Изобретение относится к области машиностроения, в частности к производству оснастки и инструмента, и может быть использовано при нарезании резьбы в глухих отверстиях в условиях автоматизированного производства, особенно при обработке крупногабаритных корпусных деталей из вязких конструкционных материалов.
Одной из основных проблем при нарезании метчиками резьбы в глухих отверстиях деталей (например, балки задней подвески автомобиля, поворотный кулак и др. ) является их поломка в начальный момент выкручивания (реверса). Это приводит к появлению неисправимого брака (так как выжигание метчиков - очень дорогостоящая операция) и к простою автоматизированного оборудования. Основная причина поломки метчиков в начальный момент их выкручивания связана с попаданием стружек 1 под затылованную часть зуба (фиг.1), как правило, в области перехода заборной части в калибрующую (первые два зуба полного профиля). В результате происходит заклинивание метчика из-за значительного увеличения тангенциальных сил выкручивания (реверса), и, как следствие, резкое возрастание момента трения боковых сторон профиля метчика о нарезанную резьбу.
Имеются работы, в которых с целью уменьшения поломки метчиков при их выкручивании (реверсе) предлагается ряд конструктивных решений. Ближайшими аналогами предложенного изобретения являются известные метчики для нарезания резьбы в глухих отверстиях, включающие хвостовик, калибрующую часть и заборную (режущую) часть, последняя со стороны торца метчика имеет две щелевидные прорези [1,2].
Но данный аналог имеет недостатки: снижается прочность заборного конуса со стороны торца; не решает вопрос заклинивания в переходной части, так как глубина прорези находится только в пределах длины заборного конуса, а заклинивание происходит в области перехода заборной части метчика в калибрующую. Однако все перечисленные конструктивные решения только частично решают описанную выше проблему и не позволяют полностью исключить поломку метчиков при их выкручивании из глухих отверстий.
Известен метчик для нарезания резьбы в глухих отверстиях, включающий хвостовик, калибрующую и заборные части и имеющий две щелевидные прорези, расположенные в области перехода заборной части в калибрующую (см. [3]).
Задачей изобретения является исключение поломки метчиков при нарезании резьбы в глухих отверстиях и повышение за счет этого надежности работы автоматических линий.
Поставленная задача решается тем, что метчик для нарезания резьбы в глухих отверстиях включает хвостовик, калибрующую и заборные части и имеюет две щелевидные прорези, расположенные в области перехода заборной части в калибрующую.
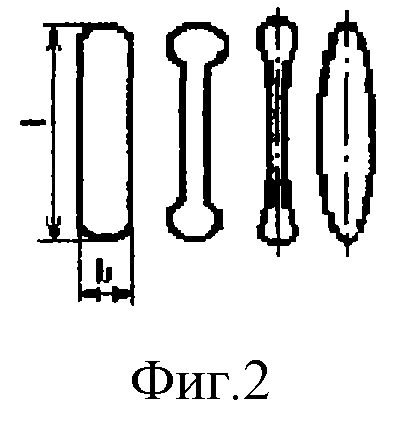
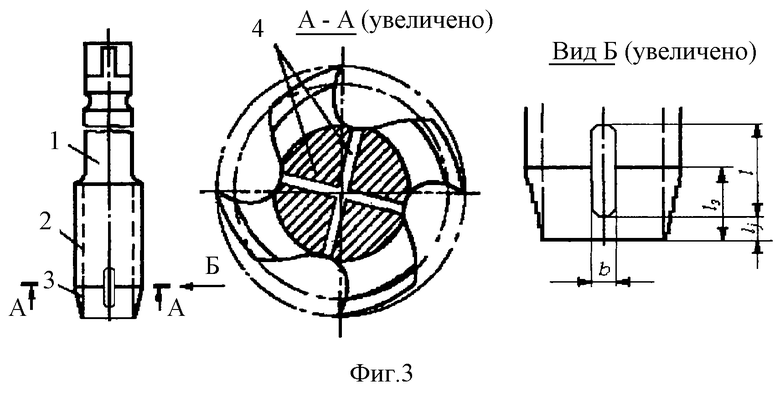
Щелевидные прорези выполнены длиной l, равной или меньше длины заборной части l3 и шириной b ≥ (1-2)α, а расстояние от торца до начала прорези lj = (1/3-1/2)•l3, где α - толщина снимаемой стружки, α = P•sinϕ/z, Р - шаг резьбы, ϕ - угол заборного конуса метчика, z - число зубьев метчика.
В области перехода заборной части метчика в калибрующую делаются две прорези представленных ниже видов (фиг.2); ширина составляет b ≥ (1-2)•α, где α = P•sinϕ/z, мм (α - толщина снимаемой стружки; Р - шаг резьбы; ϕ - угол заборного конуса метчика; z - число зубьев метчика), длина l, равная или меньше длины заборной части l3. Прорезь располагается на расстоянии от торца до начала прорези lj = (1/3-1/2)•l3 от торца метчика.
На фиг.3 изображено предлагаемое устройство - хвостовая часть 1, калибрующая часть 2, заборная часть 3, перпендикулярные прорези 4.
Данная конструкция позволяет автоматически изменять динамическую жесткость метчика в области перехода его заборной части в калибрующую при нарезании резьбы и при выкручивании. Так, при нарезании резьбы вследствие действия тангенциальных сил резания на переднюю поверхность режущих зубьев происходит изменение кинематических углов резания, то есть имеет место разворот перьев в области, соответствующей длине прорези в пределах ширины прорези. Вследствие этого несколько увеличивается диаметр метчика в области перехода его заборной части в калибрующую. При выкручивании (реверсе) метчика из-за изменения направления действия тангенциальной силы происходит разворот перьев метчика в области, соответствующей длине прорези в пределах ширины прорези в другом направлении, и несколько уменьшается диаметр метчика в области перехода его заборной части в калибрующую.
При попадании стружки под затылованную поверхность зубьев метчика в области перехода его заборной части в калибрующую происходит сжатие в этой области и разворот перьев, значительно больший, но в пределах ширины прорезей и фактической жесткости системы метчик - стружка - обработанная поверхность. Это снижает вероятность защемления метчика в обрабатываемом отверстии и его поломки и, следовательно, увеличивает надежность работы инструмента.
Источники информации
1. Патент DE 700547, В 23 G 5/06, 1940.
2. Патент RU 2138373 C1, В 23 G 5/06, 1998.
3. Патент DE 3643744, В 23 G 5/14, 1988.
| название | год | авторы | номер документа |
|---|---|---|---|
| МЕТЧИК ДЛЯ НАРЕЗАНИЯ РЕЗЬБЫ В ГЛУХИХ ОТВЕРСТИЯХ | 1998 |
|
RU2138373C1 |
| МЕТЧИК ДЛЯ НАРЕЗАНИЯ РЕЗЬБЫ В ГЛУХИХ ОТВЕРСТИЯХ | 2010 |
|
RU2415737C1 |
| МЕТЧИК ДЛЯ НАРЕЗАНИЯ РЕЗЬБЫ В ГЛУХИХ ОТВЕРСТИЯХ | 1999 |
|
RU2179095C2 |
| Способ нарезания резьбы в отверстиях и инструмент для его осуществления | 2016 |
|
RU2638138C2 |
| Метчик | 1985 |
|
SU1255323A1 |
| Способ нарезания резьбы и инструмент для его осуществления | 2016 |
|
RU2634536C2 |
| ИНСТРУМЕНТ ДЛЯ НАРЕЗАНИЯ РЕЗЬБЫ В ОТВЕРСТИЯХ (ВАРИАНТЫ) | 2003 |
|
RU2327550C2 |
| МЕТЧИК | 1998 |
|
RU2151673C1 |
| МЕТЧИК | 2008 |
|
RU2380204C1 |
| МАШИННЫЙ МЕТЧИК | 2014 |
|
RU2566094C1 |
Изобретение относится к области машиностроения, оснастке и инструменту для обработки в условиях автоматизированного производства крупногабаритных корпусных деталей из вязких конструкционных материалов. Метчик включает хвостовик, калибрующую и заборные части и имеет две щелевидные прорези, расположенные в области перехода заборной части в калибрующую. Для исключения поломки метчиков и повышения за счет этого надежности работы автоматических линий щелевидные прорези выполнены длиной, равной или меньше длины заборной части, а их ширину и расстояние от торца до начала прорези выбирают по приведенным формулам в зависимости от толщины снимаемой стружки. 3 ил.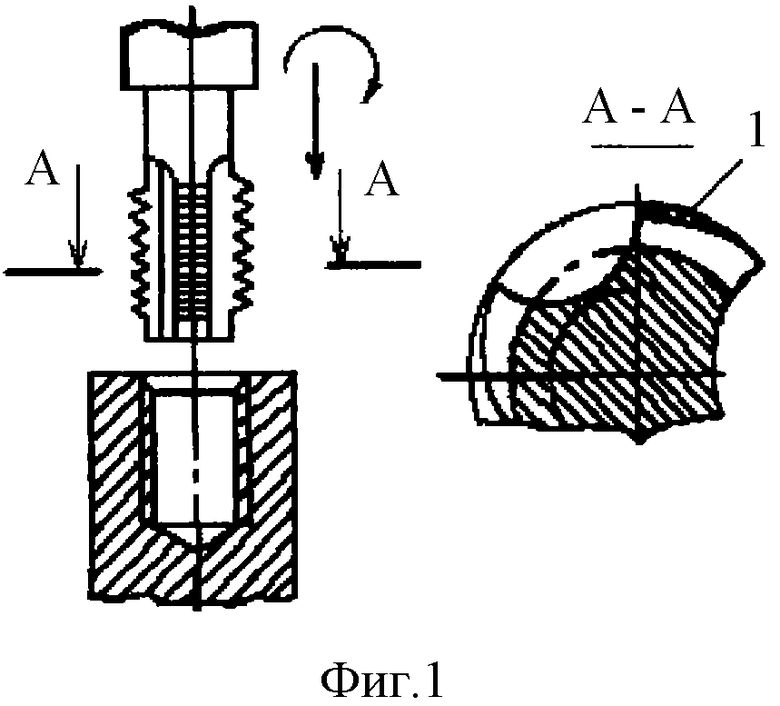
Метчик для нарезания резьбы в глухих отверстиях, включающий хвостовик, калибрующую и заборные части и имеющий две щелевидные прорези, расположенные в области перехода заборной части в калибрующую, отличающийся тем, что щелевидные прорези выполнены длиной l, равной или меньше длины заборной части lз, и шириной b≥(1-2)α, а расстояние от торца до начала прорези lj= (1/3÷1/2)•lз, где α - толщина снимаемой стружки, α=P•sinϕ/z; Р - шаг резьбы; ϕ - угол заборного конуса метчика; z - число зубьев метчика.
| DE 3643744 A1, 30.06.1988 | |||
| Разводной метчик | 1925 |
|
SU2241A1 |
| Метчик с пружинящим корпусом для доводки резьбы гаек | 1929 |
|
SU17979A1 |
| Метчик для обработки резьбовых отверстий | 1980 |
|
SU940972A1 |
| МЕТЧИК ДЛЯ НАРЕЗАНИЯ РЕЗЬБЫ В ГЛУХИХ ОТВЕРСТИЯХ | 1998 |
|
RU2138373C1 |
| Способ получения инвертного сиропа | 1978 |
|
SU700547A1 |

