Изобретение относится к металлообработке, а именно к конструкциям метчиков для нарезания резьб в труднообрабатываемых материалах, в нержавеющих и жаропрочных сталях, в титановых сплавах.
Известный метчик (Суворов А.А. и др. "Металлорежущие инструменты" М.: Машиностроение, 1979, 45 стр.) содержит заборную и калибрующую части с полным резьбовым профилем.
Недостатком данного метчика является низкая стойкость при обработке труднообрабатываемых материалов, обусловленная большой длиной контакта зубьев метчика с деталью, приводящая к их сильному нагреву и интенсивному износу, к образованию надиров, к защемлению зубьев во впадинах и даже к поломке метчика.
Известный метчик по авторскому свидетельству N 540711, В 23 G 5/06 выполнен с занижением бокового профиля зубьев заборной части и калибрующей части, при этом занижение зубьев выполнено на одной из двух боковых сторон (в зависимости от того больше подача шага резьбы или меньше) с постепенным уменьшением величины занижения от первого зуба заборной части к последнему зубу калибрующей части.
Недостатком данного метчика является ограниченная возможность применения, то есть только для обработки резьб в сквозных отверстиях и тех глухих, глубина сверления под резьбу которых допускает ее увеличение.
Кроме того, недостатком конструкции является также ее нетехнологичность, заключающаяся в необходимости изготовления неодинаковых по ширине впадин заборной части и калибрующей части, а следовательно, и в необходимости индивидуальных настроек станка, равных количеству этих впадин.
Известный метчик (А. А. Суворов и др. "Режущий инструмент", М.: Машиностроение, 1979, стр. 46) содержит заборную часть и калибрующую часть с уменьшенной длиной резьбового профиля за счет занижения части зубьев в шахматном порядке по высоте до внутреннего диаметра резьбы метчика.
Недостатком метчика с шахматным расположением зубьев калибрующей части является низкая износостойкость, обусловленная обязательным наличием 50 процентов полнопрофильных зубьев калибрующей части, что при образовании резьб в труднообрабатываемых материалах, нержавеющих и жаропрочных сталях, в титановых сплавах при большой длине контакта с режущими кромками может вызвать большое трение, вибрации метчика, его износ, разбивание резьбы в обрабатываемом отверстии и даже поломку метчика.
Известен метчик, имеющий заборную и калибрующую части с уменьшенной длиной резьбового профиля за счет занижения боковых сторон профиля зубьев калибрующей части с шагом занижения, равным шагу резьбы, при этом у вершин зубьев калибрующей части с обеих сторон резьбового профиля расположены незаниженные участки (см. а.с. SU 275684, В 23 G 5/06, 1970).
В предлагаемом метчике, содержащем заборную часть и калибрующую часть с уменьшенной длиной резьбового профиля, уменьшение длины резьбового профиля произведено путем занижения боковых сторон профиля зубьев калибрующей части с шагом занижения, равным шагу резьбы, при этом часть боковых сторон резьбового профиля зубьев калибрующей части со стороны хвостовика у основания зубьев незанижена, а у вершин зубьев калибрующей части оставлены незаниженными участки с обеих боковых сторон резьбового профиля зубьев, кроме того, по меньшей мере один зуб калибрующей части оставлен с полным резьбовым профилем.
Предлагаемая конструкция метчика при сохранении достаточной осевой устойчивости за счет оставленных незаниженными участков резьбового профиля значительно повышает его стойкость, так как длина режущих кромок, взаимодействующих с обрабатываемыми материалами, может быть значительно меньше 50 процентов. Это можно рассмотреть на примере.
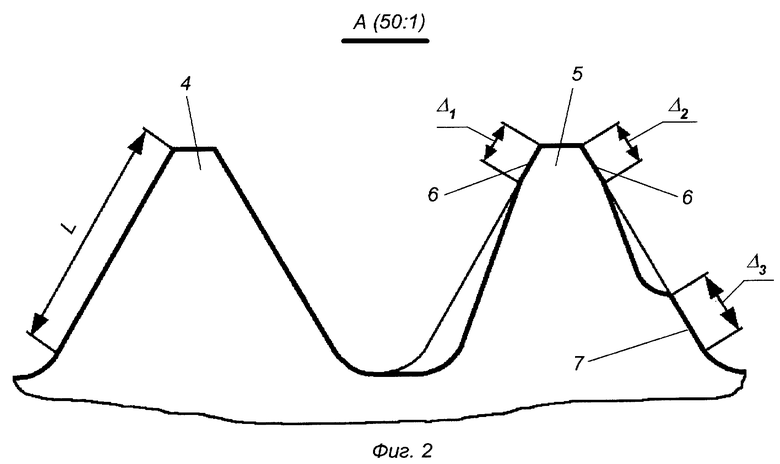
Длина (Δ1 и Δ2) верхних незаниженных участков в предлагаемом метчике может составлять 0,1 от длины (L) бокового профиля при общем количестве зубьев (z) на калибрующей части, равным 12. Один из калибрующих зубьев имеет полный резьбовой профиль и длина его кромок приблизительно равна 2L.
Таким образом, суммарная длина (ΣLпредл.) незаниженных кромок в предлагаемом метчике будет приблизительно следующей.
ΣLпредл.= 2L + (0,1L + 0,1L + 0,2L)•(z - 1) = 2L + 4,4L = 6,4L.
В обычном метчике суммарная длина режущих кромок при z = 12 приблизительно составит ΣLобычн.:
ΣLобычн.= 2L • z = 2L • 12 = 24L.
В метчике с шахматным расположением зубьев на калибрующей части суммарная длина режущих кромок (ΣLшахматн.) составит при z = 12 приблизительно 50 процентов от суммарной длины режущих кромок калибрующей части обычного метчика, то есть
ΣLшахматн.= 24L : 2 = 12L.
Из этих примеров следует, что длина режущих кромок калибрующей части в предлагаемом метчике почти вдвое меньше длины режущих кромок калибрующей части известного метчика, причем эту величину можно изменять при формировании резьбового профиля зубьев калибрующей части в зависимости от конкретных условий.
На фиг. 1 изображен метчик, общий вид, на фиг. 2 - резьбовой профиль калибрующей части метчика.
Метчик состоит из заборной части 1, калибрующей части 2 и хвостовика 3.
Калибрующая часть 2 содержит полнопрофильный зуб 4. Причем при обработке глухих отверстий полнопрофильный зуб 4 должен быть расположен сразу после заборной части, а при обработке сквозных отверстий полнопрофильный зуб 4 может быть расположен также и в конце калибрующего участка, то есть у хвостовика.
Зубья 5 калибрующего участка занижены по боковым сторонам резьбового профиля. На зубьях 5 оставлены незаниженными участки 6 у вершин зубьев с обеих сторон резьбового профиля и участки 7 у основания зубьев 5 со стороны хвостовика 3.
Работает метчик следующим образом. Зубья заборной части 1 производят нарезание резьбы, после чего полнопрофильный зуб 4 калибрующей части 2 производит калибровку резьбы.
Незаниженные участки 6 и 7 зубьев 5 обеспечивают осевую устойчивость метчика в обрабатываемом отверстии и, кроме того, выполняют калибрующие функции.
Заниженные участки зубьев 5 обеспечивают уменьшение трения поверхностей метчика об обрабатываемую деталь.
Технико-экономическое преимущество предложенной конструкции метчика, за счет уменьшения длины контактирующих с обрабатываемым материалом режущих кромок калибрующей части, заключается в повышении стойкости инструмента, особенно при нарезании резьб в труднообрабатываемых материалах, в нержавеющих и жаропрочных сталях, в титановых сплавах.
| название | год | авторы | номер документа |
|---|---|---|---|
| МЕТЧИК | 1998 |
|
RU2151672C1 |
| МЕТЧИК | 1996 |
|
RU2103121C1 |
| СБОРНАЯ ПЛАШКА | 1992 |
|
RU2043883C1 |
| МАШИННЫЙ МЕТЧИК | 2014 |
|
RU2566094C1 |
| МЕТЧИК | 1992 |
|
RU2087271C1 |
| Метчик | 1990 |
|
SU1804379A3 |
| Метчик | 1989 |
|
SU1763113A1 |
| Метчик | 1981 |
|
SU1215245A2 |
| Способ изготовления метчиков для нарезания точных резьб | 1979 |
|
SU872081A2 |
| Метчик | 1987 |
|
SU1703314A1 |
Изобретение относится к металлообработке, к конструкциям метчиков для нарезания резьб в труднообрабатываемых материалах. В метчике калибрующая часть состоит, как минимум, из одного полнопрофильного зуба и из заниженных по боковым сторонам резьбового профиля зубьев. На зубьях оставлены незаниженными участки с обеих сторон резьбового профиля у вершин зубьев, а у основания зубьев не занижены участки со стороны хвостовика. Это позволит повысить стойкость инструмента, особенно при нарезании резьб в труднообрабатываемых материалах. 2 ил.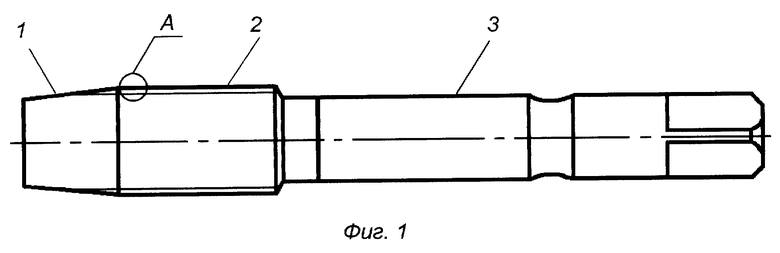
Метчик, имеющий заборную и калибрующую часть с уменьшенной длиной резьбового профиля за счет занижения боковых сторон профиля зубьев калибрующей части с шагом занижения, равным шагу резьбы, при этом у вершин зубьев калибрующей части с обеих сторон резьбового профиля расположены незаниженные участки, отличающийся тем, что часть боковых сторон резьбового профиля у основания зубьев калибрующей части со стороны хвостовика выполнена незаниженной, а, по меньшей мере, один зуб калибрующей части выполнен с полным резьбовым профилем.
| 0 |
|
SU275684A1 | |
| Метчик | 1975 |
|
SU540711A1 |
| Метчик | 1990 |
|
SU1773612A1 |
| Метчик | 1990 |
|
SU1799699A2 |
| СУВОРОВ А.А | |||
| и др | |||
| Металлорежущие инструменты | |||
| - М.: Машиностроение, 1979, с | |||
| Железобетонный фасонный камень для кладки стен | 1920 |
|
SU45A1 |

