Изобретение относится к области машиностроения и может быть использовано при нарезании глухих резьб в условиях автоматизированного производства, особенно при обработке вязких конструкционных материалов.
Одной из основных проблем при нарезании метчиками глухих отверстий в деталях (например, балки задней подвески автомобиля, поворотный кулак и др.) является их поломка в начальный момент выкручивания (реверса). Это приводит к появлению неисправимого брака (выжигание метчиков - очень дорогостоящая операция) и к простою автоматизированного оборудования.
Основная причина поломки метчиков в начальный момент их выкручивания связана с попаданием стружек 1 под затыловочную часть зуба (фиг. 1) в зоне режущей части. В результате происходит заклинивание метчика, увеличение тангенциальных сил выкручивания, а следовательно, и резкое возрастание момента трения боковых сторон профиля метчика о нарезанную резьбу.
Имеются работы, в которых с целью уменьшения поломки метчиков при их выкручивании предлагается ряд конструктивных решений. Так, например, первые витки на режущем участке метчика имеют двухзаборную часть. Или зубья режущей части имеют треугольный и скругленный профиль вершины зубьев, которые чередуются в шахматном порядке. Ближайшим аналогом предложенного изобретения является известный метчик для нарезания резьбы в глухих отверстиях, включающий хвостовик, калибрующую часть и режущую часть, которая со стороны торца метчика, включая заборный конус, имеет две перпендикулярные щелевидные прорези [1].
Однако все перечисленные конструктивные решения только частично решают описанную выше проблему и не позволяют полностью исключить поломку метчиков при их выкручивании из глухих отверстий.
Для исключения поломки метчиков при нарезании резьбы в глухих отверстиях, а следовательно, для повышения надежности работы автоматических линий авторами предлагается следующее конструктивное решение.
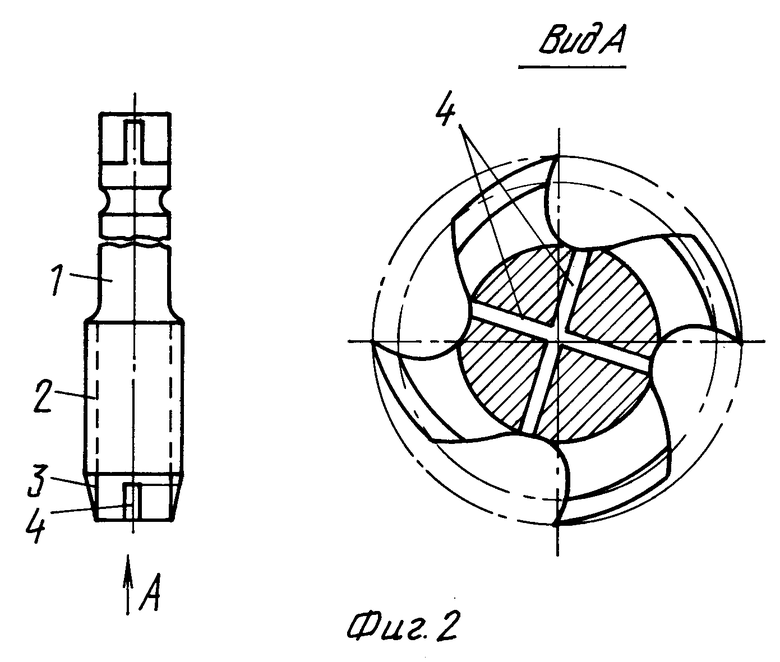
Со стороны торца метчика вдоль оси режущей части (заборный корпус) делается две перпендикулярные щелевидные прорези глубиной от 0,3 до 0,6 длины режущей части метчика (фиг.2). Ширина прорезей лежит в пределах 0,1-0,5 мм, где меньшие значения соответствуют метчикам малого диаметра.
На фиг.2 изображено предлагаемое устройство.
Хвостовая часть 1, калибрующая часть 2, режущая часть 3, перпендикулярные щелевидные прорези 4.
Данная конструкция позволяет автоматически изменить динамическую жесткость метчика в его режущей части при нарезании резьбы и при выкручивании. Так, при нарезании резьбы вследствие действия тангенциальных сил резания на переднюю поверхность режущих зубьев происходят изменения кинематических углов резания, т.е. имеет место разворот лепестков режущей части в пределах ширины прорези. Вследствие этого несколько увеличивается диаметр рабочей части метчика. При выкручивании (завершение процесса нарезания глухого отверстия) метчика вследствие изменения направления тангенциальной силы на противоположную происходит разворот лепестков режущей части в другом направлении и несколько уменьшается диаметр режущей части метчика.
Если под затыловочную поверхность зубьев режущей части попадает стружка, то сжатие лепестков и их разворот происходит значительно больше, но в пределах ширины прорезей и фактической жесткости системы метчик - стружка - обработанная поверхность.
Источники информации
1. Патент DE 700547, В 23 G 5/06, 1940, 3 стр.
| название | год | авторы | номер документа |
|---|---|---|---|
| МЕТЧИК ДЛЯ НАРЕЗАНИЯ РЕЗЬБЫ В ГЛУХИХ ОТВЕРСТИЯХ | 2001 |
|
RU2202450C2 |
| МЕТЧИК ДЛЯ НАРЕЗАНИЯ РЕЗЬБЫ В ГЛУХИХ ОТВЕРСТИЯХ | 2010 |
|
RU2415737C1 |
| Способ нарезания резьбы в отверстиях и инструмент для его осуществления | 2016 |
|
RU2638138C2 |
| Способ нарезания резьбы и инструмент для его осуществления | 2016 |
|
RU2634536C2 |
| Метчик | 1990 |
|
SU1804379A3 |
| Метчик | 1986 |
|
SU1313606A1 |
| Метчик для нарезания точных резьб | 1979 |
|
SU814615A1 |
| Метчик | 1975 |
|
SU540711A1 |
| МЕТЧИК | 2003 |
|
RU2246382C1 |
| МЕТЧИК | 1998 |
|
RU2151673C1 |
Изобретение относится к машиностроению и может быть использовано при нарезании глухих резьб в условиях автоматизированного производства, особенно при обработке вязких конструкционных материалов. Технический результат - повышение надежности работы и исключение поломки метчиков при нарезании резьбы в глухих отверстиях. Со стороны торца метчика вдоль оси режущей части, включая заборный конус, делаются две перпендикулярные щелевидные прорези глубиной от 0,3 до 0,6 длины режущей части метчика, а их ширина составляет 0,1 - 0,5 мм, при этом меньшее значение соответствует метчикам малого диаметра. Данная конструкция позволяет изменить динамическую жесткость метчика в его режущей части при нарезании резьбы и при выкручивании. 2 ил.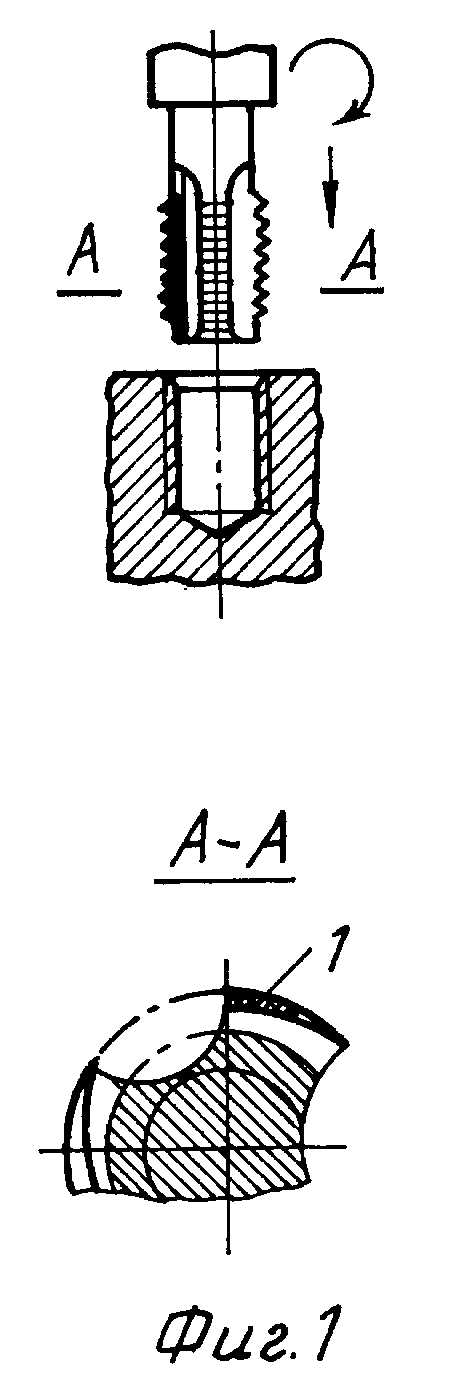
Метчик для нарезания резьбы в глухих отверстиях, включающий хвостовик, калибрующую и режущую часть, которая со стороны торца метчика, включая заборный конус, имеет две перпендикулярные щелевидные прорези, отличающийся тем, что глубина прорези выбрана равной 0,3 - 0,6 длины общей режущей части метчика, а ширина составляет 0,1 - 0,5 мм, при этом меньшее значение соответствует метчикам малого диаметра.
| Способ получения инвертного сиропа | 1978 |
|
SU700547A1 |
| Метчик с пружинящим корпусом для доводки резьбы гаек | 1929 |
|
SU17979A1 |
| КОМПЛЕКТ МЕТЧИКОВ ДЛЯ НАРЕЗАНИЯ ГЛУХИХ РЕЗЬБ | 0 |
|
SU166568A1 |
| 0 |
|
SU352723A1 | |
| Метчик | 1981 |
|
SU1024192A1 |
| Устройство для диагностирования механизмов циклического действия | 1989 |
|
SU1679234A1 |
| Руль, преимущественно для глиссеров | 1947 |
|
SU72250A1 |
| Справочник конструктора-инструментальщика/Под общей ред.Баранчикова В.И | |||
| - М.: Машиностроение, 1994, с.378. | |||
