Изобретение относится к технологии машиностроения, в частности, к технологии получения деталей с внутренними полостями.
Известен способ изготовления сваркой, взрывом деталей с внутренними полостями, включающий соединение двух металлических заготовок при помощи взрыва, при этом в неподвижной заготовке предварительно выполняют пазы и заполняют их наполнителем на часть высоты их ребер, а в подвижной заготовке предварительно выполняют полости между перемычками таким образом, чтобы перемычки входили в пазы, а ребра в полости при соединении заготовок (см. описание изобретения к авторским свидетельству СССР N 391794, МПК B 23 K 20/08, публикация (07.12.80 г.).
Недостатком известного способа является большая трудоемкость изготовления заготовок.
Известен способ изготовления сваркой взрывом деталей с внутренними полостями, включающий укладку полостеобразующих элементов, например труб, с наполнителем в каналы матрицы, установку заготовки параллельно матрице с зазором между ними, расположение на заготовке заряда взрывчатого вещества и осуществление сварки взрывом. Предварительно в каналы матрицы устанавливают вкладыши из более пластичного материала, а трубы запрессовывают в этих вкладышах. При этом более пластичный материал берут в виде порошка (см. описание изобретения к патенту РФ N 1743075, МПК B 23 K 20/08, публикация 27.02.95 г. ).
Недостатком известного способа является то, что он не исключает приваривание свариваемых деталей к матрице, так как порошок вкладыша полностью не изолирует стенки каналов матрицы и лицевую поверхность матрицы от свариваемых деталей.
Задачей, на решение которой направлено данное изобретение, является исключение приваривания свариваемых деталей к матрице, повышение качества соединения сваркой и снижение трудоемкости изготовления деталей с внутренними полостями.
Сущность изобретения заключается в том, что в способе изготовления сваркой взрывом деталей с внутренними полостями, включающем укладку полостеобразующих элементов, например труб круглого, квадратного, прямоугольного, трапецеидального и овального поперечного сечения с наполнителем в каналы матрицы, установку заготовки параллельно матрице с зазором между ними, расположение на заготовке заряда взрывчатого вещества и осуществление сварки взрывом, на лицевую поверхность и поверхность каналов матрицы наносят защитное покрытие толщиной 0,1-1,0 мм.
Кроме того, защитное покрытие выполняют путем нанесения суспензии мела в жидком стекле при следующем соотношении компонентов, мас.%: мел 1-10, жидкое стекло остальное.
Кроме того, в качестве наполнителя используют смесь поваренной соли и тиосульфата натрия при следующем соотношении компонентов, мас.%: поваренная соль 30-70, тиосульфат натрия остальное.
Кроме того, используют матрицу с трапецеидальными каналами, имеющими глубину равную 0,5-0,75 диаметра полостеобразующих элементов (трубы).
Кроме того, используют матрицу с каналами V-образной формы, имеющими глубину равную 0,9-1,2 диаметра полостеобразующей трубы.
Кроме того, используют стальную матрицу.
Кроме того, используют бетонную матрицу.
Кроме того, используют матрицу с выпуклой лицевой поверхностью.
Кроме того, используют матрицу с вогнутой лицевой поверхностью.
Кроме того, используют матрицу с волнистой лицевой поверхностью.
Это позволяет исключить приваривание свариваемых деталей к матрице, повысить качество соединения и снизить трудоемкость изготовления деталей с внутренними полостями. Так, по сравнению с прототипом отпадает необходимость предварительно подогревать трубы и сплав Вуда для заполнения им труб. Новый наполнитель помещают в трубы, находящиеся в холодном состоянии. Кроме того, съем изготовленной детали с внутренними полостями в прототипе затруднен. Новая форма каналов матрицы в виде трапеции или V-образная лишена этого недостатка. Кроме того, использование матриц с различной лицевой поверхностью расширяет ассортимент изготавливаемых деталей.
Сущность изобретения поясняется чертежами, где:
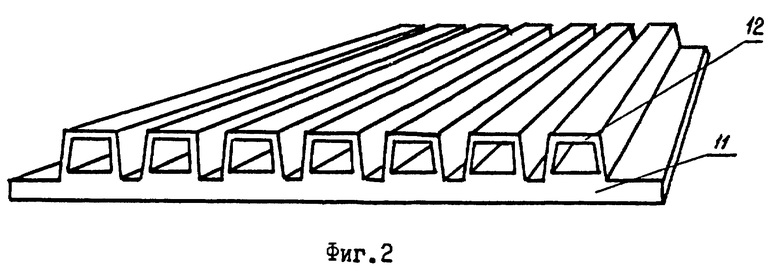
На фиг. 1 изображено расположение матрицы, полостеобразующих элементов (труб), заготовки и заряда взрывчатого вещества перед сваркой взрывом.
На фиг. 2 изображена готовая деталь с внутренними полостями, изготовленная сваркой взрывом.
Способ реализуют следующим образом.
Берут матрицу 1 с каналами 2 и на лицевую поверхность 3 и поверхность 4 каналов 2 матрицы 1 наносят защитное покрытие 5 толщиной 0,1-1,0 мм. Защитное покрытие 5 выполняют путем нанесения суспензии мела в жидком стекле при следующем соотношении компонентов мас.%: мел 1-10, жидкое стекло остальное. В качестве наполнителя 6 используют смесь поваренной соли и тиосульфата натрия при следующем соотношении компонентов, мас.%: поваренная соль 30-70, тиосульфат натрия остальное.
Укладывают полостеобразующие элементы 7, например трубы, с наполнителем 6 в каналы 2 матрицы 1. Устанавливают заготовку 8 параллельно матрице 1 с зазором между ними. На заготовке 8 располагают заряд 9 взрывчатого вещества. Заряд 9 инициируют электродетонатором 10. Осуществляют сварку взрывом. После сварки взрывом из матрицы 1 снимают готовую деталь 11 с внутренними полостями 12 и удаляют наполнитель 6 из полостей 12. Получают в результате деталь 11 с внутренними полостями 12, которые в дальнейшем используют для циркуляции жидкости или газа.
Конкретные примеры реализации предлагаемого способа приведены в таблице.
Остальные данные.
Берут, например, стальную матрицу 1 толщиной 20 мм с трапецеидальными или V-образной формы каналами 2 для реализации данного способа. В качестве полостеобразующих элементов 7 используют алюминиевые трубы диаметром 12мм и толщиной стенок 1,5мм или стальные трубы из стали СтЗ диаметром 12 мм и толщиной стенок 1,0 мм, или медные трубы диаметром 10-12 мм и толщиной стенок 1,0-1,5 мм.
Устанавливают плоскую алюминиевую заготовку 8 толщиной 3 мм параллельно стальной матрице 1 с зазором 3мм параллельно стальной матрице 1 с зазором 5мм, на которую устанавливают заряд 9 взрывчатого вещества типа аммонит N 6ЖВ высотой 15 мм.
Использование предлагаемого изобретения позволяет исключить приваривание свариваемых полостеобразующих элементов 7 и заготовки 8 к матрице 1, повысить качество соединения сваркой взрывом и снизить трудоемкость изготовления деталей с внутренними полостями.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ С ВНУТРЕННИМИ ПОЛОСТЯМИ | 1998 |
|
RU2141889C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ С ВНУТРЕННИМИ ПОЛОСТЯМИ СВАРКОЙ ВЗРЫВОМ | 2007 |
|
RU2355536C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ С ВНУТРЕННИМИ ПОЛОСТЯМИ СВАРКОЙ ВЗРЫВОМ | 2007 |
|
RU2353487C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННЫХ ИЗДЕЛИЙ С ВНУТРЕННИМИ ПОЛОСТЯМИ СВАРКОЙ ВЗРЫВОМ | 2013 |
|
RU2526357C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ С ВНУТРЕННИМИ ПОЛОСТЯМИ СВАРКОЙ ВЗРЫВОМ | 2007 |
|
RU2355535C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННЫХ ИЗДЕЛИЙ С ВНУТРЕННИМИ ПОЛОСТЯМИ СВАРКОЙ ВЗРЫВОМ | 2013 |
|
RU2526646C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННЫХ ИЗДЕЛИЙ С ВНУТРЕННИМИ ПОЛОСТЯМИ СВАРКОЙ ВЗРЫВОМ | 2010 |
|
RU2424883C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННЫХ ИЗДЕЛИЙ С ВНУТРЕННИМИ ПОЛОСТЯМИ СВАРКОЙ ВЗРЫВОМ | 2013 |
|
RU2526355C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННЫХ ИЗДЕЛИЙ С ВНУТРЕННЕЙ ПОЛОСТЬЮ СВАРКОЙ ВЗРЫВОМ | 2016 |
|
RU2632503C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ С ВНУТРЕННИМИ ПОЛОСТЯМИ СВАРКОЙ ВЗРЫВОМ | 2010 |
|
RU2425740C1 |

Изобретение относится к технологии машиностроения. На лицевую поверхность и поверхность каналов матрицы наносят защитное покрытие толщиной 0,1-1,0 мм. Защитное покрытие выполняют путем нанесения суспензии мела в жидком стекле при следующем соотношении компонентов, мас.%: мел 1-10, жидкое стекло остальное. Трубчатые полостеобразующие элементы с наполнителем укладывают в каналы матрицы, устанавливают заготовку параллельно матрице с зазором между ними. Располагают на заготовке заряд взрывчатого вещества и осуществляют сварку взрывом. В качестве наполнителя используют смесь поваренной соли и тиосульфата натрия при следующем соотношении компонентов, мас.%: поваренная соль 30-70, тиосульфат натрия остальное. Используют стальную матрицу с трапецеидальными или V-образной формы каналами. Способ позволяет исключить приваривание свариваемых деталей к матрице, повысить качество соединения сваркой взрывом и снизить трудоемкость изготовления деталей с внутренними полостями. 9 з.п. ф-лы, 2 ил., 1 табл.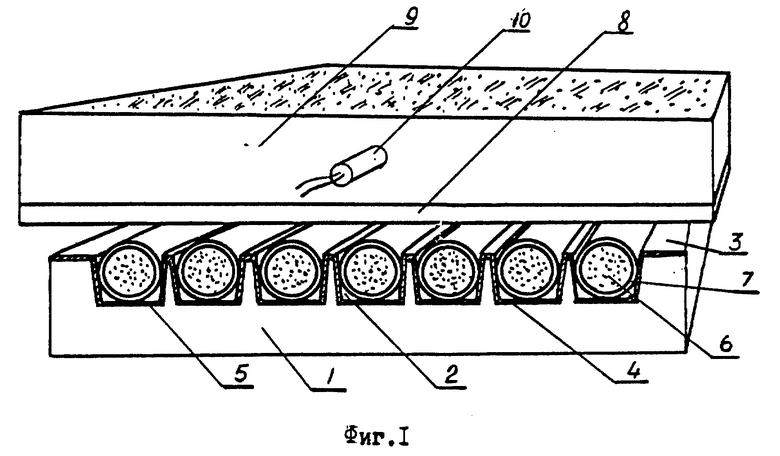
Мел - 1 - 10
Жидкое стекло - Остальное
3. Способ по п.1, отличающийся тем, что в качестве наполнителя используют смесь поваренной соли и тиосульфата натрия при следующем соотношении компонентов, мас.%:
Поваренная соль - 30 - 70
Тиосульфат натрия - Остальное
4. Способ по п.1, отличающийся тем, что используют матрицу с трапецеидальными каналами, имеющими глубину, равную 0,5 - 0,75 диаметра полостеобразующей трубы.
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ С ВНУТРЕННИМИ ПОЛОСТЯМИ | 1990 |
|
RU1743075C |
| АН СССР и; • ' Гу-iiiljIdHtUь-'л-г:иОТЬ;?АИнститут электросварки имени Е. О. Патона АН УССР | 0 |
|
SU217928A1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ С ВНУТРЕННИМИ ПОЛОСТЯМИ СВАРКОЙ ВЗРЫВОМ | 1988 |
|
SU1541913A1 |
| US 5067649 A, 26.11.91. | |||
