Изобретение относятся к способам покрытий изделий и может быть использовано в широком диапазоне от покрытия внутренних поверхностей труб при изготовлении трубчатых конструкций, например, летательных аппаратов, до покрытия химически стойкими материалами труб в установках пищевой, химической и медицинской промышленностях.
Известен способ окраски поверхностей узлов окунанием в материал покрытия. При этом способе покрываемая поверхность может иметь неокрашенные пятна вследствие образования воздушных пузырей и воздушных мешков (патент EP заявка N 0 381 082, МКИ B 05 D 1/18, 08.08.90).
При необходимости покрытия только внутренних поверхностей приходится очищать от покрытия наружную поверхность изделий. Это вызывает дополнительные трудозатраты и неэкономное использование материала покрытия.
Изобретение направлено на применение известного способа полировки внутренних поверхностей труб методом обработки циркулирующей жидкостью, использование которого создавало бы надежное и экономически выгодное покрытие (авторское свидетельство SU 116 040, МКИ F 28 G 1/16, 08.02.58).
Сущность способа заключается в прокачивании материала покрытия через обрабатываемую трубу из одного баллона в другой при помощи сжатого воздуха.
Предлагаемый способ окраски внутренних поверхностей труб отличается от известного способа полировки новым назначением - для окраски поверхностей, а следовательно, и новым рабочим телом.
Принципиальная схема установки показана на чертеже.
Установка содержит баллоны 1 и 2, соединенные подвергаемой окраске трубой 3 при помощи пневмозажимов 4 и 5, установленных на кранах 6 и 7. Краны 6 и 7 расположены на концах трубопроводов 8 и 9, подстыкованных к нижним частям баллонов 1 и 2.
Баллоны 1 и 2 в верхних частях сообщены между собой и с магистралью сжатого воздуха 10 посредством труб 11 и 12 и двухходового крана 13. Между трубой 12 и краном 13 установлен гибкий рукав 14.
Двухходовой кран 13, поочередно подающий сжатый воздух в каждый из баллонов 1 или 2, снабжен трубкой 15 для дренажа воздуха из баллонов.
Внутри баллонов установлены трубки 16, имеющие верхние отверстия 17 и нижние 18. Каждый из баллонов снабжен заливной горловиной 19 с пробкой.
В установке предусмотрен обогрев 20 трубы 3.
Работа установки происходит следующим образом.
Сжатый воздух по магистрали 10 через двухходовой кран 13 подается в трубку 16 баллона 1. Из трубки 16 воздух через отверстие 17 поступает в свободную часть баллона над уровнем рабочего тела, предварительно залитого в баллон через горловину 19.
Через отверстие 18 воздух из трубки 16 подается для перемешивания рабочего тела в баллоне 1.
Из баллона 1 рабочее тело при помощи сжатого воздуха перекачивается через обрабатываемую трубу 3 в баллон 2 при открытых кранах 6 и 7.
По мере наполнения рабочим телом баллона 2, воздух из баллона 2 выходит через верхнее отверстие 17 в трубке 16, установленной в баллоне 2, попадает в трубку 12 и через двухходовой кран 13 дренажируется по трубе 15.
После освобождения баллона 1 от рабочего тела кран 13 переключается и процесс может идти в обратном направлении.
По окончании процесса краны 6 и 7 закрываются и обрабатываемая труба 3 снимается.
Во время перекачки рабочего тела предусмотрена возможность включения обогрева 20 обрабатываемой трубы 3.
Для того, чтобы рабочее тело не смогло остаться в обрабатываемой трубе 3, труба и краны 6 и 7 с пневмозажимами 4 и 5 должны быть установлены выше исходного уровня рабочего тела, залитого в баллон 1.
Для возможности обработки труб различной длины баллон 2 выполнен подвижным за счет установки гибкого рукава 14.
Создание установки представляется Автору вполне реальным на базе спроектированной согласно идеи, изложенной Автором в <2>, и изготовленной на Государственном предприятии "Ленинградский Северный Завод" автоматизированной установки для абразивной очистки и полировки внутренних поверхностей трубок, например, воздушной системы летательных аппаратов (заводской шифр П 254.00.00).
Кроме того, эта же идея использована в установке УГ3-1А для гидроабразивной зачистки труб, разработанной в НИТИ.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОКРЫТИЯ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ ТРУБ И СОСУДОВ ПОРОШКООБРАЗНЫМИ ПЛАСТМАССАМИ | 1997 |
|
RU2139149C1 |
| Способ полировки внутренних поверхностей сосудов и труб методом обработки циркулирующей жидкостью | 1958 |
|
SU116040A1 |
| Абразивно-жидкостная установка | 1979 |
|
SU831596A1 |
| МОДЕЛЬ ЛЕТАТЕЛЬНОГО АППАРАТА ДЛЯ ИССЛЕДОВАНИЯ ВЛИЯНИЯ СТРУИ РЕАКТИВНОГО ДВИГАТЕЛЯ НА АЭРОДИНАМИЧЕСКИЕ ХАРАКТЕРИСТИКИ ЛЕТАТЕЛЬНОГО АППАРАТА | 2016 |
|
RU2610791C1 |
| Способ фильтрации авиационных масел и устройство для его осуществления | 2017 |
|
RU2668928C1 |
| СПОСОБ ФОРМИРОВАНИЯ СФЕРИЧЕСКОЙ КОНТАКТНОЙ ПОВЕРХНОСТИ ОПОРНОЙ ЧАСТИ МОСТОВОГО СООРУЖЕНИЯ | 2009 |
|
RU2404321C1 |
| СПОСОБ РАБОТЫ ДВИГАТЕЛЯ С ВНЕШНИМ ПОДВОДОМ ТЕПЛОТЫ И ДВИГАТЕЛЬ С ВНЕШНИМ ПОДВОДОМ ТЕПЛОТЫ | 1992 |
|
RU2050442C1 |
| СПОСОБ ПРЕДОТВРАЩЕНИЯ РАЗВИТИЯ ДЕФЕКТОВ СТЕНОК ТРУБОПРОВОДОВ | 2012 |
|
RU2474752C1 |
| Способ получения компримированного водорода и устройство для его осуществления | 2019 |
|
RU2735285C1 |
| СПОСОБ РАССНАРЯЖЕНИЯ БОЕПРИПАСОВ | 2014 |
|
RU2553491C1 |
Изобретение относится к способам покрытий изделий и может быть использовано в широком диапазоне: от покрытий внутренних поверхностей труб при изготовлении трубчатых конструкций, например летательных аппаратов, до покрытий химически стойкими материалами труб в установках пищевой, химической и медицинской промышленностях. Способ окраски заключается в том, что материал покрытия прокачивают при помощи сжатого воздуха в обоих направлениях нужное количество раз для осуществления полного процесса покрытия. При использовании данного способа обеспечивается надежное и экономически выгодное покрытие. 1 ил.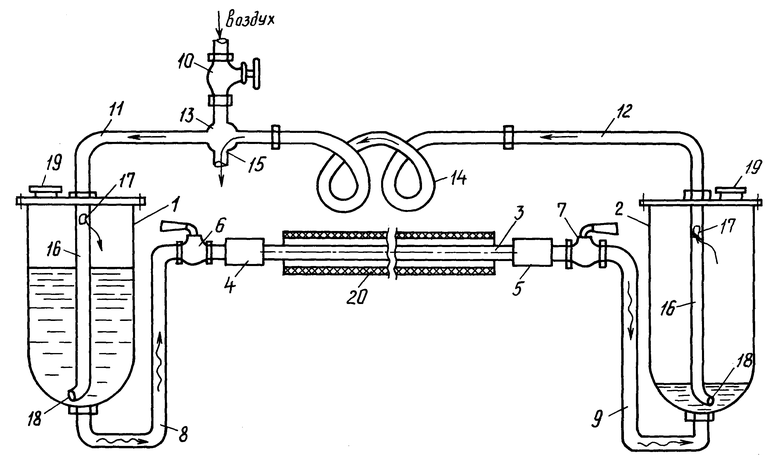
Способ окраски внутренних поверхностей труб методом прокачки жидкого материала покрытия через обрабатываемую трубу, заключающийся в том, что материал покрытия прокачивают в обоих направлениях нужное количество раз для осуществления полного процесса покрытия при помощи сжатого воздуха.
| ОПТОЭЛЕКТРОННЫЙ СУММАТОР | 0 |
|
SU381082A1 |
| Способ полировки внутренних поверхностей сосудов и труб методом обработки циркулирующей жидкостью | 1958 |
|
SU116040A1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ ИЗ ПОРОШКООБРАЗНЫХ МАТЕРИАЛОВ НА ВНУТРЕННЮЮ ПОВЕРХНОСТЬ ТРУБЫ | 1973 |
|
SU435148A1 |
| Установка для нанесения покрытий из порошкообразных полимеров | 1977 |
|
SU703153A2 |
| Устройство для непрерывного формования изделий с осевой полостью и спиральными ребрами | 1986 |
|
SU1350022A1 |

