Изобретение относится к металлургии, в частности к чугунам, предназначенным для изготовления валков горячей прокатки, работающих при повышенных температурах, больших удельных нагрузках и высоких скоростях прокатки, в частности для валков чистовых и предчистовых клетей листовой горячей прокатки непрерывных станов и для изготовления обечаек, предназначенных для бандажированных опорных валков горячей прокатки.
Известна заэвтектоидная сталь, используемая для изготовления бандажей опорных валков горячей прокатки, содержащая компоненты при следующем соотношении, мас.%:
углерод - 1,4-1,6
кремний - 0,25-0,50
марганец - 0,50-0,80
сера - менее 0,40
фосфор - менее 0,040
хром - 0,90-1,25
никель - 0,80-1,20
молибден - 0,10-0,30
железо - остальное
(см. сталь 150ХНМЛ по ГОСТ 10207-70 и ГОСТ 9487-70)
Однако, эта сталь вследствие невысокого содержания углерода и карбидообразующих элементов: хрома и молибдена, имеет в структуре незначительное количество карбидов, не превышающее 4% и это приводит к интенсивному износу и к выкрошкам отдельных участков бандажа и в итоге к преждевременному выходу бандажа при эксплуатации.
Недостатком использования стали 150ХНМЛ для изготовления бандажей является также ее сложный и длительный режим термической обработки, состоящий из предварительного тройного отжига и окончательной термической обработки по режиму двойной нормализации с высоким отпуском.
Известен также наиболее близкий по составу и назначению бейнитный чугун ЛПХНМд-68 по ТУ 14-2-799-88, широко используемый для изготовления рабочих валков листовых непрерывных станов горячей прокатки.
Чугун ЛПХНМд-68, принятый за прототип, содержит компоненты при следующем соотношении, мас.%:
углерод - 3,0-3,2
кремний - 0,5-1,0
марганец - 0,4-0,8
сера - менее 0,09
фосфор - менее 0,15
хром - 1,2-1,6
никель - 3,0-4,0
молибден - 0,3-0,8
железо - остальное
(см. чугун ЛПХНМд-68 по ТУ-14-2-799-88)
Однако рабочие валки листопрокатных станов горячей прокатки, изготовленные из чугуна ЛПХНМд-68 и из чугунов, аналогичных по составу этому чугуну, в соответствии с ТУ 14-2-799-88 имеют пониженную эксплуатационную стойкость по причине образования на поверхности бочки сетки разгара, возникновения выкрошек вследствие наличия крупных выделений первичных карбидов - ледебурита сотовой кристаллизации, а также неотпущенной структуры бейнита с низкой термостойкостью.
Для повышения эксплуатационной стойкости рабочих валков горячей прокатки за счет исключения образования крупных хрупких выделений ледебурита и образования большого количества эвтектики и хромистых карбидов в мелкой и равномерно распределенной форме, исключения образования графита, повышения твердости, износостойкости, вязкости, термостойкости и технологичности чугун, содержащий углерод, кремний, марганец, хром, серу, фосфор, дополнительно содержит алюминий при следующем соотношении компонентов, мас.%:
углерод - 3,1-3,5
кремний - 0,15-0,45
марганец - 0,8-1,5
хром - 10,5-13,5
алюминий - 0,5-1,1
сера - 0,02-0,09
фосфор - 0,02-0,55
железо - остальное,
при этом отношение разности содержания хрома и алюминия к содержанию углерода должно составлять 2,95-4,0, а отношение содержания марганца к содержанию кремния должно быть в пределах 2,25-7,0.
Алюминий, введенный в чугун в оптимизированных соотношениях, препятствует диффузии углерода при кристаллизации чугуна и это обеспечивает образование первичных карбидов в мелкой и равномерно распределенной форме. Алюминий способствует выделению вторичных карбидов в сфероидальной форме и увеличивает стабильность этих карбидов при последующем нагреве. Это в совокупности повышает твердость, износостойкость, вязкость, термостойкость и устойчивость чугуна против образования трещин при отливке и ковке.
При содержании алюминия менее 0,5% положительное влияние алюминия на структуру и свойства чугуна не проявляется вследствие его недостаточного количества. При содержании в чугуне алюминия более 1,1% в структуре появляется феррит, что приводит к снижению твердости, прочности, износостойкости, вязкости и термостойкости.
Углерод увеличивает количество карбидной фазы чугуна и повышает количество эвтектики, что увеличивает твердость чугуна. Однако при повышении содержания углерода в чугуне возрастает вероятность образования крупных хрупких карбидных выделений между ветвями дендритов (стержневая эвтектика сотового строения), что приводит к снижению пластичности, вязкости и к охрупчиванию.
Хром при оптимальном сочетании его количества с содержанием углерода обеспечивает образование эвтектики пластинчатого строения, при наличии которой значительно повышается пластичность, вязкость и термостойкость. При этом карбидная фаза такого чугуна состоит из смеси кубического легированного цементита и хромистого карбида тригонального типа, что приводит к значительному повышению твердости, прочности, термостойкости и износостойкости. Экспериментальным путем было установлено, что для получения эвтектики чугуна пластинчатого строения с мелкими равномерно распределенными карбидами, увеличения количества эвтектики при наличии смеси цементита и хромистого карбида с целью повышения его твердости, прочности, износостойкости, пластичности, вязкости и термостойкости необходимо обеспечить оптимальное сочетание углерода, хрома и алюминия в соответствии со следующим выражением:
где Cr - содержание хрома, мас.%;
Al - содержание алюминия, мас.%;
C - содержание углерода, мас.%.
При снижении  менее 2,95 в структуре чугуна появляется эвтектика сотового строения с выделением цементита между ветвями дендритов, хромистый карбид отсутствует, уменьшается твердость, прочность, износостойкость, пластичность, вязкость и термостойкость, возрастает чувствительность к образованию трещин при отливке и ковке.
менее 2,95 в структуре чугуна появляется эвтектика сотового строения с выделением цементита между ветвями дендритов, хромистый карбид отсутствует, уменьшается твердость, прочность, износостойкость, пластичность, вязкость и термостойкость, возрастает чувствительность к образованию трещин при отливке и ковке.
При повышении выражения  более 4,0 в структуре чугуна отсутствует кубический легированный цементит, что приводит к уменьшению количества эвтектики, возникает неравномерность в распределении карбидной фазы и в результате снижается твердость, прочность, износостойкость, вязкость, термостойкость.
более 4,0 в структуре чугуна отсутствует кубический легированный цементит, что приводит к уменьшению количества эвтектики, возникает неравномерность в распределении карбидной фазы и в результате снижается твердость, прочность, износостойкость, вязкость, термостойкость.
Кремний и марганец являются активными раскислителями при выплавке чугуна, однако эти элементы совершенно по разному влияют на его структуру и свойства.
Кремний при высоком содержании углерода измельчает эвтектику чугуна, однако он способствует выделению графита и уменьшает количество карбидной фазы. Наличие графита снижает твердость, прочность, износостойкость и термостойкость чугуна. Одновременно кремний значительно ускоряет распад аустенита при охлаждении в перлитной области и это приводит к снижению твердости матрицы чугуна. В целом это снижает прочность, износостойкость и термостойкость чугуна.
Марганец препятствует выделению графита и способствует образованию карбидов. Марганец повышает устойчивость переохлажденного аустенита, замедляет распад в перлитной области и способствует при охлаждении чугуна превращению в бейнитной области. Все это в совокупности повышает твердость, прочность, износостойкость и термостойкость чугуна.
Экспериментальным путем было определено, что для предотвращения образования графита и перлита в чугуне и получения структуры бейнита с целью повышения твердости, микротвердости эвтектики, износостойкости и термостойкости отношение содержания марганца к содержанию кремния в чугуне должно удовлетворять следующей зависимости:
2,25 ≤ Mn/Si≤7,0
где Mn - содержание марганца, мас.%;
Si - содержание кремния, мас.%.
При снижении выражения Mn/Si менее 2,25 в структуре чугуна появляется перлит, уменьшается твердость, прочность, износостойкость и термостойкость чугуна.
При увеличении выражения Mn/Si более 7,0 в структуре появляется мартенсит, что приводит к снижению пластичности, термостойкости, возникает чувствительность к образованию трещин при отливке и ковке.
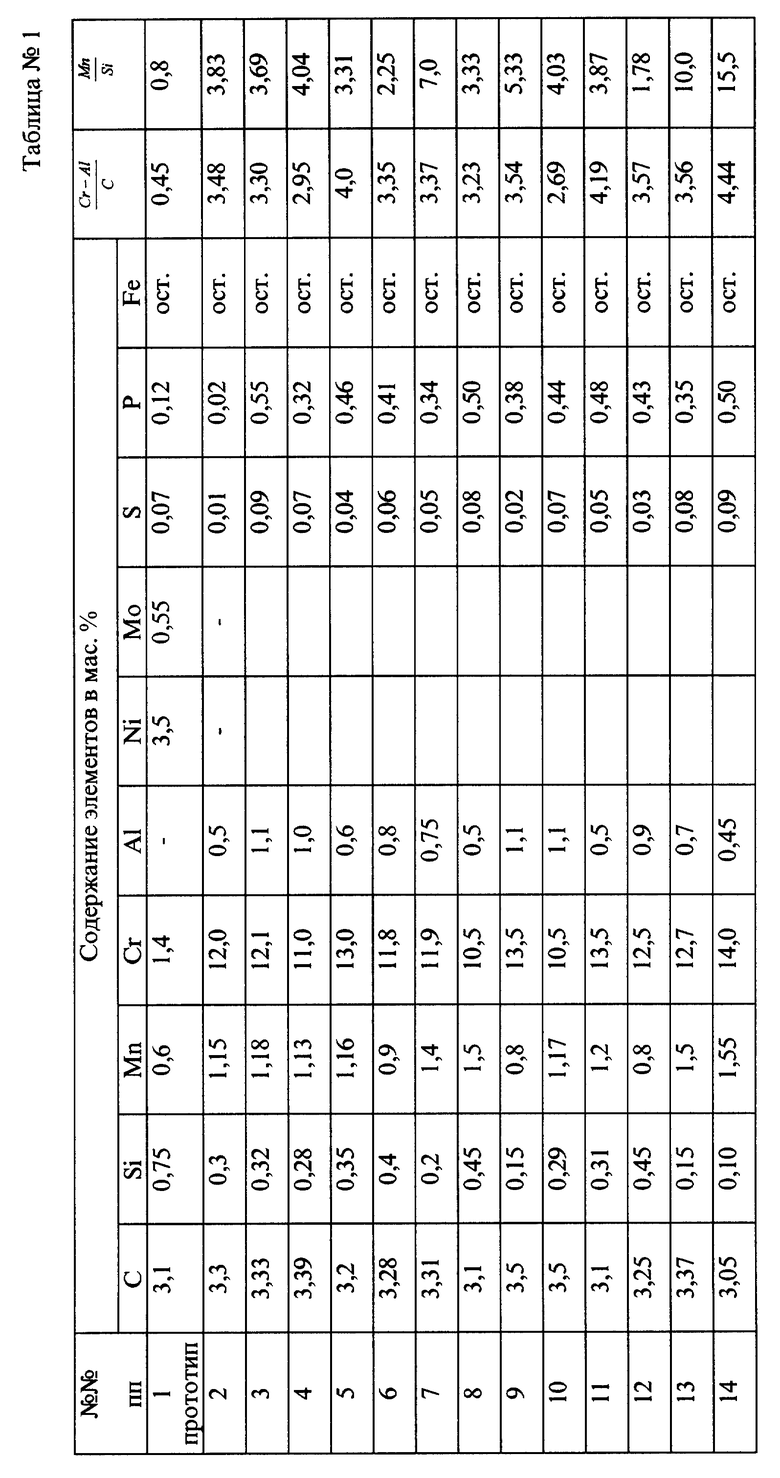
Были изготовлены 13 вариантов хромомарганцевоалюминиевого чугуна различного химического состава и один состав чугуна - прототипа. Чугуны выплавляли в индукционной печи емкостью 50 кг и затем отливали стержни диаметром 100 мм. Химический состав экспериментальных чугунов приведен в таблице 1. Чугун под номером 1 - прототип. Один литой стержень подвергался ковке под молотом после нагрева на температуру 1160-1180oC на пруток диаметром 20х20 мм. Термическая обработка стержней и прутков не проводилась.
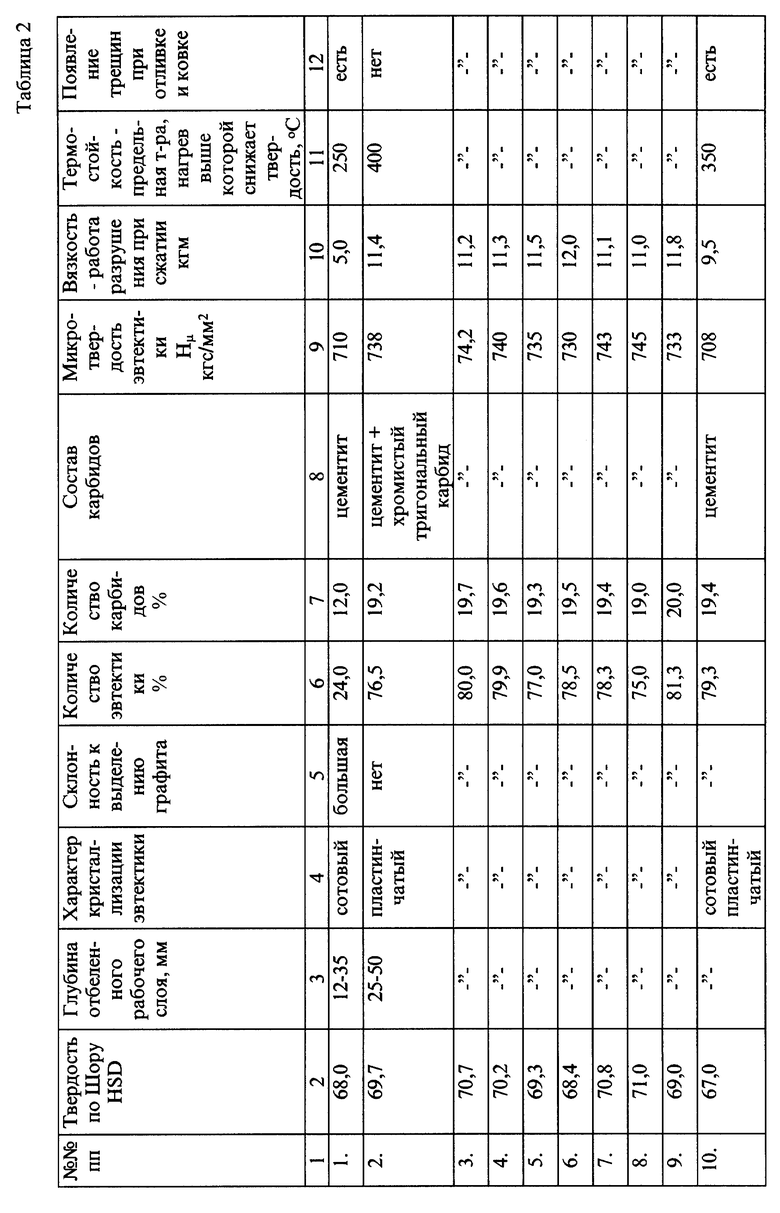
От литых стержней вырезали механическим способом образцы для определения твердости, термостойкости и испытания на сжатие, а также для макроисследования. Определение твердости образцов проводили на приборе Роквелла, шкала C. Глубину отбеленного слоя контролировали на поперечном темплете литого стержня, наличие графита проверяли на нетравленном шлифе. Микроструктура образцов была выявлена химическим травлением 5% спиртовым раствором азотной кислоты. Характер кристаллизации эвтектики, наличие сотовой или пластинчатой эвтектики определялось при микроисследовании. Количество эвтектики, подсчитанное "методом полей" и "методом точек", определено на 15 полях, а определение количества карбидов выполнено на 10 полях. При установлении состава карбидов использовали структурную диаграмму хромистых сплавов системы C-Cr. Микротвердость эвтектики определена на приборе ПМТ-3 при нагрузке 200 г. Согласно проведенным исследованиям износостойкость чугунов пропорциональна микротвердости эвтектики.
Вязкость - работу разрушения при сжатии определяли на образцах диаметром 6 мм и длиной 9 мм. При испытании осуществляли запись диаграмм сжатия и образцы нагружали до разрушения. Вязкость, как величина работы деформации, определяли при замере площади получаемой диаграммы. Такое испытание имитировало условия эксплуатации рабочего валка горячей прокатки, который работает в условиях значительных сжимающих нагрузок.
Оценку термостойкости проводили путем нагрева образцов в интервале от 150 до 500oC с выдержкой при заданной температуре в течение 7 часов и последующим определением твердости по Роквеллу, шкала C.
Оценку чувствительности к образованию трещин при отливке и ковке проводили по результатам визуального контроля литых стержней и кованых прутков.
На основании результатов испытаний можно установить, что для получения высокой твердости и повышенной глубины отбеленного слоя, значительного количества эвтектики пластинчатой формы без выделений графита, при одновременном наличии цементита и хромистого тригонального карбида, достижения высокой твердости эвтектики, вязкости и термостойкости чугуна при исключении склонности к образованию трещин в процессе отливки и ковки необходимо использовать хромомарганцевоалюминиевый чугун предлагаемого химического состава, учитывая соотношения, указанные в формуле (варианты 2-9). См. таблицы 1 и 2.
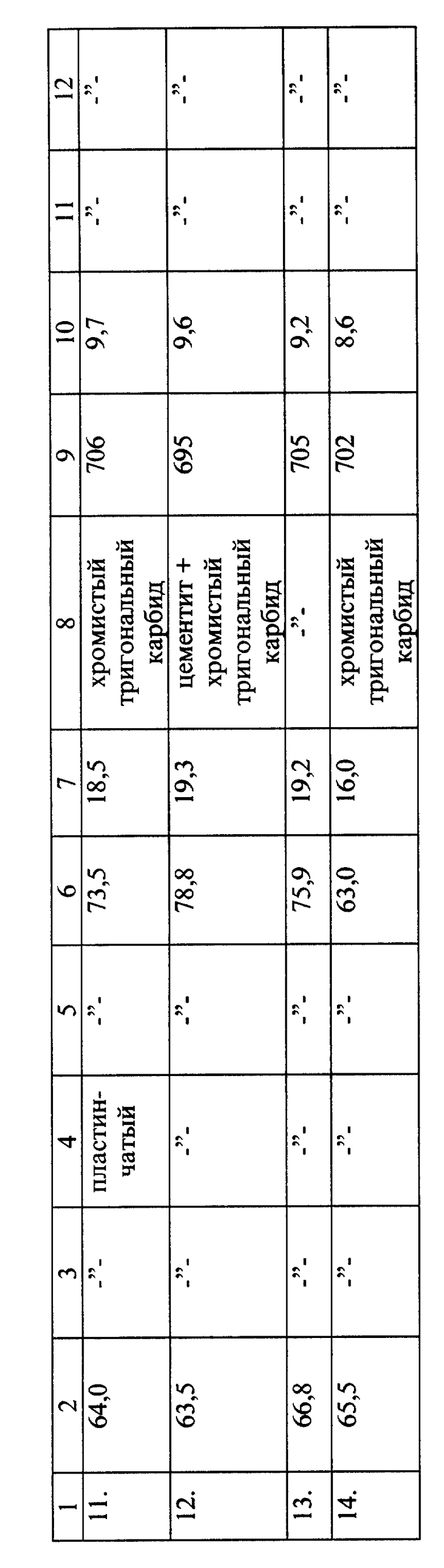
Варианты чугунов 10, 11, 12, 13 изготовлены в соответствии с представленными в формуле изобретения содержаниями компонентов чугуна, но соотношения  и Mn/Si в этих вариантах не выполняется.
и Mn/Si в этих вариантах не выполняется.
В варианте 10, где первое соотношение меньше 2,95, отсутствует в структуре хромистый тригональный карбид, наблюдаются выделения ледебурита сотового строения, получена пониженная твердость чугуна и микротвердость эвтектики, низкая вязкость и повышенная чувствительность к образованию трещин.
В варианте 11, где соотношение  более 4,0, отсутствует в структуре цементит и это приводит к уменьшению количества эвтектики и карбидов, к снижению твердости чугуна, микротвердости эвтектики, к понижению вязкости и появлению чувствительности к образованию трещин.
более 4,0, отсутствует в структуре цементит и это приводит к уменьшению количества эвтектики и карбидов, к снижению твердости чугуна, микротвердости эвтектики, к понижению вязкости и появлению чувствительности к образованию трещин.
В варианте 12 соотношение Mn/Si меньше 2,25 и это вызывает снижение твердости чугуна и микротвердости эвтектики, уменьшение вязкости и появление склонности к образованию трещин.
В варианте 13 отношение Mn/Si больше 7,0 и это приводит к снижению вязкости и образованию трещин.
Вариант 14 соответствует запредельным значениям компонентов предлагаемого чугуна и приведен для подтверждения правильности выбора пределов содержания компонентов чугуна.
| название | год | авторы | номер документа |
|---|---|---|---|
| ИЗНОСОСТОЙКИЙ ЧУГУН | 2009 |
|
RU2384641C1 |
| ИЗНОСОСТОЙКИЙ ЧУГУН | 2009 |
|
RU2401316C1 |
| ИЗНОСОСТОЙКИЙ ЧУГУН | 2009 |
|
RU2401317C1 |
| ИЗНОСОСТОЙКИЙ ЧУГУН | 2010 |
|
RU2419666C1 |
| ИЗНОСОСТОЙКИЙ ЧУГУН | 2011 |
|
RU2451100C1 |
| СТАЛЬ | 1991 |
|
RU2026408C1 |
| ИЗНОСОСТОЙКИЙ ЧУГУН | 2011 |
|
RU2451099C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК ИЗ ЛЕГИРОВАННОГО ЧУГУНА | 2009 |
|
RU2395366C1 |
| КОРРОЗИОННО-СТОЙКИЙ ЧУГУН С ШАРОВИДНЫМ ГРАФИТОМ | 2009 |
|
RU2387729C1 |
| ЭЛЕКТРОД | 1997 |
|
RU2118245C1 |
Изобретение относится к металлургии, в частности к чугунам, которые могут быть использованы для изготовления валков горячей прокатки, работающих при повышенных температурах, больших удельных нагрузках и высоких скоростях прокатки, в частности для валков чистовых и предчистовых клетей листовой горячей прокатки непрерывных станов и для изготовления обечаек для бандожированных опорных валков горячей прокатки. Предложенный чугун содержит компоненты в следующем соотношении, мас.%: углерод 3,1 - 3,5, кремний 0,15 -0,45, марганец 0,8 - 1,5, хром 10,5 - 13,5, сера 0,02 - 0,09, фосфор 0,02 - 0,55, железо - остальное. Техническим результатом изобретения является получение чугуна с повышенным содержанием эвтектики и карбидов в мелкой и равномерно распределенной форме без выделений графита. Чугун имеет твердость до 745 кгс/мм2, а также высокую износостойкость, вязкость, термостойкость и технологичность. 2 табл.
Хромомарганцевоалюминиевый чугун, содержащий углерод, кремний, марганец, хром, серу, фосфор, отличающийся тем, что дополнительно содержит алюминий при следующем соотношении компонентов, мас.%:
Углерод - 3,1 - 3,5
Кремний - 0,15 - 0,45
Марганец - 0,8 - 1,5
Хром - 10,5 - 13,5
Сера - 0,02 - 0,09
Фосфор - 0,02 - 0,55
Железо - Остальное
при этом отношение разности содержания хрома и алюминия к содержанию углерода должно составлять 2,95 - 4,0, а соотношение содержания марганца к содержанию кремния должно быть в пределах 2,25 - 7,0.
| Способ получения смеси хлоргидратов опийных алкалоидов (пантопона) из опийных вытяжек с любым содержанием морфия | 1921 |
|
SU68A1 |
| - Харьков, 1988 | |||
| ИЗНОСОСТОЙКИЙ ХРОМИСТЫЙ ЧУГУН | 0 |
|
SU233930A1 |
| ИЗНОСОСТОЙКИЙ СПЛАВ | 0 |
|
SU259390A1 |
| Износостойкий сплав | 1988 |
|
SU1611974A1 |
| 0 |
|
SU161975A1 | |
| СПОСОБ ПОЛУЧЕНИЯ СЛИТКОВ КРЕМНИЯ В ФОРМЕ ШИРОКИХ ПЛАСТИН РАЗЛИЧНОЙ ТОЛЩИНЫ | 1995 |
|
RU2095495C1 |
| GB 1466330 A, 09.03.77 | |||
| US 4316743 A, 23.02.82 | |||
| СПОСОБ ОПРЕДЕЛЕНИЯ КОЭФФИЦИЕНТА ГАММА-ИЗМЕРЕНИЯ ДЛЯ ПРОБ РАЗНЫХ ТИПОРАЗМЕРОВ И СЛОЖНОЙ ГЕОМЕТРИИ | 1998 |
|
RU2172966C2 |
| Устройство для синхронного вращения двух электрических двигателей | 1932 |
|
SU29539A1 |

