$
(Л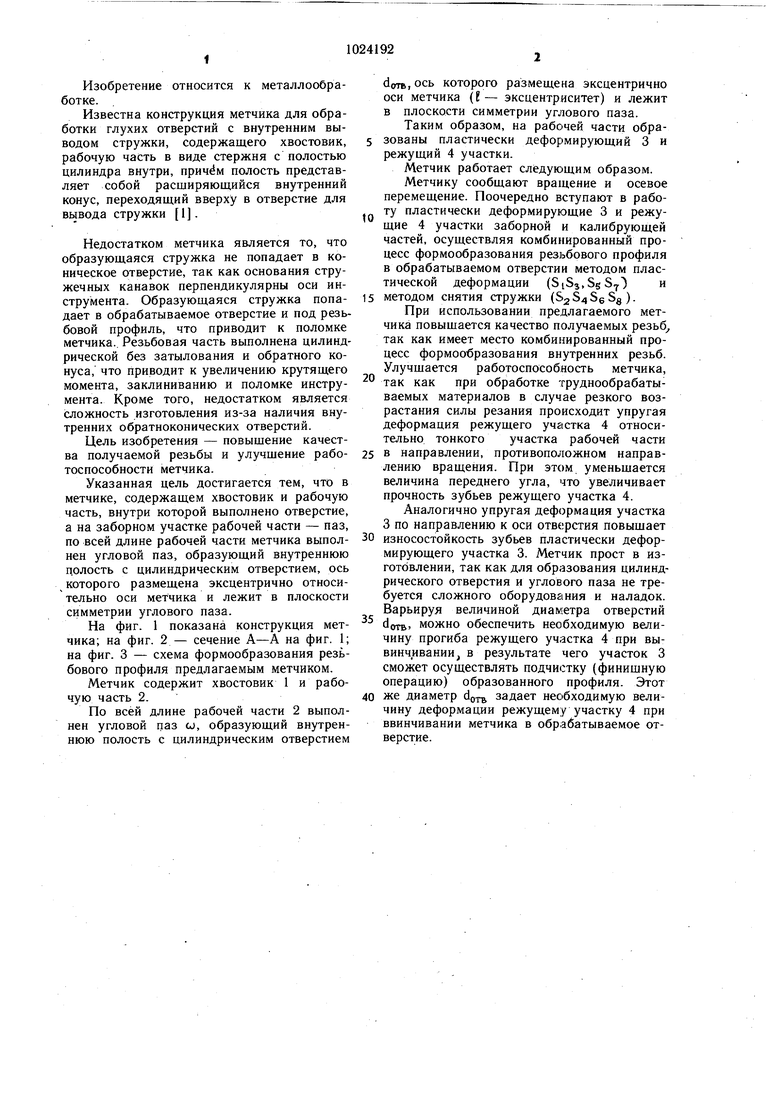
| название | год | авторы | номер документа |
|---|---|---|---|
| СБОРНАЯ РЕЗЬБОВАЯ ГОЛОВКА ДЛЯ ПЛАНЕТАРНОГО ФОРМООБРАЗОВАНИЯ ВНУТРЕННЕЙ РЕЗЬБЫ | 2011 |
|
RU2453406C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВНУТРЕННИХ РЕЗЬБ | 2012 |
|
RU2521758C2 |
| Метчик | 1981 |
|
SU1022786A2 |
| УСТРОЙСТВО ДЛЯ ВНУТРЕННЕГО РЕЗЬБОНАКАТЫВАНИЯ | 2012 |
|
RU2505383C1 |
| Метчик | 1990 |
|
SU1808547A1 |
| РЕЗЬБОНАКАТНОЙ МЕТЧИК С ИМПУЛЬСНЫМ УСТРОЙСТВОМ ПРИВОДА | 2013 |
|
RU2538248C1 |
| Метчик | 1980 |
|
SU979046A1 |
| Метчик | 1988 |
|
SU1585162A1 |
| МАШИННЫЙ МЕТЧИК | 2014 |
|
RU2566094C1 |
| Метчик | 1982 |
|
SU1049210A1 |
.МЕТЧИК, содержащий хвостовик и рабочую часть, внутри которой выполнено цилиндрическое отверстие, отличающийся тем, что, с целью повышения качества получаемой резьбы и улучшения работоспособности, по всей длине рабочей части метчика выполнен угловой паз, образующий внутреннюю полость с цилиндрическим отверстием, ось которого размещена эксцентрично относительно оси метчика и лежит в плоскости симметрии углового паза
-J
А
п
N3
N
фиг.1
;о ю
Изобретение относится к металлообработке.
Известна конструкция метчика для обработки глухих отверстий с внутренним выводом стружки, содержащего хвостовик, рабочую часть в виде стержня с полостью цилиндра внутри, причём полость представляет собой расширяющийся внутренний конус, переходящий вверху в отверстие для вывода стружки 1.
Недостатком метчика является то, что образующаяся стружка не попадает в коническое отверстие, так как основания стружечных канавок перпендикулярны оси инструмента. Образующаяся стружка попадает в обрабатываемое отверстие и под резьбовой профиль, что приводит к поломке метчика.. Резьбовая часть выполнена цилиндрической без затылования и обратного конуса, что приводит к увеличению крутящего момента, заклиниванию и поломке инструмента. Кроме того, недостатком является сложность изготовления из-за наличия внутренних обратноконических отверстий.
Цель изобретения - повышение качества получаемой резьбы и улучщение работоспособности метчика.
Указанная цель достигается тем, что в метчике, содержащем хвостовик и рабочую часть, внутри которой выполнено отверстие, а на заборном участке рабочей части - паз, по всей длине рабочей части метчика выполнен угловой паз, образующий внутреннюю полость с цилиндрическим отверстием, ось которого размещена эксцентрично относительно оси метчика и лежит в плоскости симметрии углового паза.
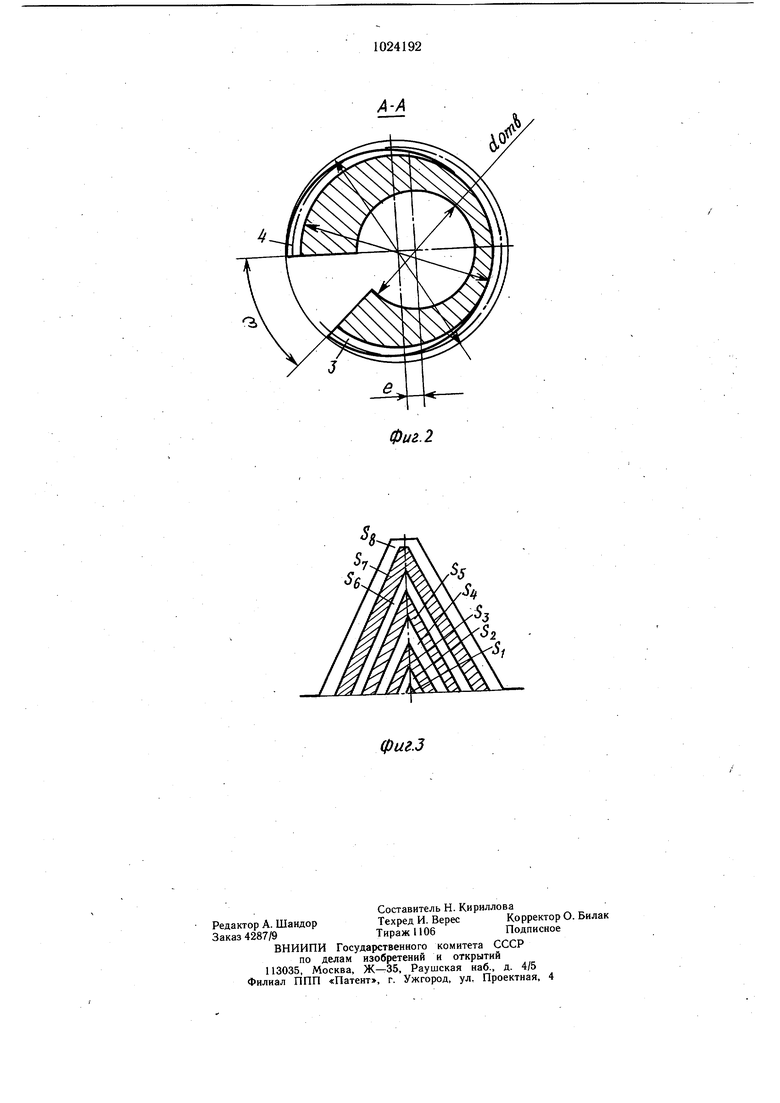
На фиг. 1 показана конструкция метчика; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - схема формообразования резьбового профиля предлагаемым метчиком.
Метчик содержит хвостовик 1 и рабочую часть 2.
По всей длине рабочей части 2 выполнен угловой паз CJ, образующий внутреннюю полость с цилиндрическим отверстием
doTB,ocb которого размещена эксцентрично оси метчика (f - эксцентриситет) и лежит в плоскости симметрии углового паза.
Таким образом, на рабочей части образованы пластически деформирующий 3 и режущий 4 участки.
Метчик работает сл едующим образом. Метчику сообщают вращение и осевое перемещение. Поочередно вступают в работу пластически деформирующие 3 и режущие 4 участки заборной и калибрующей частей, осуществляя комбинированный процесс формообразования резьбового профиля в обрабатываемом отверстии методом пластической деформации (SiS3,Ss S,) и
5 методом снятия стружки (52845683).
При использовании предлагаемого метчика повышается качество получаемых резьб так как имеет место комбинированный процесс формообразования внутренних резьб. Улучшается работоспособность метчика,
так как при обработке труднообрабатываемых материалов в случае резкого возрастания силы резания происходит упругая деформация режущего участка 4 относительно тонкого участка рабочей части
5 в направлении, противоположном направлению вращения. При этом уменьшается величина переднего угла, что увеличивает прочность зубьев режущего участка 4.
Аналогично упругая деформация участка 3 по направлению к оси отверстия повышает
0 износостойкость зубьев пластически деформирующего участка 3. Метчик прост в изготовлении, так как для образования цилиндрического отверстия и углового паза не требуется сложного оборудования и наладок. Варьируя величиной диаметра отверстий
doTb. можно обеспечить необходимую величину прогиба режущего участка 4 при вывинчивании, в результате чего участок 3 сможет осуществлять подчистку (финишную операцию) образованного профиля. Этот
0 же диаметр задает необходимую величину деформации режущему участку 4 при ввинчивании метчика в обрабатываемое отверстие.
%
чГ
фиг.з
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Многоместное кассетное приспособление | 1978 |
|
SU715296A1 |
| Способ смешанной растительной и животной проклейки бумаги | 1922 |
|
SU49A1 |
| Приспособление к пишущей машине для назначения и указания последней строки страницы | 1925 |
|
SU1951A1 |
