Изобретение в общем относится к проводящим схемам (SCN) на подложке, которые могут быть гибкими или жесткими, и способу их изготовления. В частности, изобретение относится к таким проводящим схемам, которые имеют плотно упакованные проводящие пути (НD SCN), а также к способу и устройству для изготовления проводящих схем.
Разработки в области электроники требуют применения более плотно упакованных электрических модулей и схем, причем для каждой необходимо множество межсоединений друг с другом. Однако существует практический предел плотности, который может достигаться при применении обычных соединительных схем. В типичном применении накопитель на гибких дисках может потребовать соединения с записывающей головкой, проводники которой имеют расстояние только порядка 0,2 мм (0,008 дюйма) по центру, при этом соответствующие навесные проводники должны иметь аналогичное расстояние. Также современные жидкокристаллические индикаторы имеют проводники, которые упакованы даже плотнее, например с расстоянием 0,1 мм (0,004 дюйма) по центру, причем с подобными требованиями к проводникам для межсоединения. Кроме того, все больше стали применять керамические печатные платы для размещения на них множества интегральных матриц на кристаллах, которые также требуют применения высокоплотных соединителей и изготовленных по техническим условиям заказчика соединительных кабелей для соединения этих элементов.
Как прямой результат развития отрасли промышленности по производству плат для микросхем параллельно увеличивается объем опасных для окружающей среды химических веществ, образующихся в результате обычных способов травления и осаждения. Например, обычно для одной установки, изготавливающей печатные платы, приготовляют 4000 л (1000 американских галлонов) в день смывки для снятия светомаскировочного покрытия и 3800 л (1200 американских галлонов) в неделю раствора проявителя. Эти токсичные отходы необходимо транспортировать на специальные участки, предназначенные для захоронения опасных отходов. Таким образом, существует необходимость в нехимическом способе изготовления проводящих схем.
Целью изобретения является изготовление относительно недорогостоящей высококачественной, плотно упакованной проводящей схемы на подложке для использования ее в жестких или гибких платах печатных схем, которую можно изготовить без применения или без образования химических веществ, опасных для окружающей среды.
Целью изобретения является также создание гибкой проводящей схемы, имеющей проводящие пути, которые профилированы так, что они самоцентрируются с соответствующими проводниками других проводящих схем.
Целью изобретения является также разработка способов изготовления проводящих схем, имеющих одно или несколько из упомянутых преимуществ.
Краткое изложение изобретения.
В общем настоящее изобретение основано на принципе образования рисунка схемы на плоском листе проводящего материала посредством смещения участков отходов производства в сторону плоскости, где их можно легко удалить, затем отходы удаляют механическим способом.
Обычно в соответствии с изобретением гибкую проводящую схему изготавливают путем формования листа электропроводящего материала (например, медная пластина или пластик с точками контакта или без них, нанесенными гальваническим способом) для образования требуемого рисунка проводников. Во время способа формования образуются выступы и желобки требуемого сечения в соответствии с рисунком расположения проводников. Обычно диэлектрическую подложку затем прикрепляют к одной стороне листа, например клеем, заполняющим полости между подложкой и листом. В некоторых случаях диэлектрическая подложка может образовывать пластик с проводящим листом до образования выступов и желобков.
Затем незащищенную поверхность металла в слоистом пластике - металл и диэлектрик - подвергают способу удаления материала, например, посредством прецизионного фрезерования или шлифования, которым удаляют заданное количество материала для изоляции смежных проводников схемы друг от друга, причем, если это требуется, то они могут образовывать разделенные на отдельные каналы проводящие пути, прикрепленные к диэлектрической подложке, каждый из которых имеет требуемое сечение или профиль.
Этот способ обеспечивает значительные преимущества в сравнении с известными способами, основанными на образовании изображения и травлении или в сравнении с аддитивным способом (металлизация), обычно применяемым для изготовления проводящих схем плат. Он значительно сокращает затраты на изготовление и обеспечивает улучшенный выход продукции. Он также позволяет применять металлические листы или фольгу с незначительными включениями, которые нельзя использовать в способе, включающем в себя операцию травления, поскольку это может привести к неравномерной скорости травления. Также в способе согласно этому изобретению достигается одинаковый выход схем, в которых металлическая фольга имеет различную толщину. Это противоположно обычному способу, основанному на образовании изображения и травлении, в котором линейная скорость прямо пропорциональна массе фольги, поскольку затрачивается больше времени на травление толстой фольги, чем на травление тонкой фольги.
Результатом способа согласно этому изобретению является достижение дополнительной экономии, поскольку это "сухой" способ, который не приводит к дополнительным затратам, связанным с дополнительной обработкой опасных материалов и их удалением.
В соответствии с изобретением разработан способ изготовления проводящей схемы на подложке, включающий в себя следующие стадии:
a) штамповка плоского электропроводящего листа для образования неплоского рисунка, имеющего слой диэлектрического материала, прочно прикрепленный к первой его поверхности;
b) удаление некоторых участков материала листа со второй его поверхности для образования электрически изолированных электропроводящих путей, удерживаемых диэлектрическим материалом.
Также в соответствии с изобретением предложена проводящая схема на подложке, имеющая самоцентрируемые электропроводящие пути, содержащие слой диэлектрика, слой металла образован в проводящих путях, электрически изолированных друг от друга, причем проводящие пути имеют наклоненные наружу боковые стенки для упрощения центрирования проводящей схемы с проводящими контактами соединительного элемента.
Также в соответствии с изобретением предложено устройство для изготовления гибкой проводящей схемы, содержащее средство формирования плоского электропроводящего листа в неплоский рисунок с гибким диэлектрическим материалом, прочно прикрепленным к первой поверхности листа, и средство для удаления участков металлического листа со второй поверхности этого листа для образования электрически изолированных электропроводящих путей.
Способом в соответствии с этим изобретением можно получить жесткую плату схемы (SCN) или гибкую схему, способную точно центрироваться и поддерживать контакт с проводниками устройства, установленного на поверхности. Обычно эти устройства имеют проводники, расположенные на расстоянии 0,3 мм (0,012 дюйма) по центру или меньше. Это точное центрирование в основном достигается благодаря свойству профилированного проводника взаимно соединяться.
Проводники и их терминальные точки можно изготовить в соответствии с изобретением с любым конкретным электрическим параметром или любой конфигурации, причем их можно произвольно разместить на любом непроводящем материале основы.
Способ в соответствии с изобретением имеет также преимущество в работе линии по производству проводящих схем на подложке, способной обрабатывать множество различных проводящих материалов, например латунь, медь, алюминий и т. п., без риска химического загрязнения при дорогостоящей замене химической технологии, которое является обычным для известных систем травления.
Следующее предназначено для иллюстрации гибкости и технических преимуществ способа (Dryflex) в соответствии с изобретением:
a) способ Dryflex является в равной степени эффективным как для массового производства, так и мелкосерийного производства;
b) когда электрические и механические характеристики схемы установлены и заложены в шаблон из упрочненной стали, достигается однотипность схемы;
c) на проводники можно нанести любое защитное покрытие;
d) слоистый материал основы можно расплавить до формования проводящего листа, исключая тем самым необходимость в применении клея (при применении способа Dryflex это достигается без деформации (залива) проводника);
e) способ Dryflex устраняет обычные проблемы выхода изделий, связанные с известными протравленными схемами, например деформация оригинала фотошаблона, пыль или грязь, маскировочное покрытие с царапинами, несоответствующая технология травления и т.п.;
f) способ Dryflex позволяет значительно сократить прямые производственные затраты;
g) способ Dryflex включает химическую обработку материалов и связанные с этим затраты на их удаление;
h) позволяет изготовить обычную схему из меди при затратах меньше, чем 1/2 прямых затрат на изготовление способом травления;
i) позволяет получать дешевые канализированные проводники, изолированные любым гибким или жестким изолирующим материалом;
j) позволяет изготавливать недорогостоящие канализированные проводники, изолированные и размещенные на другой проводящей схеме на подложке, на пружинной опоре или на элементе жесткости;
k) способом Dryflex можно изготавливать высокоплотные блоки контактов для узлов соединителей.
Краткое описание чертежей.
Теперь изобретение будет описано на примере со ссылкой на приложенные чертежи, на которых:
фиг. 1 - частичный аксонометрический вид самоцентрируемой проводящей схемы (SCN), изготовленной в соответствии с изобретением и соединенной с печатной схемой;
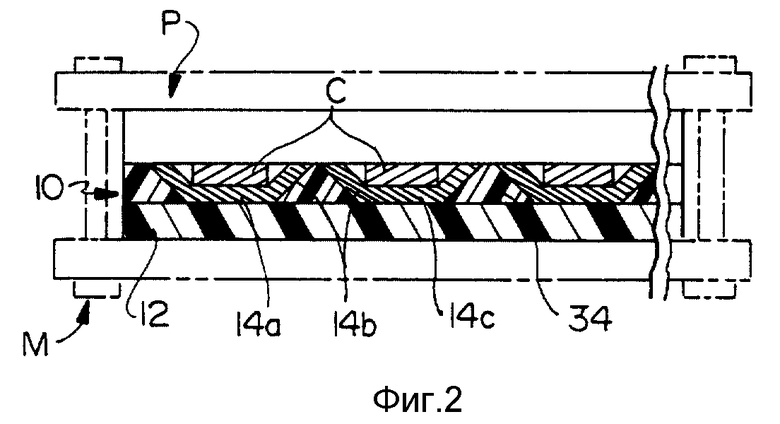
фиг. 2 - вид в разрезе в плоскости 2-2 фиг. 1;
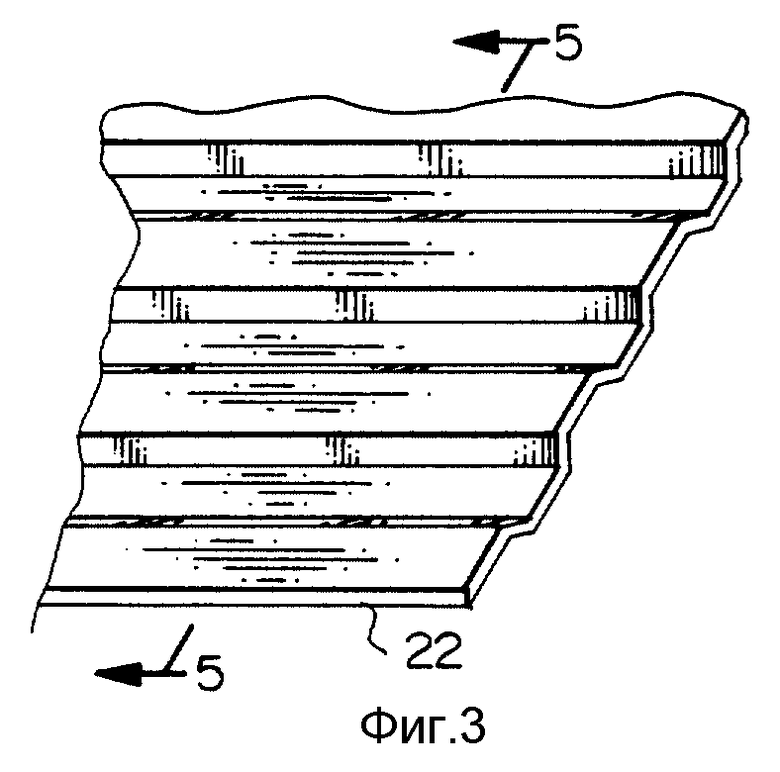
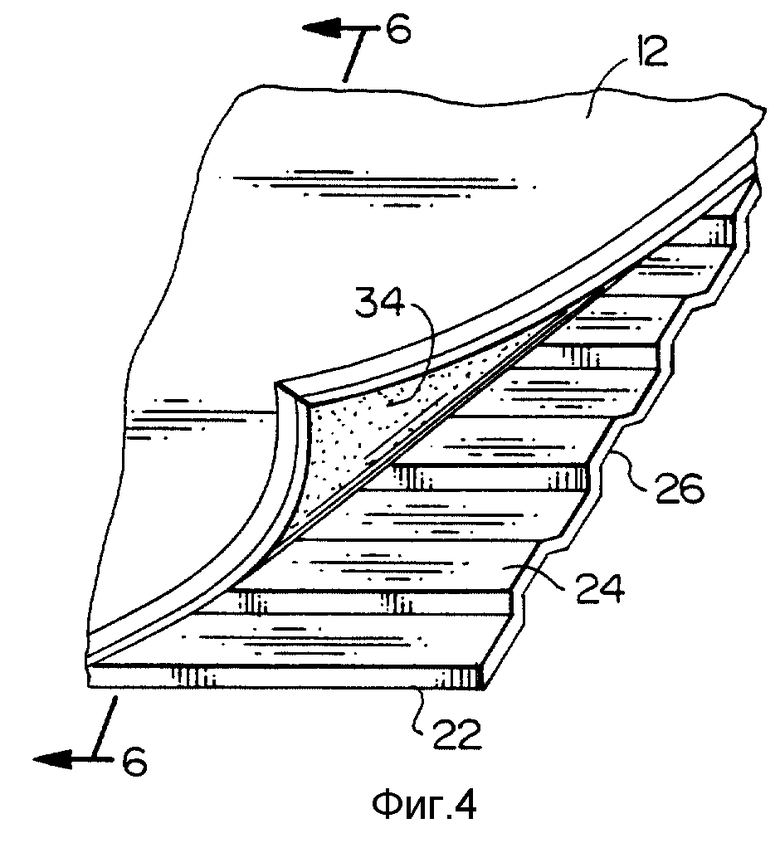
фиг. 3 и фиг. 4 - вид, подобный фиг. 1, показывающий последовательные стадии изготовления проводящей схемы, представленной на фиг. 1;
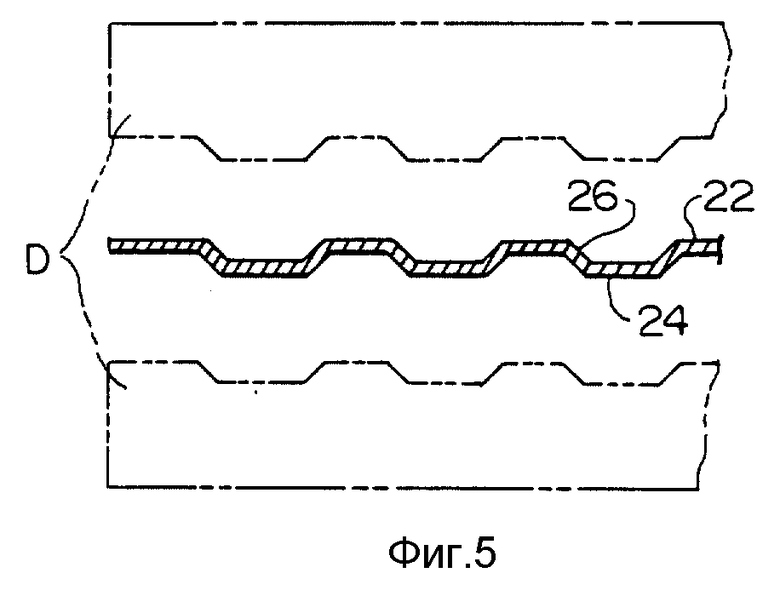
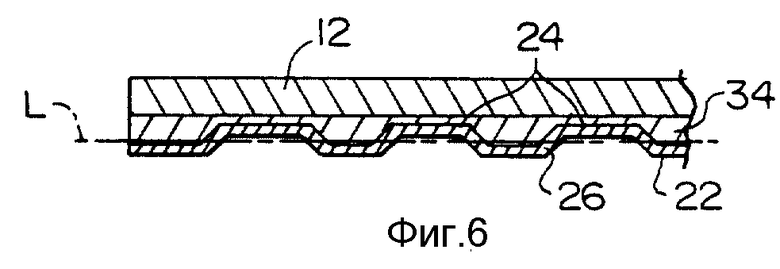
фиг. 5 и фиг. 6 - вид в разрезе в плоскости 5-5 и в плоскости 6-6 фиг. 3 и фиг. 4 соответственно;
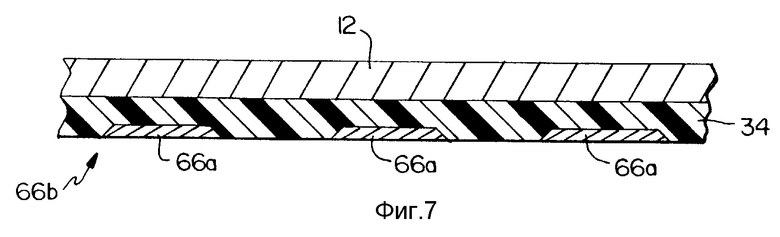
фиг. 7 - вид в разрезе части проводящей схемы, в которой удалены боковые стенки;
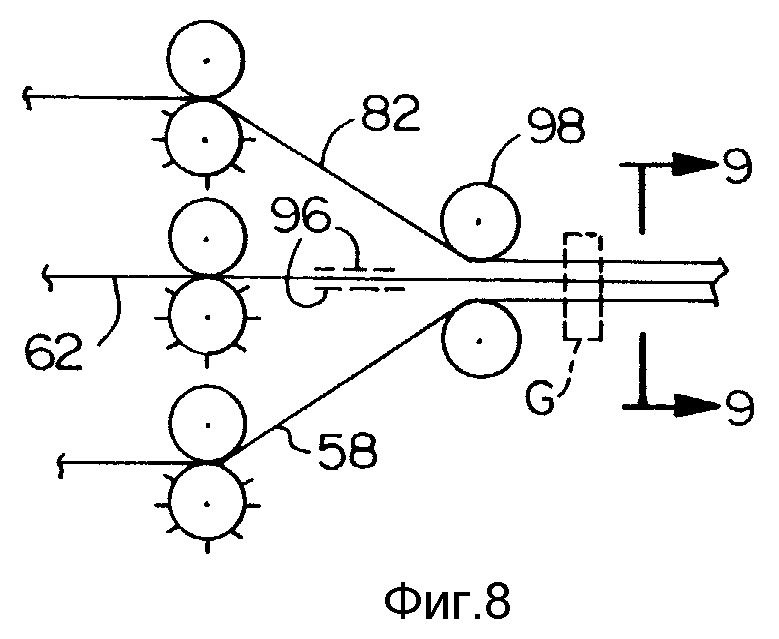
фиг. 8 - схематический вид, показывающий устройство для изготовления схем в соответствии с настоящим изобретением;
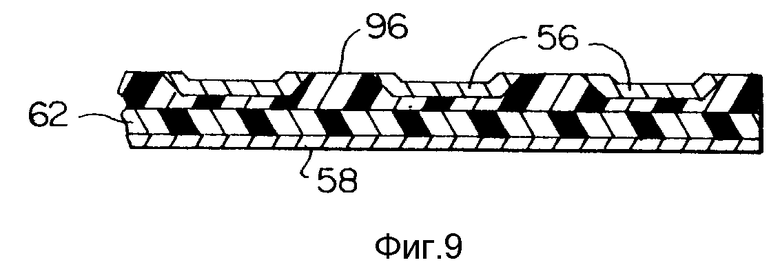
фиг. 9 - вид в разрезе, подобный показанному на фиг. 6, с изолированными проводниками и с прикрепленным упругим поддерживающим слоем для применения в соединительных узлах;
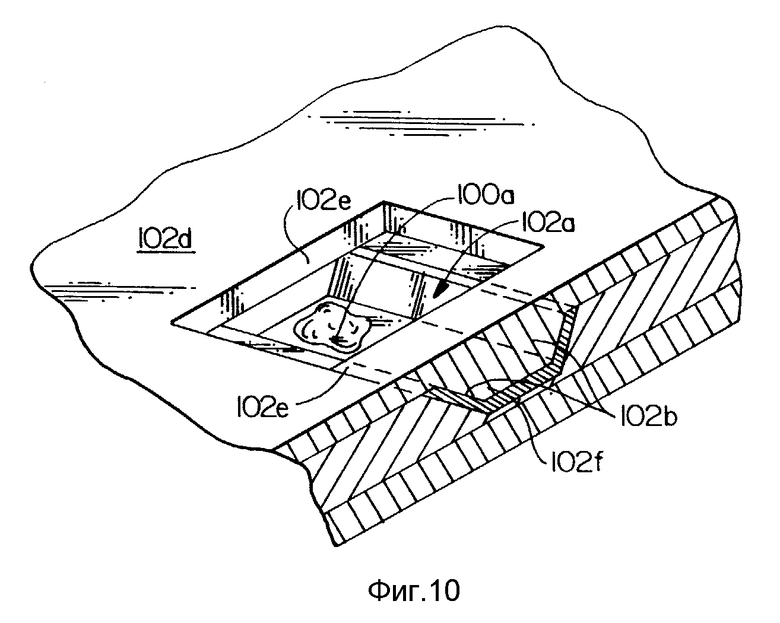
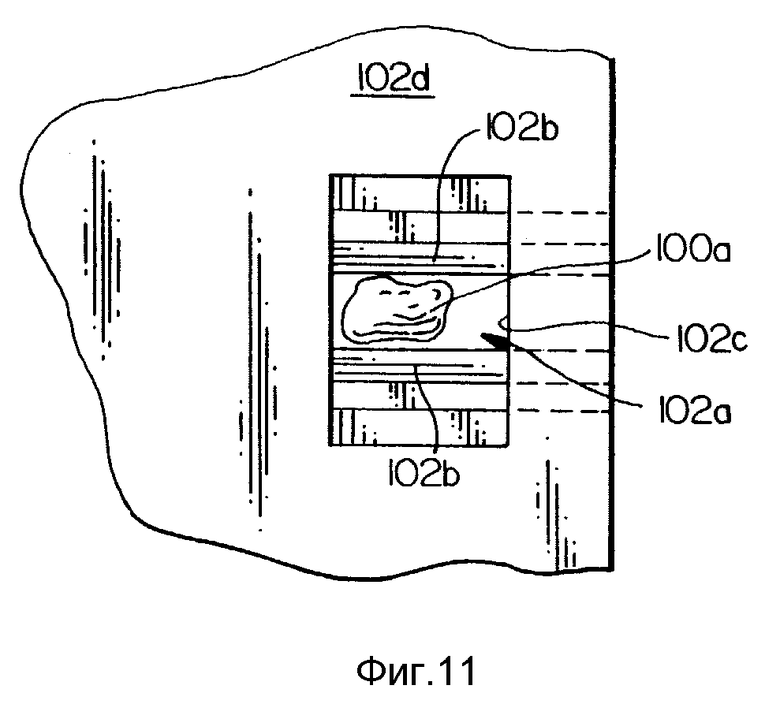
фиг. 10 и фиг. 11 - вид в перспективе и вид сверху соответственно, показывающие применение проводящей схемы для удержания припоя;
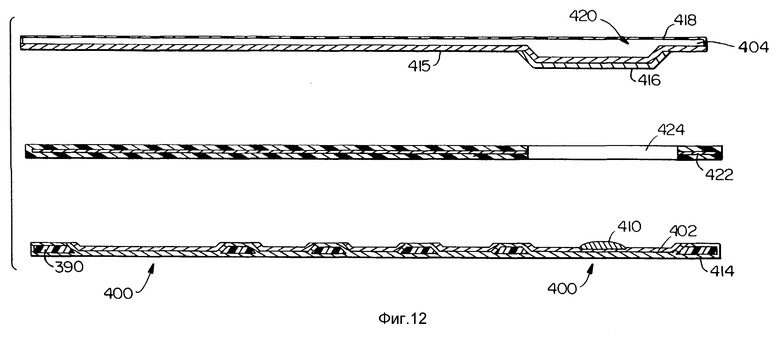
фиг. 12 и фиг. 13 - вид в разрезе, показывающий операцию плавления в холодном состоянии под давлением;
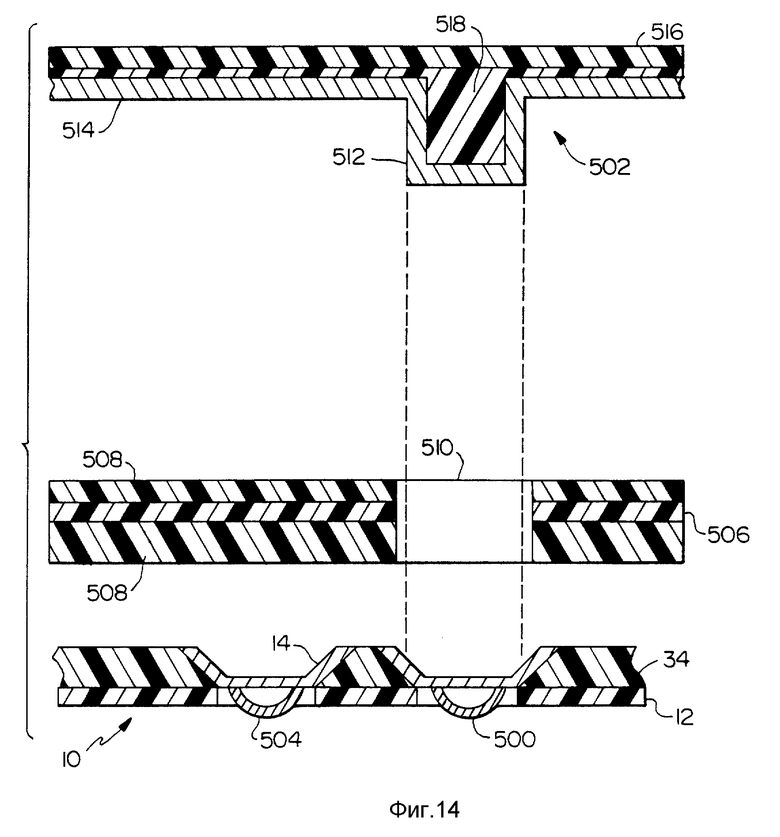
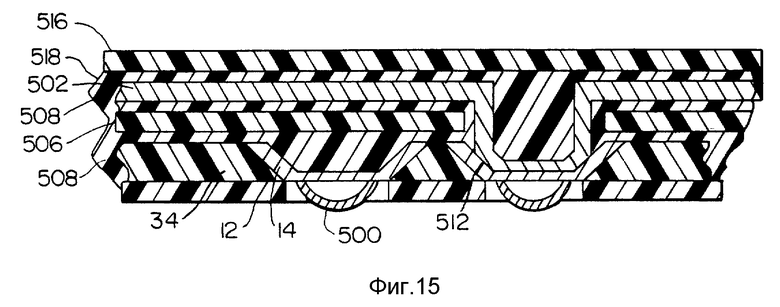
фиг. 14 и фиг. 15 представляют соответственно вид в разрезе элементов и собранной конструкции проводящей схемы в соответствии с настоящим изобретением, включая механически упрочненные контактные площадки и защиту;
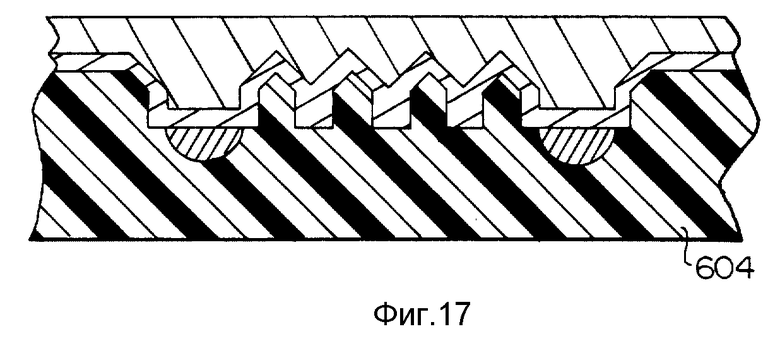
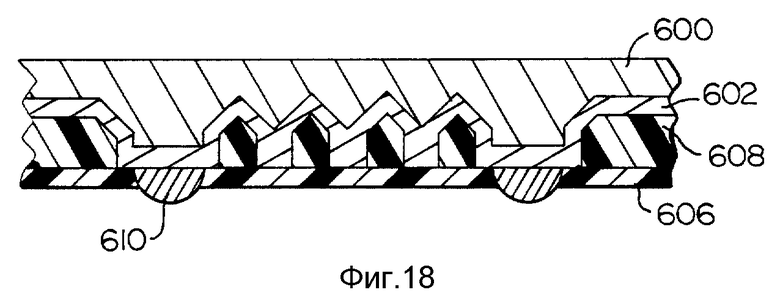
фиг. 16-19 показывают способ изготовления проводящей схемы на подложке в соответствии с дополнительным примером исполнения изобретения.
Подробное описание конкретных исполнений изобретения.
Рассмотрим фиг. 1 и фиг. 2, на которых показана гибкая проводящая схема в общем в позиции 10. Схема имеет диэлектрическую подложку 12, которая несет плотно упакованный блок самоцентрируемых проводящих путей 14. Показано, что проводящая схема 10 соединена с более или менее обычной проводящей схемой (например, печатная схема P), состоящей из подложки, которая несет ряд печатных проводящих путей или проводников C, расположенных так, что они взаимно сцепляются с проводящими путями 14 проводящей съемы 10. Обе показанные схемы соединены электрически и закреплены механически посредством зажима, показанного в позиции M на фиг. 2. Каждый проводящий путь 14 имеет нижнюю стенку 14a и пару разнесенных наклонных боковых стенок 14b, таким образом, сечение каждого проводящего пути 14 - в форме желобка. Нижняя стенка 14a обычно пропазована примерно от 0,025 мм (0,001 дюйма) до примерно 0,125 мм (0,005 дюйма) ниже поверхности проводящей схемы. Благодаря особому профилю или сечению проводящих путей 14 они взаимно пригоняются или сцепляются с соответствующими проводниками C схемы P для удержания проводников двух схем в правильном центрировании. Проводящая схема 10 лучше всего подходит для точного центрирования и поддержания контакта с проводниками, которые имеют расстояние меньше, чем примерно 3,8 мм (0,15 дюйма) и предпочтительно <0,6 мм (0,025 дюйма) по центру. Несмотря на их близкое расположение, смежные проводники не замыкаются.
Наклонные стороны 14b проводящих путей 14 направляют соответствующие проводники C в правильном центрировании с проводящей схемой 10, при этом образуются контактные соединения между проводниками двух схем. (Важно отметить, что проводящую схему можно применять на приемном или входящем контакте межсоединения). Желобчатые проводящие пути 14 также препятствуют разрыву проводников под действием вибрации, и они позволяют образовывать высокоплотные соединения между двумя проводящими схемами (например, 10 и P) внутри установленного рисунка. Следует отметить, что применение дополнительно клея (34) может улучшить соединение между двумя схемами.
Хотя на фиг. 1 и фиг. 2 показано, что проводящие пути являются прямыми и расположены параллельно друг другу в плотно упакованной группе, однако проводящие пути могут иметь различный профиль и следовать по различному пути вдоль подложки 12 или взаимно соединяться в зависимости от конкретного применения схемы благодаря соответствующему контролю описанной операции формования.
Теперь рассмотрим фиг. 3 и фиг. 5, на которых показан способ изготовления в соответствии с одним примером исполнения изобретения гибкой проводящей схемы 10, заключающийся в том, что плоский металлический материал 22 (например, медный лист или фольга) соответствующей толщины, например, примерно 0,035 мм (0,0014 дюйма) очищают и точно подают между парой штампов, показанных в позиции D на фиг. 5, которые чеканят или осуществляют тиснение фольги 22 для образования неплоского рисунка, отличающегося рядом выступов 24 на одной стороне листа и соответствующим рядом желобков или каналов 26 на противоположной стороне листа. Обычно глубина каждого желобка составляет примерно от 0,038 мм (0,0015 дюйма) до примерно 0,013 мм (0,005 дюйма). Хотя на фиг. 3 и фиг. 5 показано, что выступы 24 имеют прямоугольное сечение или профиль, однако можно изготовить такие штампы D, чтобы выступы имели требуемую форму сечения (например, полусферическая, овальная, V-образная и т.п.). Процесс чеканки не только формует металлический лист 22, но также деформационно упрочняет его, подготавливает металлический лист к стадии наслоения, которая будет описана. Тонкие металлические листы могут потребовать конструкционной опоры для формующей матрицы во время наслаивания.
Как показано на фиг. 4 и фиг. 6, гибкий диэлектрический материал 12, например лист диэлектрика Kapton толщиной 0,025 мм (0,001 дюйма), можно наслоить на металлический лист 22 во время процесса формования. Наслаивание можно также осуществлять после формования. В показанном способе наслоения клейкий материал 34 наносят на одну сторону диэлектрического материала 12, и диэлектрический материал прижимают к стороне металлического листа 22, имеющей выступы 24, при этом в течение заданного отрезка времени прилагают тепло и давление, заставляя клейкий материал 34 течь и заполнять полости между выступами, как лучше всего показано на фиг. 6. Соответствующие материалы включают в себя, но без ограничения, эпоксидные клеи, полиэфиры и другие специальные клеи.
Либо гибкий диэлектрический материал можно наплавить (например, через расплавление) на металлический лист и тем самым исключить необходимость в клее.
Затем слоистый материал, показанный на фиг. 6, подвергают прецизионному способу удаления металла, который механически удаляет заданное количество нежелательного металлического материала на стороне незащищенного металла в слоистом материале (например, материал, обозначенный ниже пунктирной линии L на фиг. 6), причем удаляют достаточное количество, чтобы образовать электрически изолированные проводящие пути. В результате способа прецизионного снятия металла образуется рисунок профилированных проводящих дорожек 14 проводящей схемы 10, показанной на фиг. 1 и фиг. 2. Затем проводящие дорожки можно очистить и нанести в них требуемое защитное покрытие (например, из золота, свинца или олова) для завершения изготовления проводящей схемы 10. Проводящие дорожки могут иметь расстояние, например, 0,3 мм (0,012 дюйма) по центру.
Также, если заменить материалы подложки или основы, чтобы они были жесткими, а не гибкими, можно легко получить плату печатной схемы, имеющую канализированные или "плоские" проводники (как описано здесь), в соответствии с особенно предпочтительными исполнениями изобретения. В этом примере диэлектрическим материалом является жесткий диэлектрик. В других отношениях конструкция жесткой платы схемы соответствует конструкции показанной гибкой схемы. Таким образом, хотя описание, которое последует, в общем относится к гибким проводящим схемам, однако принципы изготовления схем можно использовать в равной степени для изготовления жестких плат схем.
Проводящие пути и их терминальные точки можно образовать для любого конкретного электрического параметра (например, ток и сигнал) или любой конфигурации. Например, регулируемое полное сопротивление каждой проводящей дорожки можно выбрать такое, чтобы оно соответствовало конкретному применению, причем это достигается посредством соответствующего регулирования конфигурации дорожки и/или ее связи с электропроводящей несущей конструкцией (например, пружинный слой 58 или защита), если она есть. Важно отметить, что хотя на проводники и/или терминальные точки можно нанести любое защитное покрытие, если система проводников не соединена электрически с общей шиной гальванической ванны, однако, например, золото следует наносить, прежде чем проводящие дорожки будут электрически изолированы.
Также в зависимости от применения проводящей схемы проводящие дорожки можно изолировать посредством нанесения верхнего слоя защитного покрытия или маски из припоя. Соответствующие изолирующие материалы включают в себя, но без ограничения Kapton, Mylar и Teflon. Это защитное покрытие обеспечивает средство для изготовления многослойных проводящих схем (например, многослойные платы схем) или для ввода защитного материала в проводящую схему.
В некоторых применениях канализированные проводники могут не потребоваться. Например, при изготовлении гибкой печатной схемы, требующей исключительной гибкости, боковая стенка, несмотря на то что она тонкая, действует так, что гибкость уменьшается. Следовательно, в этой конструкции канализированные проводники имеют недостаток. Таким образом, как показано на фиг. 7, способ удаления нежелательного металлического материала, например посредством однозубой фрезы с алмазными пластинами для прецизионного фрезерования, продолжают до тех пор, пока не будет достигнута требуемая толщина проводника 66a. Поэтому, как показано на фиг. 7, конфигурация проводника, не имеющая боковых стенок, в соответствии с другими примерами исполнения изобретения, но сохраняющая преимущества безопасного для окружающей среды нехимического способа изготовления и другие преимущества, позволяет получить конструкцию 66b, предлагающую значительное преимущество и низкую стоимость.
В отличие от некоторых известных способов изготовления проводящих схем (например, травление и осаждение) в способе в соответствии с этим изобретением не применяют реактив для травления, опасное для окружающей среды маскировочное покрытие, смывку и растворы для проявления. Таким образом, исключаются опасность для окружающей среды и затраты, связанные с транспортировкой отработанных растворов смывки, проявителя или маскировочного покрытия в места захоронения токсичных отходов. Также способ в соответствии с этим изобретением устраняет проблемы выхода изделий, связанные с обычными протравляемыми схемами, как, например, деформация оригинала фотошаблона или применение краски, имеющей плохую стойкость к кислоте, несоответствующее травление, вызванное присутствием пыли или грязи, или неэффективный способ травления. Итак, применение этого способа позволяет уменьшить затраты на изготовление и увеличить выход изделий.
В сравнении с известными способами травления способ в соответствии с этим изобретением предлагает дополнительные преимущества. Для обеспечения равномерной скорости травления фольга, применяемая в способах травления, должна быть свободна от примесей. Однако в описанном способе можно применять медную фольгу с незначительными примесями. Кроме того, на процесс травления оказывает непосредственное влияние толщина фольги, поскольку линейная скорость прямо пропорциональна массе фольги (чем толще фольга, тем ниже линейная скорость).
Способ, описанный со ссылкой на фиг. 1-7, допускает присутствие острых выпуклостей и мелких элементов.
Способ шлифования, наслоения и чеканки, показанный на фиг. 8 и фиг. 9, аналогичен способу, применяемому для изготовления проводящей схемы, представленной на фиг. 1 и фиг. 2. В соответствии с этим способом лист 82 металлического материала, например медной фольги толщиной 0,035 мм (0,0014 дюйма), возможно со слоем золота, нанесенным под давлением, где оно требуется для электрических контактов, тянут с валка, очищают и подают точно между парой штампов D для чеканки или калибрующих валиков (не показаны), которые образуют рисунок из выступов и участков отходов, причем рисунок соответствует рисунку контактов или проводников 56. Полоски с нанесенным слоем золота образуют зоны контактов. Предпочтительно лист 82 снабжен ведущими отверстиями, которые точно совпадают со звездочками в механизме подачи (не показан), таким образом, полоса направляется точно в соответствующее место между штампами D. Этим способом чеканки выдавливаются нежелательные участки или отходы материала листа примерно на 0,05 мм (0,002 дюйма) - 0,125 мм (0,005 дюйма) выше поверхности выступов, определяющих проводники 56. Процесс чеканки, осуществляемый штампами D, также механически упрочняет "приподнятые" участки отходов фольги между выступами, следовательно, это позволяет упрочнить лист 82 и подготовить его к операции наслоения на линии, которая будет описана.
Как показано на фиг. 8 и фиг. 9, предварительно формованный металлический лист 82 затем точно центрируют с листом 58 пружинного металла (например, бериллиевая бронза), вытянутого с валка, таким образом, участки 86 отходов фольги обращены в сторону от листа 58. Между листами 58 и 82 подают лист 62 гибкого диэлектрического материала (например, 0,001-дюймовый полиэфир), который можно предварительно пробить (обработать методом окна) для открытия соединений заземления и/или наплавленных под давлением точек соединений. Если это требуется, то образованные под давлением межсоединения можно изготовить в виде двух проводящих листов, каждый из которых имеет противоположно расположенные механически упрочненные выпуклые части в точках соединения, проходящие между захватывающими роликами высокого давления. Это достигается, когда два листа проходящего материала размещают на каждой стороне предварительно пробитого гибкого диэлектрического материала. Противоположно расположенные, механически упрочненные выпуклые участки расплавляются под давлением, когда они проходят через захватывающие ролики высокого давления. Кроме того, каждое межсоединение структурно усиливается в процессе наслоения, как будет описано более подробно. Полученный таким образом слоистый пластик можно использовать в качестве упругой подложки в изготовлении соединителя, причем его можно также использовать для образования защиты и/или "земляного" слоя.
В этом показанном примере клеящий материал 96 наносят на обе поверхности листа 62, таким образом, когда три листа сжимаются вместе захватывающими роликами 98, они становятся наслоенными, образуя композиционный лист, состоящий из проводящего верхнего слоя 82, промежуточного диэлектрического слоя 62 и нижнего упругого слоя 58, при этом клеящий материал 96 заполняет полости под участками 86 отходов металла слоя 82. В других примерах исполнения слой 62 диэлектрика можно расплавить без деформации проводника, таким образом, можно исключить необходимость в клее между слоем 62 и проводящим верхним слоем 82.
В соответствии со следующей стадией способа слоистый материал подают через позицию полирования - шлифования или прецизионного фрезерования, обозначенную G на фиг. 8, на которой удаляют некоторое количество, например, 0,038 мм (0,0015 дюйма) приподнятых участков отходов листа 82, а также некоторое количество клеящего материала 96, таким образом, смежные выступы электрически изолируются и определяются окончательные формы тех выступов, которые теперь соответствуют рисункам проводящих путей 56.
Из описанного можно увидеть, что способ в соответствии с этим изобретением позволяет изготавливать гибкие проводящие схемы с узкими межсоединениями (например, схемы и перемычки) и обычные платы печатных схем высокого объема, причем относительно дешево. Можно следовать тем же принципам при изготовлении плотно упакованных блоков контактов для включения их в соединители, применяемые для соединения схем с узкими межсоединениями.
В конкретном исполнении для образования вывода проводника устройства часть пропазованных проводящих путей могут действовать в качестве приемников припоя, то есть они могут содержать некоторое количество припоя. После монтажа (и нагрева) приемник (приемники) припоя образует постоянное соединение с проводником (проводниками) устройства, при этом углубление в проводнике обеспечивает допуск для любой неплоскостности между устройством и проводником, который, будучи самоцентрируемым, упрощает размещение выводов проводников. Пропазованные проводники также позволяют уменьшить перемыкания припоя (между проводниками) и шариков припоя.
Обратимся к фиг. 10 и фиг. 11, на которых показана типичная конфигурация (показан только один проводящий путь, хотя обычно применяют множество проводников), в которой припой 100a помещен в пропазованную полость 102a. Показанная пропазованная полость образована наклонными боковыми стенками 102b проводящего пути, боковой стенкой 102c (фиг. 11), оканчивающейся третьим выводом, и диэлектрическим изолирующим слоем 102d, либо диэлектрический слой 102d блокирует оба конца 102e полости (фиг. 10). В любой конфигурации прилагают затем тепло, при этом припой расплавляется на месте и вводят вывод устройства для электрического соединения с проводящим путем 102f. Если это требуется, то блокирующие элементы можно исключить.
Как показано на фиг. 12 и фиг. 13, согласно одному особенно предпочтительному исполнению межсоединения между двумя проводящими листами, полученного плавлением под давлением в соответствии с изобретением, диэлектрик 390, например 0,001-дюймовый Kapton с полиэфировым клеем на любой стороне, предварительно пробивают в позиции 400 для образования соединения между покрытой золотом медной фольгой 402 и проводящим материалом 404 защиты. В этом способе медную фольгу снабжают концентратором силы 410 в том месте, где должно образоваться наплавленное под давлением межсоединение. Концентратор силы механически упрочняют, и его можно снова заполнить клеем для дополнительного повышения его прочности и способности без разрушения. Предварительно перфорированный диэлектрик Kapton наслаивают на формованную медь, и в соответствии с описанным способом изготовления верхний слой медного пластика шлифуют. Концентратор силы 410 имеет высоту предпочтительно ниже уровня шлифования, таким образом, он не мешает процессу шлифования и его самого не подвергают шлифованию.
Полученную таким образом схему 414 проводников с концентратором силы (концентраторы) собирают с материалом 404 защиты, изготовленной, например, из медного листа 415, имеющего точку 416 межсоединения с покрытием и изолирующий слой 418, соединенный с материалом защиты через слой клея 420. Предварительно перфорированный слой 422 клея, обработанный методом окна или просверленный в позиции 424 для обнажения точки 416 межсоединения, размещают между материалом защиты и образованной схемой 414, и сборку наслаивают на месте. Во время процесса наслоения концентратор силы эффективно увеличивает значительную силу между точкой 416 металлизованного межсоединения защиты и проводником 402 образованной схемы 414 для получения наплавленного под давлением межсоединения в точке 430 для собранной схемы 432. Типичное давление, необходимое для этого межсоединения, составляет порядка 275 - 425 фунт/дюйм2. В соответствии с показанным примером исполнения проводник согласно изобретению можно соединить этим способом с элементом защиты, причем с достижением его преимущественных электрических свойств.
Теперь рассмотрим фиг. 14 и фиг. 15. На фиг. 14 показаны элементы схемы (проводящая схема на подложке - SCN) в соответствии с настоящим изобретением, включающей в себя механически упрочненную контактную площадку 500 и защиты 502. В этой конструкции проводящая схема 10 включает в себя контактные участки 504, покрытые золотом, которые образуют контактные зоны упрочненных концентраторов силы 500. Внутренняя полость этого концентратора состоит из меди, которая является частью пластины из медного листа, их которого образованы проводники. Слой 506 диэлектрического материала, например Kapton, для прикрепления к стороне проводника 14 проводящей схемы 10 имеет на своих обоих поверхностях клей 508, которым слой диэлектрического материала будет прикрепляться к стороне проводника 14 схемы 10 и к защите 502 для образования конструкции показанной в разрезе на фиг. 15. Диэлектрик 506 и его соответствующие слои 508 клея включают в себя отверстия или окна 510, позволяющие проходить присоединительному зажиму 512 защиты 502 для обеспечения контакта между металлическим кожухом 514 защиты 502 в контакте с частью проводящей схемы 14, чтобы его можно было пригонять с этой частью схемы за счет приложения давления. На средство защиты 502 наносят слой диэлектрического материала (Kapton) 516, который прикрепляют к материалу защиты слоем 518 клея. Этот клей также заполняет внутреннюю полость прижимного зажима 512.
Механически упрочненные силовые концентраторы 500 можно применять для образования межсоединений путем сплавления под давлением, например, те, которые описаны со ссылкой на фиг. 12 и фиг. 13, для соединения конструкции, показанной на фиг. 15, с другими слоями проводников или с соединителями, платами печатных схем и т.п.
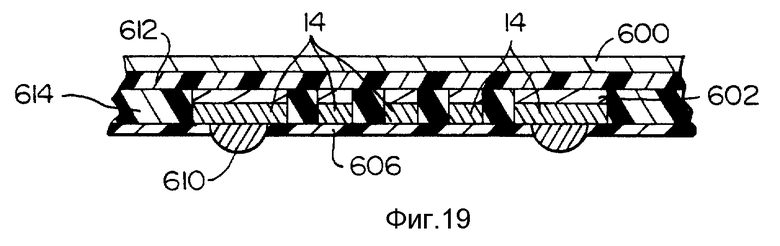
На фиг. 16-19 показан вариант исполнения изобретения, в котором применяют другой способ изготовления самой схемы. В этом варианте схему изготавливают из слоистого материала, состоящего из относительно толстого слоя 600 алюминия, на одну поверхность которого нанесли относительно тонкий слой 602 меди. В типичном примере такого слоистого материала слой алюминия может иметь толщину 0,25 мм (0,010 дюйма), а слой меди - примерно 0,025 мм (0,01 дюйма толщины). В зависимости от применения можно использовать другие материалы. Ими может быть золото или проводящая краска. Кроме того, на слой меди можно выборочно осадить золото для образования контактных участков. Слоистый материал 600, 602 формуют путем штамповки или прокатки с применением негативного шаблона 604, в который вводят с усилием слоистый материал, причем так, чтобы слой меди находился в контакте с негативным шаблоном 604. В результате, как показано на фиг. 18, образуется промежуточная структура, на медную сторону которой прикрепляют предварительно перфорированный слой диэлектрика (например, Kapton) 606 при помощи клея 608, который заполняет пространство между образованным слоем меди и слоем 606 диэлектрика. Силовые концентраторы 610, предназначенные для соединения с другими элементами схемы при помощи соответствующих средств, включая плавление под давлением, выступают через отверстия или окна, образованные в диэлектрике 606.
Затем незащищенный слой 600 и требуемые участки медного слоя 602 удаляют посредством соответствующей механической обработки, как было описано, для изоляции проводников 14, которые включают в себя участки 602 слоя меди, несомые усиливающими частями слоя 600 алюминия (фиг. 19), к которому прикрепляют слой диэлектрика (например, Kapton) 612 при помощи нанесения соответствующего клея 614.
В качестве варианта применения слоистого материала, описанного со ссылкой на фиг. 16-19, позитивный рисунок схемы можно получить из сплошного медного листа или другого соответствующего материала, затем слой диэлектрика можно прикрепить клеем к позитивному рисунку схемы и удалить отходы материала механическим способом, оставляя изолированные элементы 14 схемы. Это может быть достигнуто с применением силовых концентраторов или без них или как это требуется для конкретной конструкции. При применении этого способа образования рисунка проводников силовые концентраторы можно получить посредством выборочного уменьшения (шлифования) проводника до более низкого уровня, чем силовой концентратор.
В способе, описанном со ссылкой на фиг. 16-19 и в последующем описании с альтернативными материалами можно отметить, что слои алюминия 600 или толстый слой меди в основном предназначены для того, чтобы действовать в качестве гидравлической подушки и опоры для образования элементов схемы на поверхности слоя как одно целое и чтобы можно было точно разместить и удерживать эти элементы для таких последующих операций, как термообработка, наслоение, металлизация и т.п.
Доказано, что это является наилучшим способом изготовления сложных деталей и/или элементов вдоль большой оси "Z", однако недостатком этого способа являются значительно большие отходы металла.
В другом примере исполнения проводящую схему в соответствии с настоящим изобретением можно изготовить с использованием тонкого слоя меди или другого проводящего материала толщиной примерно 0,0125 см (0,0005 дюйма), поддерживаемым слоем термопластичного материала толщиной примерно 0,25 мм (0,010 дюйма). В этой конструкции медь становится схемой, тогда как термопласт действует в качестве гидравлической подушки и опорной конструкции во время обработки. Этот слоистый материал обрабатывают так же, как было описано для слоистого материала, содержащего алюминий и медь. Термопластичный материал можно прикрепить клеем к меди или нанести на слой меди литьем под давлением.
В конструкциях, в которых диэлектрический материал прикрепляют клеем к меди, рисунок схемы можно образовать в слое меди с расположенным под ним слоем диэлектрика. Здесь клей вытесняется, образуя схемы и заполняя пустоты.
В одной форме этого варианта исполнения слой меди или другого проводящего материала можно образовать на негативном шаблоне, изготовленном в форме для литья под давлением посредством приложения давления, создаваемого диэлектрическим материалом, вводимым в форму, для получения слоистого материала с проведением одновременно стадии формования.
Как можно увидеть, способ в соответствии с настоящим изобретением является очень гибким, и он позволяет образовывать рисунок проводящей схемы согласно одному или нескольким, описанным здесь примерам исполнения, а также следующему дополнительному примеру, в котором проводящий материал наслаивают на диэлектрик и получают плоский слоистый пластик, которым может быть любой имеющийся в продаже пластик для изготовления проводящей схемы. Слоистый пластик может представлять собой лист диэлектрика, на который нанесли, напылили, металлизовали тонким проводящим материалом либо напечатали (штамповкой горячим формованием, формованием под давлением или под вакуумом) с применением шаблона, предназначенного для нагнетания или засасывания материала в верхний и нижний уровни, причем первый уровень расположен достаточно ниже верхнего уровня для исключения его повреждения во время удаления верхнего уровня. В этом варианте исполнения верхний и нижний уровни (построение контура или образование рельефа) образуют после изготовления слоистого материала. Обычно такой слоистый материал может содержать лист диэлектрического материала (например, Kapton) толщиной 0,0127 мм (0,0005 дюйма) со слоем меди толщиной 0,0063 мм (0,00025 дюйма), который просто формуют под вакуумом для образования слоистого пластика и рисунка проводящей схемы в неглубоком шаблоне. Шаблон позволяет изготавливать слоистый пластик со схемой проводников, расположенной достаточно ниже верхнего уровня для исключения повреждения схемы проводников, когда верхний уровень удаляют шлифованием, резанием или полированием. После удаления отходов слоистый материал можно прокатать до его плоского состояния для получения требуемой конфигурации схемы. Либо сопротивление деформации слоистого материала можно распределить таким образом, чтобы оно было недостаточным, чтобы вызвать постоянную деформацию, в результате которой слоистый материал во время последующего шлифования, резания или полирования будет деформироваться в шаблоне, после этого вакуум удаляют, и схема проводников возвращается к ее исходной плоской форме. Слоистые материалы для этой цели можно получить так же, как, например, группы проводников, формованных под вакуумом и наслоенных на лист диэлектрика с использованием слоя клея, либо проводников, деформированных и соединенных плавлением со слоем диэлектрика основы для исключения необходимости в клее. Это можно достичь, причем без деформации проводников, при применении способа в соответствии с настоящим изобретением. Этот способ может быть более дешевым, возможно, за счет ограниченного формования деталей, поскольку присутствующий диэлектрик действует в качестве "регулятора" формирования, которое может быть пределом.
Настоящее изобретение также позволяет изготавливать "скульптурные" (трехмерные) схемы, в которых некоторые участки схемы более толстые, чем другие участки, в результате образуются, например, жесткие контактные участки с гибкими межсоединениями. Это достигается за счет создания соответствующего трехмерного шаблона, который включает в себя требуемые характеристики (см. например, фиг. 16-19), с использованием проводящего материала или пластика из композиционного материала, который затем формуют, как описано со ссылкой на фиг. 16-19.
На схемы проводников и/или их терминальные точки можно нанести в соответствии с настоящим изобретением любое защитное покрытие, поскольку настоящее изобретение позволяет изготавливать схемы проводников из листового или рулонного проводящего материала, на который предварительно нанесли соответствующее контактное покрытие (например, золото). Такое решение возможно только со способом в соответствии с настоящим изобретением, поскольку каждый проводник образуют путем вышлифовывания нежелательного материала отходов между каждым проводником, таким образом, лишнее золото легко удаляется. Это противоположно известным системам травления, применяемым для изготовления плат печатных схем, поскольку обычные травильные растворы не будут удалять золото и, следовательно, потребуются дополнительные стадии обработки. Таким образом, настоящее изобретение значительно сокращает затраты на нанесение и выборочное удаление требуемого контактного покрытия.
Проводящую схему можно изолировать защитным покрытием, если это потребуется, и ее можно использовать для изготовления многослойных плат схем, размещенных одна на другой с соответствующим защитным промежуточным диэлектрическим материалом, изолирующим платы, за исключением тех мест, где требуется контакт через отверстия или окна.
Как было описано, межсоединения можно легко образовать путем плавления под давлением для соединения двух проводящих листов, один из которых имеет механически упрочненные выпуклости, расположенные в точках, где они должны взаимно соединяться с использованием роликов высокого давления. Это достигается с применением двух листов проводящей схемы, расположенных на каждой стороне предварительно пробитого слоя гибкого диэлектрика. Этим гибким диэлектрическим материалом толщиной, например, 0,025 мм (0,002 дюйма) может быть полиэфир. Механически упрочненные выпуклые участки образуют межсоединения путем плавления под давлением, когда они проходят через ролики высокого давления. Кроме того, каждое межсоединение структурно упрочняется в процессе наслоения.

Проводящая схема на подложке, которая может быть гибкой или жесткой, может иметь самоцентрируемые проводники, которые соединяются с соответствующими проводниками другой схемы. Из проводящей схемы можно изготовить плотно упакованные блоки контактов для использования в качестве электрических соединителей или схем. Способ и устройство для изготовления проводящей схемы включают в себя формование листа проводящего материала для образования выступов и желобков, из которых один образует проводящую схему, а другой - отходы материала, которые затем механически удаляются. Таким образом, проводящая схема поддерживается слоем диэлектрика за счет самоцентрирования проводников. Технический результат - сокращение затрат на нанесение, выборочное удаление требуемого контактного покрытия. 3 с. и 25 з.п. ф-лы, 19 ил.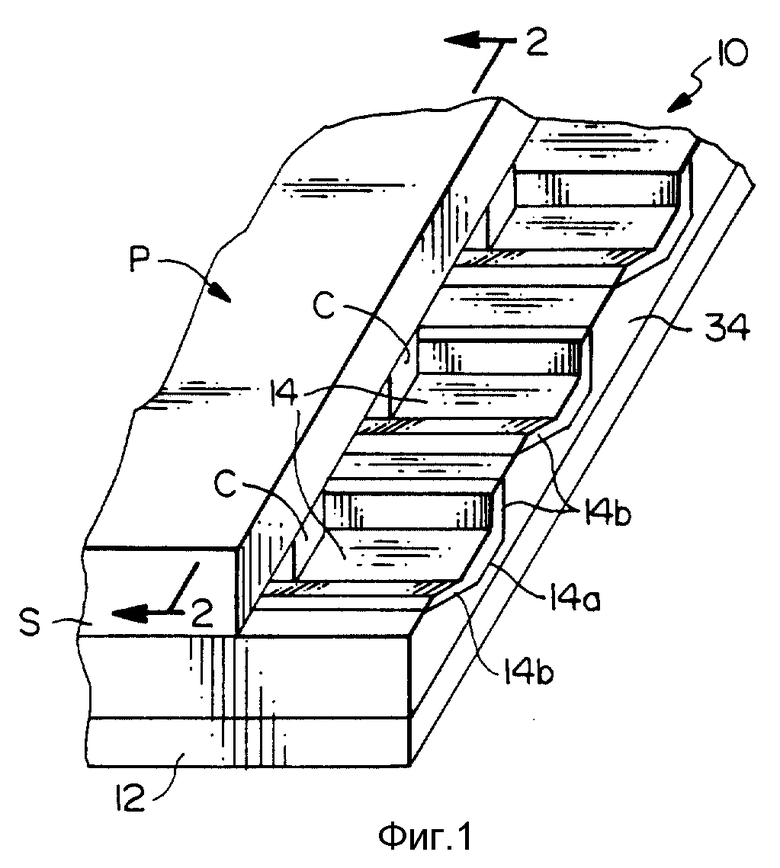
| US 3434939 A, 25.03.69 | |||
| US 3147054 A, 01.09.64 | |||
| SU 1771383 A1, 15.12.93 | |||
| SU 661866 A, 05.05.79. |
