЕТАЛЕЙ | 2003 |
|
RU2238338C1 |
| СПОСОБ ПРОИЗВОДСТВА КАЛИБРОВАННОЙ СТАЛИ ДЛЯ ХОЛОДНОЙ ВЫСАДКИ | 2020 |
|
RU2763981C1 |
Изобретение относится к термической обработке металлов и сплавов. Преимущественно может быть использовано для рекристаллизационного и сфероидизирующего отжига калиброванной стали, используемой для изготовления крепежных изделий методом холодной объемной штамповки. Технический результат - повышение производительности, улучшение эксплуатационных характеристик и повышение качества термообработки. Установка для термообработки калиброванной стали в бунтах, содержащая разматывающее устройство, правильно-тянущее устройство, индуктор нагревательного устройства, генератор, блок автоматического регулирования температуры и охлаждающее устройство в виде термокамеры, в которой расположено наматывающие устройство, отличается тем, что дополнительно содержит блок регламентируемого подстуживания проволоки и терморегулируемый экран. Использование исходно калиброванного металла позволяет упростить схему установки без потери качества отожженного металла. Использование блока регулируемого подстуживания проволоки позволяет проводить режимы ступенчатого сфероидизирующего отжига, что приводит к полной сфероидизации структуры при отжиге легированных сталей. Наличие термокамеры позволяет реализовать охлаждение со скоростями, не превышающими 0,5°С/мин, необходимыми для протекания диффузионных процессов. Встроенное в термокамере сматывающее устройство обеспечивает исключение резкого снижения температуры на начальной стадии охлаждения. Наличие терморегулируемого экрана, расположенного между блоком подстуживания проволоки и термокамерой позволяет предотвратить нерегламентируемое режимом отжига подстуживание разогретого металла. 1 ил.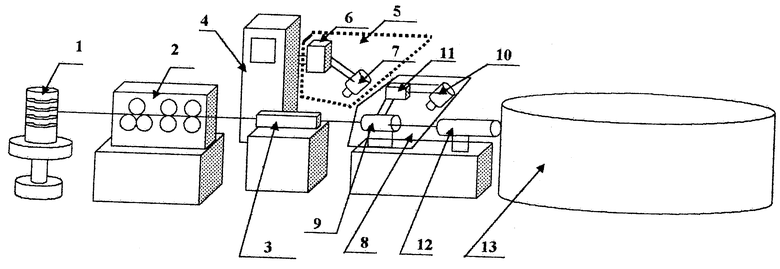
Установка для термообработки калиброванной стали, содержащая разматывающее устройство, правильно-тянущее устройство, нагревательное устройство, выполненное в виде генератора, соединенного с индуктором, блок автоматического регулирования температуры, охлаждающее устройство, выполненное в виде термокамеры, в которой расположено наматывающее устройство, отличающаяся тем, что дополнительно содержит блок регламентируемого подстуживания проволоки, выполненный в виде устройства управления и подачи водовоздушной смеси, пирометра и задатчика температуры, а также терморегулируемый экран.
| RU 2070581 C1, 20.12.96 | |||
| Способ получения управляющего напряжения | 1960 |
|
SU136810A1 |
| ОБЪЕМНАЯ РАМОЧНАЯ ОПОРНАЯ КОНСТРУКЦИЯ ДЛЯ ТРАНСПОРТИРОВКИ И/ИЛИ ХРАНЕНИЯ ПРЕДМЕТА, А ТАКЖЕ СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2005 |
|
RU2406667C2 |
| US 4529175 A, 16.07.85. | |||
