Изобретение относится к оборудованию для термический обработки металлов и может быть использовано в технологических процессах, требующих ускоренного нагрева и замедленного охлаждения с заданной скоростью, в частности для сфероидизирующего и рекристаллизационного отжига калиброванной стали в бунтах.
Известно устройство для медленного охлаждения предварительно нагретой катанки, содержащее теплоизоляционную камеру, расположенные в ней взаимно параллельно по направлению вертикали опорные оси колеса для медленного охлаждения, установленные с возможностью вращения на каждой из осей и электрически изолированные одно от другого. К каждому из колес подводится электрический ток, благодаря чему колеса нагреваются до определенной температуры, при этом происходит медленное охлаждение нагретой катанки [1].
Недостаток известного устройства состоит в сложной металлоемкой конструкции, которая не обеспечивает равномерную температуру в начале и в конце бунта. Громоздкая система регулирования температуры обогрева снижает надежность устройства в работе. Кроме того, затруднение вызывает заправка начала бунта в устройство.
Наиболее близким к предлагаемый установке по совокупности признаков является установка для отжига ТВЧ калиброванной стали, содержащее размоточный барабан, протягивающий механизм с устройством варьирования диаметров термообрабатываемой стали, узел нагрева, экран и термокамеру (ТК) с намоточными барабанами, нагревателями и устройствами контроля и регулирования температуры. ТК разделена на расположенные по окружности зоны, соответствующие позициям намотки, технологического охлаждения, ускоренного охлаждения и выгрузки. Внутри ТК на позиции намотки установлено устройство формирования бунта. На поворотном столе, находящемся под ТК, размещены с возможностью перемещения по позициям ТК намоточные барабаны, привод вращения которых имеет устройства синхронизации скорости вращения при намотке и скорости подачи стали [2].
Данное устройство имеет ряд недостатков, связанных с невозможностью проведения операции деформации перед нагревом стали, что не позволит обеспечить полную сфероидизацию легированных сталей. На наиболее близкой установке на позиции между индуктором и термокамерой расположена стальная направляющая втулка, которая приводит в повышенному теплоотводу от поверхности разогретого металла в начальные моменты отжига, что приводит к нестабильности свойств. С другой стороны, отсутствие защитного терморегулируемого (подогреваемого) экрана при перемещении нагретого прутка от блока нагрева до ТК не позволяет соблюсти оптимальный режим отжига сталей с узким интервалом отжигаемости. В прототипе затруднено обеспечение однородного температурного поля внутри ТК, что не позволит обеспечить требуемую однородность структуры и свойств отжигаемого металла. Плотная укладка бунта достигается за счет применения сложной электронной системы на основе использования привода постоянного тока с автоматическим изменением числа оборотов. Данная электронная система в условиях сильных электромагнитных наводок, создаваемых индуктором, работает весьма ненадежно, что приводит к простоям комплекса.
В основу изобретения поставлена задача создать установку для сфероидизирующего и рекристаллизационного отжига с индукционным нагревом калиброванной стали при перемотке из бунта в бунт, обладающую высокой производительностью, улучшенными эксплуатационными характеристиками и обеспечивающую хорошее качество и однородность структуры и свойств термообработанной стали.
Поставленная задача решена тем, что в установке для отжига с индукционным нагревом калиброванной стали, содержащей размоточный барабан, протягивающий механизм, узел нагрева, пятизонную термокамеру с намоточными барабанами и нагревателями, протягивающим механизмом, снабженным устройством варьирования диаметров термообрабатываемой стали, дополнительно введен узел варьирования скорости вращения приемного барабана (обеспечивающий плотную укладку витков проволоки), состоящий из двухступенчатой цепной передачи, причем передаточное число на первой передаче автоматически изменяется при неизменной скорости подачи металла, а также блок деформации (между размоточным барабаном и протягивающим механизмом), обеспечивающий нагартовку металла перед нагревом, защитный теплорегулируемый экран между блоком нагрева и механизмом формования бунта, в ТК установлен вентилятор, а также в каждой из пяти позиций установлены индивидуальные приводы для вращения намоточных барабанов, что в целом обеспечило однородность температурного поля внутри термокамеры.
На фиг. 1 представлен общий вид установки; на фиг. 2 - термокамера, вид сверху; на фиг. 3 - сечение А-А на фиг. 2; на фиг. 4 - устройство формирования бунта, на фиг. 5 - принципиальная схема узла варьирования скорости вращения приемного барабана.
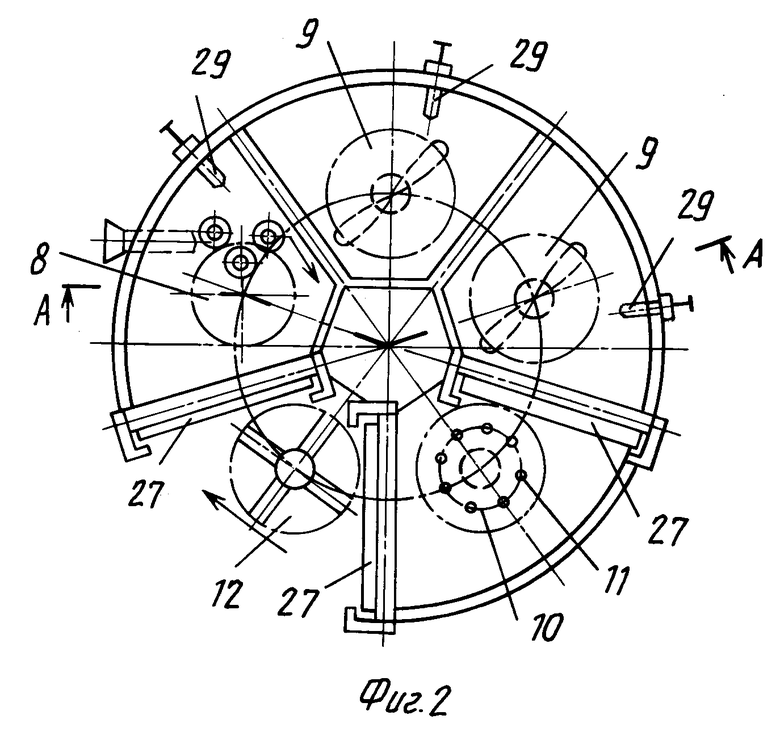
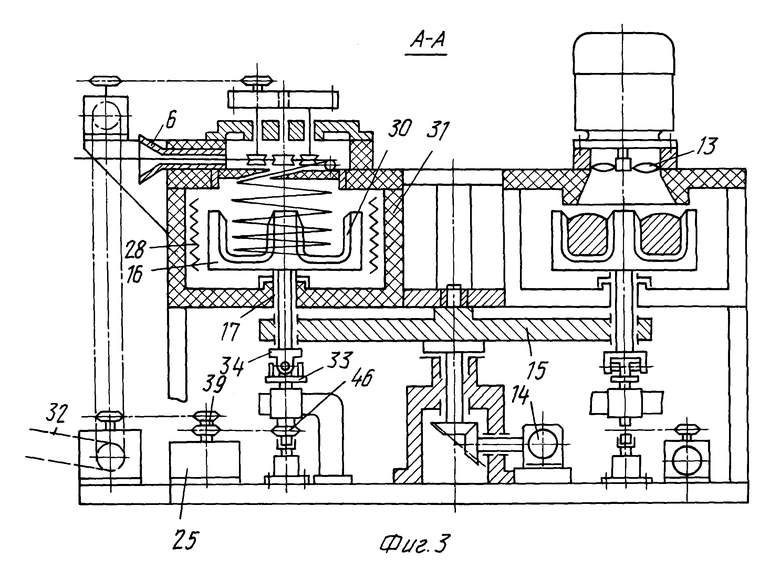
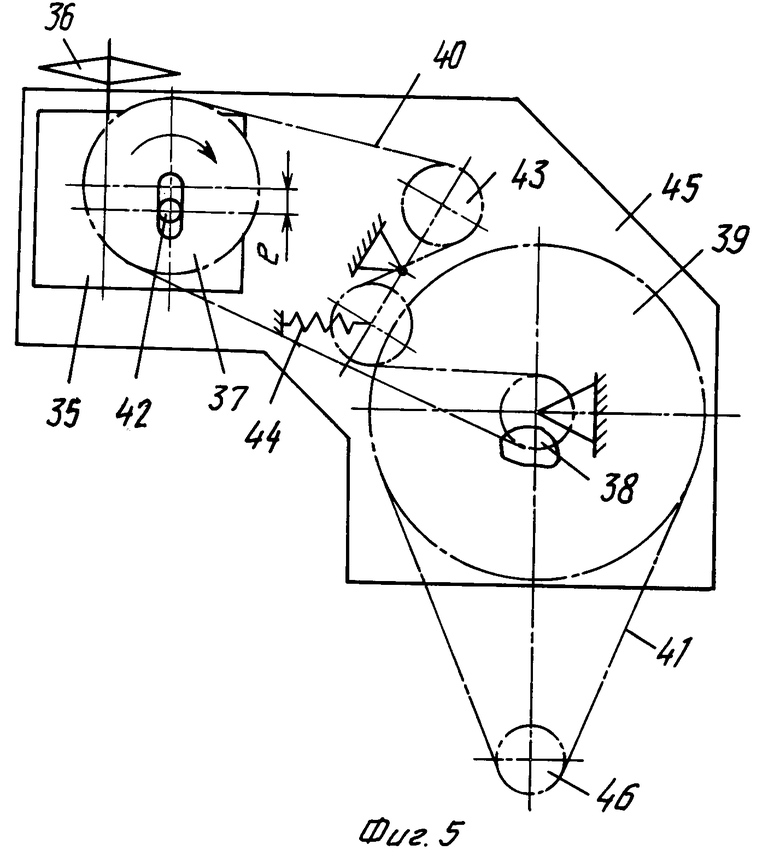
Установка для индукционного отжига калиброванной стали содержит размоточный барабан 1, блок деформации 2, протягивающий механизм 3 с устройством варьирования диаметров термообрабатываемой стали 4, узел нагрева 5, защитный теплорегулируемый экран 6 и термокамеру 7, разделенную на зоны, соответствующие позициям намотки 8, технологического охлаждения 9, ускоренного охлаждения 10 с устройством душирования 11 и выгрузки 12, а также вентиляторами 13. На первой позиции установлен узел варьирования скорости вращения приемного барабана 25 с полумуфтой сцепления. Перемещение бунтов круглой стали по зонам осуществляется с помощью привода 14 поворотным столом 15, на котором по окружности размещены приемные барабаны 16. В нижней части термокамеры выполнен паз 17, позволяющий производить поворот барабанов с позиции на позицию. Непосредственно в термокамере на позиции намотки расположено устройство формирования бунта, состоящее из роликов 18, 19, 20. Ось ролика 18 выполнена неподвижно. Ролик 19 размещен на рычаге кривошипного механизма, система автоматического управления приводом которого состоит из упора рычажного типа 21 и датчика 22. Для получения радиуса гибки в связи с применением данной установки на разные диаметры термообрабатываемой стали ролик 20 снабжен регулировочным механизмом винтового типа 23. Для предотвращения сползания стали с канавок роликов 19, 20 за счет массы витков в начальный момент намотки предусмотрен поджимной ролик 24. Приемный барабан получает вращение на позиции намотки от узла варьирования скорости вращения приемного барабана 25 (расположенного в нижней части поворотного стола). Узел варьирования скорости вращения намоточного барабана (фиг. 5) состоит из редуктора 35, звездочек 36, 37, 38, 39, цепей 40 и 41, плиты 42, натяжного устройства 43 с пружиной 44. Узел 25 связан с приводом 26 протягивающего механизма через редуктор. Термокамера снабжена теплоизоляционными подъемными шторками 27. Для создания заданных условий охлаждения термообрабатываемой калиброванной стали в термокамере установлены нагреватели 28 и устройство контроля и регулирования температуры 29. Поверхность барабанов, контактирующая с нагретой сталью, имеет теплоизоляционное покрытие 30. Теполоизоляция 31 термокамеры выполнена из волокнистого материала, обеспечивающего падение температуры от 600oC внутри камеры до 50oC и менее на ее поверхности. Узел 25 снабжен полумуфтой 33, а приемный барабан - полумуфтой 34.
Устройство работает следующим образом. Сталь с размоточного барабана 1 подается на блок деформации 2, затем через протягивающей механизм 3, устройство варьирования диаметров 4, которое заранее установлено на нужный размер, поступает в узел нагрева 5, затем через теплорегулируемый экран, предотвращающий подстуживание разогретого металла за счет подогрева экрана спиральными нихромовыми нагревателями, попадает в термокамеру на гибочные ролики 18, 19, 20 устройства формирования бунта. Предварительно, до начала размотки, устанавливают с помощью винтовой передачи 32 радиус гибки, соответствующий диаметру термообрабатываемой стали. Поворотный ролик 19 в начальный момент подачи прутка отжат. Круглая сталь, перемещаясь прямолинейно, нажимает на упор 21 рычага, поворачивает ось с кулачком и срабатывает датчик 22. Подается команда на привод рычажного механизма и ролик 19 приводится в рабочее положение, при котором происходит формирование спиралей бунта, опускающихся под собственным весом на вращающийся приемный барабан 16. После окончания формирования бунта подается команда на подъем шторок 27, включается привод 14 и осуществляется поворот стола 15 на угловой шаг. При этом бунт термообрабатываемой стали перемещается с позиции намотки 8 на позиции технологического охлаждения 9. Шторки опускаются. При следующих поворотах стали бунта с t<500oC поступает в камеру ускоренного охлаждения 10, где вступает в работу устройство душирования 11 затем переходит в зону выгрузки 12. Одновременно с перемещением сформированного бунта на позицию медленного охлаждения свободной намоточный барабан поворотного стола переходит из зоны выгрузки на позицию намотки, где за счет соединения управляемой полумуфты 33, узла 25 и полумуфты 34 намоточного барабана начинается его принудительное вращение, связанное со скоростью привода 26, и формирование нового бунта. Нагреватели 28 генерируют определенное количество тепла, которое в сочетании с количеством тепла, отдаваемым горячей сталью, обеспечивает поддержание постоянного температурного режима по позициям намотки и медленного охлаждения, который выбирается от требуемой скорости охлаждения в интервале от температуры нагрева до 500oC, что соответствует 0,5 - 0,05oC/с. Устройство контроля и регулирования температуры 29 корректирует работу нагревателей. Для обеспечения однородности температурного поля внутри термокамеры установлен вентилятор, обеспечивающий конвекцию нагретого воздуха, а индивидуальные приводы обеспечивают постоянное вращение намоточных барабанов, что также способствует реализации однородных условий охлаждения проволоки в бунте.
Узел варьирования скорости вращения намоточного барабана работает следующим образом: от главного привода 26 (фиг.1) вращение посредством цепной передачи 32 (фиг. 3), звездочки 36 (фиг. 5), редуктора 35 передается на звездочку 37, которая на выходном валу 42 редуктора устанавливается с регулируемым эксцентриситетом "е" (фиг. 5). За счет эксцентриситета линейная скорость цепи 40 меняется и в итоге звездочка 46 на муфте привода наматывающего барабана вращается с переменной угловой скоростью.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ОТЖИГА ТВЧ КАЛИБРОВАННОЙ СТАЛИ | 1992 |
|
RU2037537C1 |
| УСТАНОВКА ДЛЯ ОТЖИГА И ЗАКАЛКИ КАЛИБРОВАННОЙ СТАЛИ | 1997 |
|
RU2126845C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТАЛЬНОЙ ЛЕНТЫ И ЛИНИЯ ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2002 |
|
RU2213151C1 |
| УСТАНОВКА ДЛЯ ТЕРМООБРАБОТКИ КАЛИБРОВАННОЙ СТАЛИ | 1998 |
|
RU2137847C1 |
| ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ПОРОШКОВОЙ ПРОВОЛОКИ В МЕТАЛЛИЧЕСКОЙ ОБОЛОЧКЕ | 2000 |
|
RU2179103C2 |
| УСТРОЙСТВО ДЛЯ РАЗМОТКИ ИЛИ НАМОТКИ РУЛОНОВ МЕТАЛЛОИЗДЕЛИЙ | 2001 |
|
RU2228229C2 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ НА РУЛОННЫЙ МАТЕРИАЛ | 1995 |
|
RU2105615C1 |
| УСТРОЙСТВО ДЛЯ УДЕРЖАНИЯ ПРОВОЛОКИ В ПЕЧИ ТЕРМООБРАБОТКИ | 2018 |
|
RU2686993C1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПОРОШКОВОЙ ПРОВОЛОКИ С ФАЛЬЦЕВЫМ ШВОМ | 2003 |
|
RU2260499C2 |
| ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ПОРОШКОВОЙ ПРОВОЛОКИ В МЕТАЛЛИЧЕСКОЙ ОБОЛОЧКЕ | 1996 |
|
RU2110385C1 |

Изобретение относится к оборудованию для термической обработки металлов и может быть использовано в технологических процессах, требующих ускоренного нагрева и замедленного охлаждения с заданной скоростью, в частности для сфероидизирующего и рекристаллизационного отжига калиброванной стали в бунтах. В основу изобретения поставлена задача создать установку для сфероидизирующего и рекристаллизационного отжига с индукционным нагревом калиброванной стали при перемотке из бунта в бунт, обладающую высокой производительностью, улучшенными эксплуатационными характеристиками и обеспечивающую хорошее качество и однородность структуры и свойств термообработанной стали. Поставленная задача решена тем, что в установке для отжига с индукционными нагревом калиброванной стали, содержащей размоточный барабан, протягивающий механизм, узел нагрева, пятизонную термокамеру с намоточными барабанами и нагревателями, протягивающим механизмом, снабженным устройством варьирования диаметров термообрабатываемой стали, дополнительно введен узел варьирования скорости вращения приемного барабана (обеспечивающий плотную укладку витков проволоки), состоящий из двухступенчатой цепной передачи, причем передаточное число на первой ступени передачи автоматически изменяется при неизменной скорости подачи металла, а также деформации (между размоточным барабаном и протягивающим механизмом), обеспечивающий нагартовку металла перед нагревом, защитный теплоизоляционный экран между блоком нагрева и механизмом формования бунта. В ТК установлены вентиляторы, а также в каждой из пяти позиций установлены индивидуальные приводы для вращения намоточных барабанов, что в целом обеспечивает однородность температурного поля внутри термокамеры. 5 ил.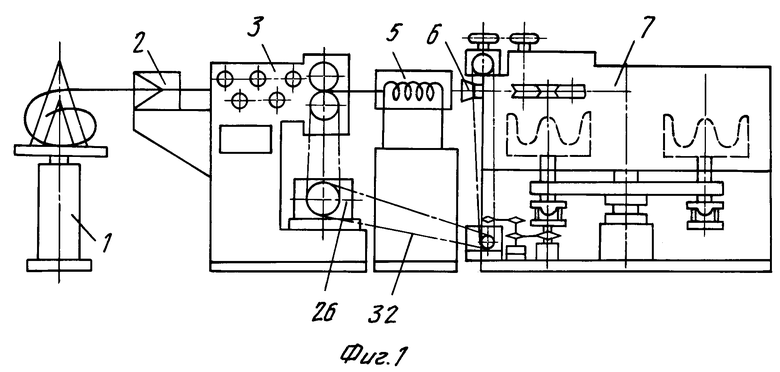
Установка для отжига с использованием индукционного нагрева стали в бунтах, содержащая размоточный барабан, протягивающий механизм с устройством варьирования диаметров термообрабатываемой стали, узел нагрева и пятизонную термокамеру с приемными барабанами, устройством формирования бунта, нагревателями и устройствами контроля и регулирования температуры, отличающаяся тем, что дополнительно содержит блок деформации, обеспечивающий нагартовку металла перед нагревом, узел варьирования скорости вращения приемного барабана, состоящий из двухступенчатой цепной передачи, причем передаточное число на первой ступени передачи автоматически изменяется при неизменной скорости подачи металла, защитный терморегулируемый экран, расположенный между узлом нагрева и термокамерой, при этом термокамера дополнительно оснащена вентиляторами и индивидуальными приводами вращения приемных барабанов.
| УСТАНОВКА ДЛЯ ОТЖИГА ТВЧ КАЛИБРОВАННОЙ СТАЛИ | 1992 |
|
RU2037537C1 |
| Способ крашения тканей | 1922 |
|
SU62A1 |
| Линия для термообработки проволоки | 1991 |
|
SU1836453A3 |
| DD 243508 A, 04.03.87 | |||
| RU 2070582 C1, 20.12.96 | |||
| RU 2070581 C1, 20.12.96 | |||
| Установка для индукционного нагрева проволоки | 1979 |
|
SU899674A1 |
