Изобретение касается способа питания наматывающих устройств текстильной машины пустыми патронами, причем текстильная машина содержит множество рядом расположенных по крайней мере в одном ряду рабочих мест, в состав которых входит наматывающее устройство, и на одном ее конце размещен магазин для патронов, сопряженный с расположенным вдоль ряда рабочих мест текстильной машины конвейером для патронов, а вдоль этого ряда размещено с возможностью перемещения обслуживающее устройство, содержащее средство манипуляции для перенесения патрона с конвейера для патронов в наматывающее устройство, у которого, перед попыткой возобновить намотку на пустой патрон, с помощью упомянутого средства манипуляции обслуживающего устройства пустой наматывающий патрон устанавливается в наматывающее устройство.
Далее изобретение касается устройства для осуществления вышеприведенного способа на текстильной машине, на одном конце которой размещен магазин для патронов, к которому привязан конвейер для патронов, расположенный вдоль ряда рабочих мест машины, вдоль которых размещено с возможностью перемещения обслуживающее устройство, содержащее средство манипуляции, смонтированное с возможностью перемещения между положением захвата запасного патрона на конвейере для патронов и наматывающим устройством.
Изобретение касается также устройства для остановки патрона на конвейере для осуществления вышеприведенного способа на текстильной машине, на одном конце которой размещен магазин для патронов, к которому привязан конвейер для патронов, расположенный вдоль ряда рабочих мест машины, вдоль которых размещено с возможностью перемещения обслуживающее устройство, содержащее средство манипуляции, смонтированное с возможностью перемещения между положением захвата запасного патрона на конвейере для патронов и наматывающим устройством.
Существующее состояние техники
На текстильных машинах-автоматах, на которых вырабатываемая пряжа или нить наматывается в каждом рабочем месте на бобину, после наработки паковки необходимо снять ее с рабочего места и заменить пустым патроном. Замена полной бобины пустым патроном может выполняться вручную или с помощью автоматического обслуживающего устройства, но в момент смены это устройство должно иметь подготовленный пустой патрон.
Известно много способов подачи патронов к отдельным рабочим местам текстильной машины. Согласно одному из них, обслуживающее устройство может везти с собой определенный запас патронов. Недостатком этого способа является ограниченное число таким образом транспортируемых патронов и необходимость восполнения запаса патронов в обслуживающем устройстве, вследствие чего снижается его производительность и, кроме того, при перемещении обслуживающего устройства патрон может выпасть.
Далее известны системы подачи патронов, где в каждом рабочем месте установлен один патрон, который постоянно дополняется. Для самой подачи используются, например, цепные конвейеры или конвейеры с желобчатой лентой, и главным недостатком здесь является сложность транспортных и укладывающих механизмов, которые содержат большое количество повторяющихся элементов и довольно ненадежны в эксплуатации.
Недостатки вышеприведенных систем подачи патронов устраняет устройство в соответствии с патентом US N 4865260, в котором описано устройство для распределения и транспортирования отдельных патронов поштучно к местам намотки на текстильной машине. Патроны уложены в магазине раздельно на подвижном средстве, в данном случае - на конвейере, оснащенном шпильками, на которые патроны надеваются, не соприкасаясь друг с другом. Патроны вынимаются из магазина в направлении их собственной оси с помощью средства для их съема и переносятся на конвейер, перемещающий отдельные, ориентированные по оси патроны, к средству захвата, которое останавливает патрон и снимает его с конвейера.
Подобные невыгоды имеет также устройство для подачи патронов в соответствии с CS AO 261 150, которое по сравнению с предыдущим усовершенствовано и предусматривает установку патрона при его остановке соответствующим устройством на конвейере в положение, в котором проекция оси патрона на активный элемент конвейера параллельна направлению движения этого элемента. Однако, эта переделка усложняет устройство и не устраняет опасность выпадения конического патрона вследствие колебания его узкой лобовой части между неподвижными пассивными элементами конвейера.
Согласно принципу действия данного устройства, обслуживающее устройство сначала останавливается у места намотки, где должна осуществляться смена полной бобины патроном, и передает запрос на подачу патрона из магазина. Из магазина освобождается один патрон и перемещается по конвейеру к обслуживающему устройству, приемный элемент которого захватывает и передает патрон средству ввода, устанавливающему его между плечами патронодержателя наматывающего устройства. Затем на патроне закрепляется пряжа или нить, и процесс намотки возобновляется.
В случае, если процесс намотки не удается возобновить, пустой патрон остается зажатым между плечами патронодержателя, а обслуживающее устройство обозначает данное рабочее место как необслуживаемое и переходит к обслуживанию следующего рабочего места. К рабочему месту должен подойти обслуживающий персонал и кроме устранения неисправности, которая явилась причиной отказа возобновления процесса намотки, должен вынуть патрон из плечей патронодержателя наматывающего устройства и отнести его.
Подобные недостатки имеет и способ питания обслуживающего устройства пустыми патронами в соответствии с CS AO 261 150, у которого по сравнению с предыдущим способом сокращен цикл обслуживания за счет того, что на манипуляторных рычагах обслуживающего устройства уложен один патрон, так что обслуживающее устройство не должно ожидать пока к нему подойдет патрон, запрошенный им из магазина, но может немедленно начать обслуживание наматывающего устройства в соответствующем рабочем месте. После передачи и установки патрона в плечах патронодержателя наматывающего устройства манипуляторные рычаги обслуживающего устройства захватывают пустой патрон, который между тем был перемещен конвейером из магазина и остановлен на конвейере с помощью механизма останова обслуживающего устройства. Манипуляторные рычаги обслуживающего устройства перестанавливаются в промежуточное транспортное положение, и таким образом обслуживающее устройство подготовлено к обслуживанию следующего рабочего места.
Но и у данного способа в случае неудачного возобновления процесса намотки патрон остается между плечами патронодержателя наматывающего устройства, откуда он должен быть устранен обслуживающим персоналом. Ввиду того, что, например, прядильные или мотальные машины имеют большое число рабочих мест, и обслуживающий работник обслуживает несколько машин, переноска большего количества пустых патронов работника не только задерживает, но может оказаться и опасной, поскольку работник может уронить переносимые им патроны на машину или в обслуживающее устройство, что может явиться причиной их неисправности.
Сущность изобретения
Вышеприведенные недостатки состояния техники устранены способом питания наматывающего устройства текстильной машины пустыми патронами, сущность которого заключается в том, что при неудачной попытке возобновить намотку наматывающий патрон вынимается из наматывающего устройства обслуживающим устройством, и тем самым наматывающее устройство подготовлено к следующей попытке возобновить намотку или вмешательству обслуживающего персонала, а наматывающий патрон используется при следующей попытке возобновить намотку.
Таким образом, при следующей попытке возобновить намотку в наматывающее устройство устанавливается тот же самый наматывающий патрон. Если попытка возобновить намотку оказывается неудачной, то патрон в наматывающем устройстве отсутствует, и тем самым упрощается последующее обслуживание рабочего места.
Пустой наматывающий патрон может быть уложен в средство манипуляции перед приходом обслуживающего устройства к обслуживаемому рабочему месту машины. Тем самым предотвращается ситуация, когда обслуживающее устройство должно было бы ожидать восполнения наматывающего патрона в средстве манипуляции, а вследствие этого могло бы увеличиться время обслуживания рабочего места.
Наматывающий патрон с выгодой вынимается из наматывающего устройства с помощью средства манипуляции обслуживающего устройства, в котором он остается в состоянии готовности к следующей установке в наматывающее устройство.
После неудачной попытки возобновить намотку целесообразно устранить с наматывающего патрона остатки наматываемой линейной текстильной формы, за счет чего достигается тщательная подготовка наматывающего патрона к повторению операции его установки в наматывающее устройство. Тем самым достигается качественное усовершенствование предыдущего способа.
Остатки наматываемой линейной текстильной формы могут быть устранены с наматывающего патрона после его освобождения из наматывающего устройства или перед его освобождением из наматывающего устройства.
Остатки наматываемой линейной текстильной формы могут быть устранены путем их отсасывания, что в большинстве случаев достаточно для устранения остатков материала с наматывающего патрона.
В выгодном исполнении способа, согласно которому, в случае отсутствия запасного патрона на конвейере для патронов, в момент не позже чем перед завершением попытки возобновить намотку, из магазина для патронов отправляется по конвейеру для патронов к обслуживающему устройству пустой запасной патрон, который обслуживающее устройство останавливает на конвейере и устанавливает в положение захвата, существо заключается в том, что после неудачной попытки возобновить намотку в обслуживаемом рабочем месте запасной патрон освобождается из обслуживающего устройства и оставляется уложенным на конвейере для патронов, в то время как при удачной попытке возобновить намотку запасной патрон захватывается средством манипуляции обслуживающего устройства и остается в нем в состоянии готовности как наматывающий патрон для следующей операции установки наматывающего патрона в наматывающее устройство.
В другом выгодном осуществлении способа, у которого, в случае отсутствия запасного патрона на конвейере для патронов, в момент не позже чем перед завершением попытки возобновить намотку, из магазина для патронов отправляется по конвейеру для патронов к обслуживающему устройству пустой запасной патрон, который обслуживающее устройство останавливает на конвейере и устанавливает в положение захвата, существо заключается в том, что после неудачной попытки возобновить намотку в обслуживаемом рабочем месте запасной патрон оставляется в положении захвата в устройстве обслуживания и перемещается им по конвейеру для патронов, причем этот цикл повторяется вплоть до момента захвата запасного патрона средством манипуляции обслуживающего устройства после удачной попытки возобновить намотку на пустой наматывающий патрон.
Согласно следующему примеру выполнения способа, в случае отсутствия запасного патрона на конвейере для патронов, из магазина для патронов отправляется по конвейеру для патронов к обслуживающему устройству пустой запасной патрон, который обслуживающее устройство останавливает на конвейере и устанавливает в положение захвата, причем сущность способа заключается в том, что пустой запасной патрон отправляется к обслуживающему устройству после выявления успешности попытки возобновить намотку на пустой наматывающий патрон. Запасной патрон может быть принят обслуживающим устройством в течение времени перемещения обслуживающего устройства к следующему обслуживаемому рабочему месту машины или же после его прихода в обслуживаемое рабочее место машины.
Для двусторонних текстильных машин, на которых обслуживающее устройство обслуживает обе стороны машины, выгодно, если при изменении обслуживаемой стороны машины обслуживающее устройство запоминает информацию о стороне машины, на которой оно закончило обслуживание, и выбирает информацию о стороне машины, которую начинает обслуживать.
Сущность устройства для осуществления вышеприведенного способа питания наматывающих устройств текстильной машины пустыми патронами заключается в том, что конвейер для патронов оснащен реверсивным приводом, сопряженным с блоком управления обслуживающего устройства, причем к блоку управления присоединен датчик возобновления процесса намотки в рабочем месте, а в самом блоке управления предусмотрены средства для контроля наличия наматывающего патрона в средстве манипуляции обслуживающего устройства.
Сущность устройства останова патрона на конвейере для осуществления способа питания наматывающих устройств текстильной машины пустыми патронами в соответствии с изобретением заключается в том, что оно содержит два остановочных пальца, размещенных на обслуживающем устройстве с возможностью их выдвигания на путь запасного патрона на конвейере для патронов, причем остановочные пальцы индивидуально связаны с блоком управления.
Согласно другому исполнению, сущность устройства останова патрона на конвейере для осуществления способа питания наматывающих устройств текстильной машины пустыми патронами в соответствии с изобретением заключается в том, что оно содержит смонтированный на обслуживающем устройстве жесткий упор, выступающий на путь запасного патрона на конвейере для патронов, причем с жестким упором связан остановочный двуплечий рычаг, расположенный с возможностью поворота на обслуживающем устройстве.
Сущность следующего варианта исполнения устройства останова патрона на конвейере для осуществления способа питания наматывающих устройств текстильной машины пустыми патронами в соответствии с изобретением заключается в том, что оно содержит выдвижной упор, смонтированный на обслуживающем устройстве с возможностью его выдвигания на путь запасного патрона на конвейере для патронов, причем на выдвижном упоре расположен с возможностью поворота остановочный двуплечий рычаг.
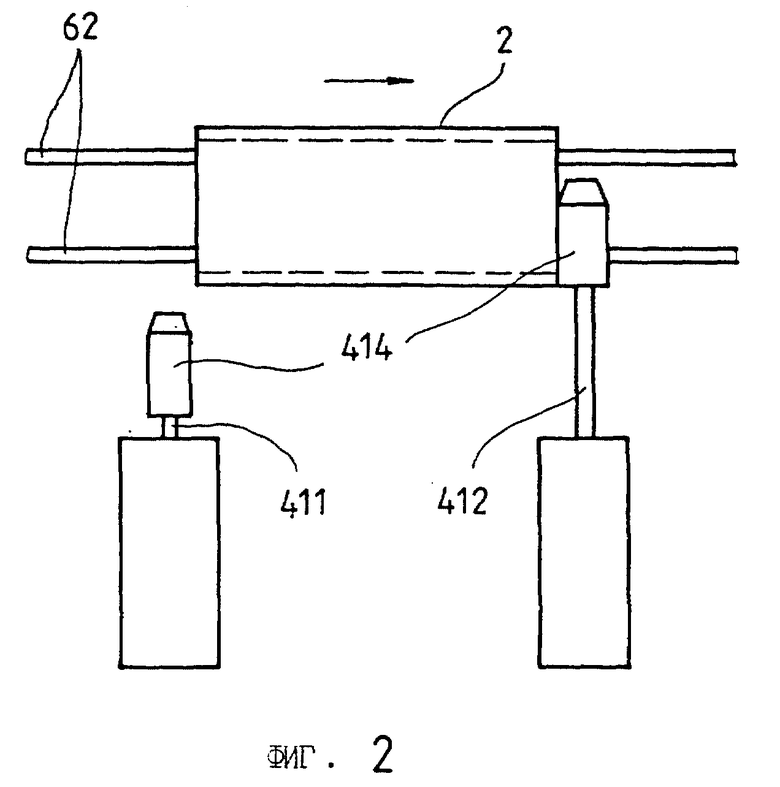
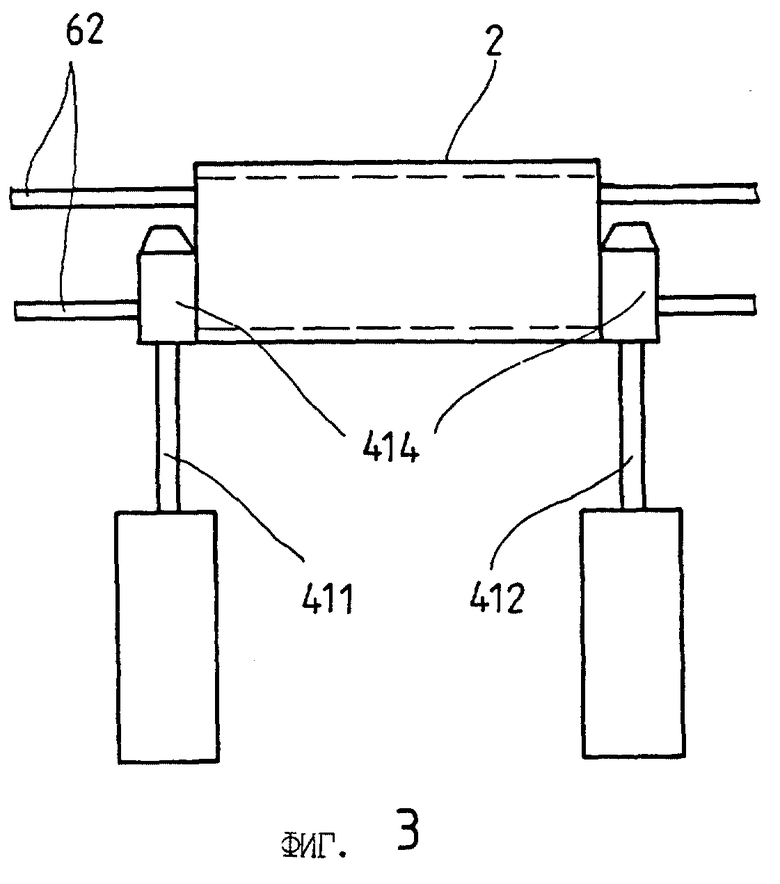
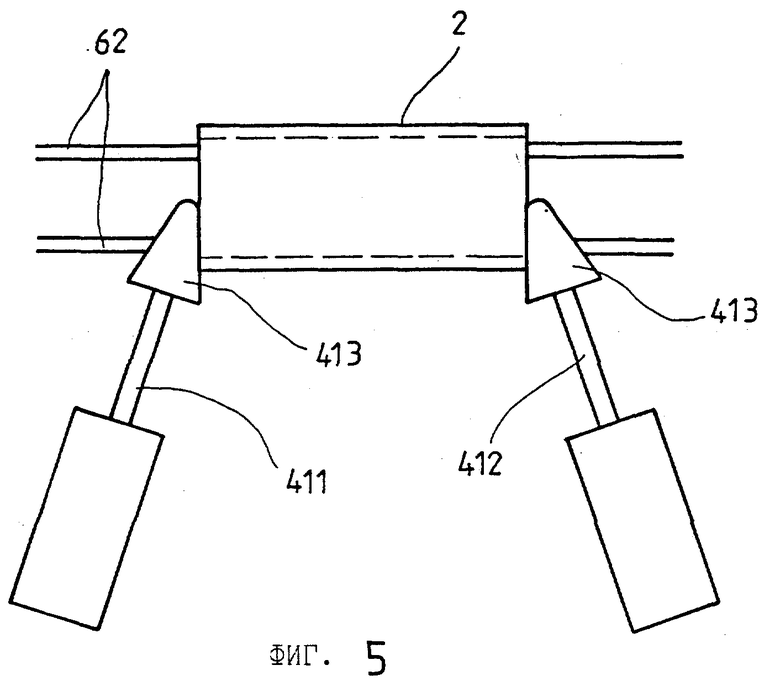
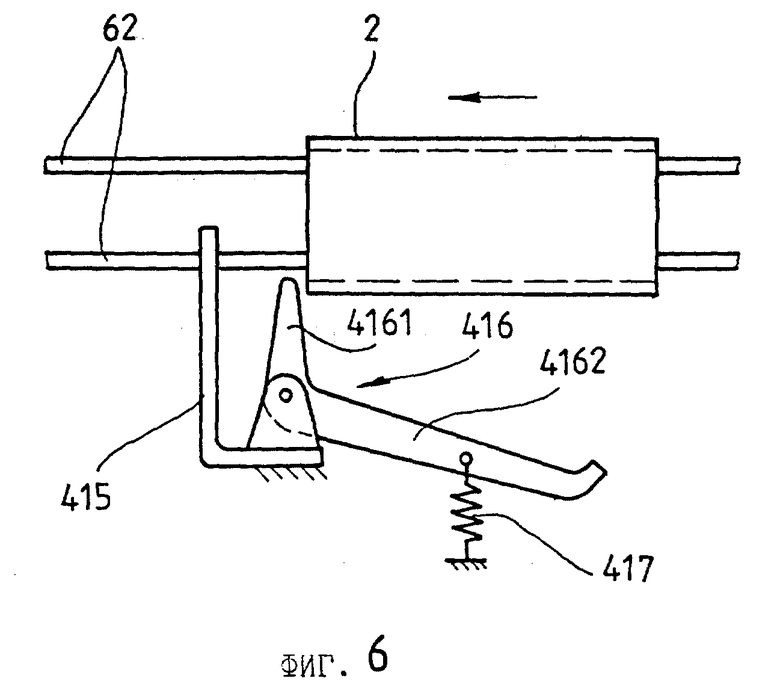
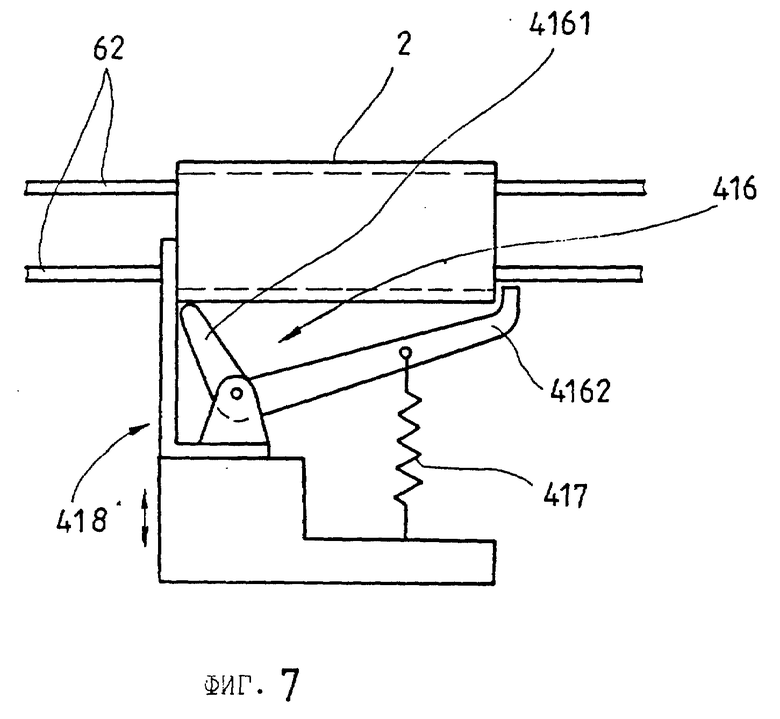
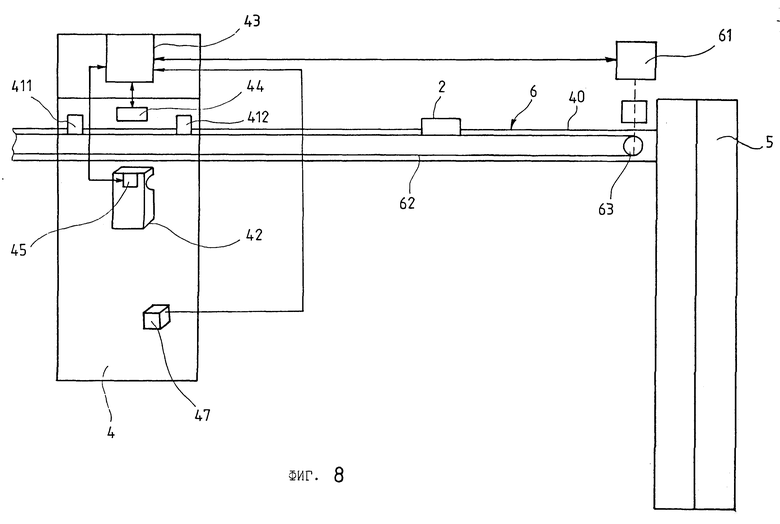
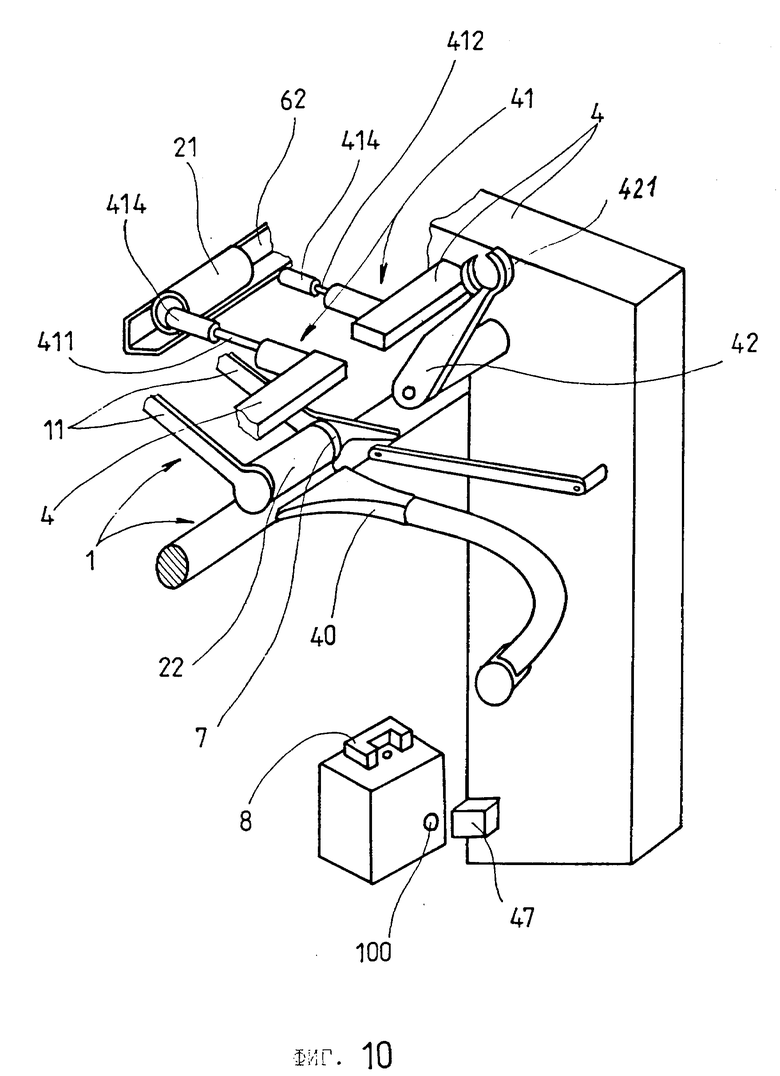
Примеры исполнения устройства для осуществления способа в соответствии с изобретением схематически представлены на прилагаемых чертежах, где изображены на: фиг. 1 - вид роторной прядильной машины с обслуживающим устройством; фиг. 2 - средство останова с остановочными пальцами с цилиндрическими упорами при остановке патрона; фиг. 3 - средство останова согласно фиг. 2 с установленным патроном; фиг. 4 - средство останова с остановочными пальцами с коническими упорами при остановке патрона; фиг. 5 - средство останова согласно фиг. 4 с установленным патроном; фиг. 6 - средство останова с жестким упором с остановочным рычагом при остановке патрона; фиг.7 - средство останова с выдвижным упором и остановочным рычагом с установленным патроном: фиг. 8 - схема размещения датчиков на машине и обслуживающем устройстве; фиг. 9 - вид части обслуживающего устройства при обслуживании рабочего места на текстильной машине; фиг. 10 - рабочее место после неудачной попытки возобновить намотку.
Примеры выполнения изобретения
Способ питания мест намотки на текстильной машине патронами может быть использован на всех типах текстильных машин, у которых на бобину наматывается линейная текстильная форма, например пряжа, нить или текстильное волокно, и которые оснащены обслуживающим устройством, служащим, кроме прочего, и для возобновления процесса намотки в рабочем месте машины. Способ будет описан в применении на роторной прядильной машине, содержащей множество рядом расположенных рабочих мест в одном ряду, причем машина может иметь и два ряда рабочих мест. Каждое рабочее место роторной прядильной машины содержит известные, не изображенные на фигурах, механизмы, с помощью которых из ленты текстильных волокон вырабатывается пряжа 7, а их совокупность можно назвать прядильным местом, из которого пряжа 7 вытягивается известным вытяжным аппаратом и подается в наматывающее устройство 1, где пряжа 7 или нить наматывается на патрон и образует бобину 3, причем патрон установлен в плечах патронодержателя 11. Текстильная машина оснащена автоматическим обслуживающим устройством 4, расположенным с возможностью перемещения вдоль рабочих мест машины на ходовой дорожке 40. Если машина имеет двустороннее исполнение, обычное в технической практике, то ходовые дорожки 40 для обслуживающего устройства 4 размещены по обеим сторонам машины и на обоих концах или одном конце соединены известной, не изображенной на фигурах, соединительной дугой, по которой обслуживающее устройство 4 может переходить с одной стороны машины на другую. На одном конце машины находится магазин 5 для патронов, к которому привязан конвейер 6 для патронов, проходящий по крайней мере по всей длине расположения рабочих мест машины, причем, по конструктивным соображениям, в большинстве случаев его длина бывает больше. В магазине 5 для патронов, согласно исполнению, изображенному на фиг. 1, патроны 2 уложены раздельно, не соприкасаясь друг с другом, в гнездах 51, размещенных с возможностью перестановки в магазине 5 для патронов. Магазин 5 для патронов оснащен неизображенным механизмом для передачи отдельных патронов 2 из гнезд 51 магазина 5 для патронов на конвейер 6 для патронов, который подает каждый патрон 2 в отдельности к обслуживающему устройству 4. Конвейер 6 для патронов оснащен реверсивным приводом 61. Патрон 2, уложенный на конвейере 6 для патронов, будем в дальнейшем называть запасным патроном 21.
Обслуживающее устройство 4, помимо прочих механизмов, оснащено средством останова 41 запасного патрона 21, служащим для остановки запасного патрона 21 на конвейере 6 для патронов, и по крайней мере одним средством манипуляции 42 для захвата запасного патрона 21 на конвейере 6 для патронов и перенесения его в наматывающее устройство 1. После захвата запасного патрона 21 средством манипуляции 42 и установки этого патрона в наматывающее устройство 1, патрон 2 будем в дальнейшем называть наматывающим патроном 22. Средство манипуляции 42 выполнено так, что наматывающий патрон 22 может быть уложен в него и в ходе перемещения обслуживающего устройства 4 вдоль текстильной машины. Далее обслуживающее устройство 4 оснащено блоком управления 43, связанным с реверсивным приводом 61 конвейера 6 для патронов и магазином 5 для патронов и служащим также для управления ими. Кроме этого на обслуживающем устройстве 4, в месте, где должен останавливаться уложенный на конвейере 6 для патронов запасной патрон 21, установлен датчик 44 наличия запасного патрона 21 на конвейере 6 для патронов, соединенный известным способом с блоком управления 43. В изображенном примере исполнения в качестве этого датчика 44 наличия запасного патрона 21 на конвейере 6 для патронов использован емкостный датчик, но может быть использован и другой подходящий известный датчик. Датчик 44 наличия запасного патрона 21 на конвейере 6 для патронов служит для определения присутствия запасного патрона 21 на конвейере 6 для патронов после остановки этого патрона средством останова 41 обслуживающего устройства 4.
К средству манипуляции 42 присоединен датчик 45 наличия наматывающего патрона 22 в средстве манипуляции 42. Вышеупомянутый датчик 45 наличия наматывающего патрона 22 в средстве манипуляции 42 может входить в состав средства манипуляции 42, например, если он уложен в элементе захвата 421 этого средства, или может быть установлен на обслуживающем устройстве 4 и служит для контроля наличия наматывающего патрона 22 в средстве манипуляции 42, главным образом, в его транспортном положении, а в качестве этого датчика может быть также использован известный емкостный датчик. В некоторых исполнениях элемент захвата 421 может быть размещен в средстве манипуляции 42 выдвижным способом.
В некоторых модификациях датчик 44 наличия запасного патрона 21 на конвейере 6 для патронов может отсутствовать. Достаточно присутствие датчика 45 наличия наматывающего патрона 22 в средстве манипуляции 42, который при снятии запасного патрона 21 с конвейера 6 для патронов с помощью средства манипуляции 42, или же после его приема, обнаруживает наличие патрона 2, обозначаемого как наматывающий патрон 22 в средстве манипуляции 42.
Средство останова 41 обслуживающего устройства 4 содержит два остановочных пальца 411, 412, которые с помощью неизображенных проводов индивидуально соединены с блоком управления 43. В исполнении, изображенном на фиг. 1, 4 и 5, остановочные пальцы 411, 412 смонтированы с возможностью выдвигания на путь запасного патрона 21 на конвейере 6 для патронов и расположены с наклоном друг против друга, причем их оси, или же направления их движения, лежат в одной плоскости, проходящей через остановленный запасной патрон 21, находящийся на конвейере 6 для патронов, и образуют острый угол, вершина которого при виде со стороны обслуживающего устройства 4 находится за запасным патроном 21, уложенным на конвейере 6 для патронов. Обозначая сторону обслуживающего устройства 4, находящуюся при взгляде на обслуживающее устройство 4 снаружи машины слева, как левую, а противоположную сторону - как правую, имеем на левой стороне обслуживающего устройства 4 левый остановочный палец 411, на правой стороне - правый остановочный палец 412.
Остановочные пальцы 411, 412 представляют собой известные, пневматические цилиндры, соединенные с устройством управления, причем на конце штока каждого пневматического цилиндра выполнен соосный конусный упор 413. В выдвинутом положении расстояние между поверхностями конусных упоров 413 остановочных пальцев 411, 412 по крайней мере в одном месте равно длине патрона 2, так что при выдвигании обоих остановочных пальцев 411, 412 запасной патрон 21 на конвейере 6 для патронов установлен между конусными упорами 413, и тем самым определено его положение для захвата средством манипуляции 42.
Одно из выгодных исполнений остановочных пальцев 411, 412 с конусными упорами 413 изображено на фиг. 4 и 5. В данном исполнении оси остановочных пальцев 411, 412 образуют острый угол, а их наиболее близко взаиморасположенные образующие параллельны, что достигается за счет того, что угол при вершине конусных упоров 413 равен острому углу, образуемому осями остановочных пальцев 411, 412.
Остановочные пальцы 411, 412 могут быть выполнены также другим способом, например, в виде неизображенных рычагов, связанных с приводным устройством и смонтированных с возможностью поворота к лобовой части запасного патрона 21 и к заднему торцу запасного патрона 21.
Согласно исполнению, изображенному на фиг. 2 и 3, остановочные пальцы 411, 412 расположены параллельно и имеют на концах цилиндрические упоры 414. При этом на лобовой части этих цилиндрических упоров 414 предусмотрены поверхности набегания, в изображенном исполнении выполненные в виде части конической поверхности, но могут иметь и другую, сужающуюся к лобовой части цилиндрического упора 414 форму. Наименьшее расстояние между образующими цилиндрических упоров 414 равно длине патрона 2 и ограничивает положение запасного патрона 21 на конвейере 6 для патронов для захвата этого патрона средством манипуляции 42 обслуживающего устройства 4.
В другом, здесь не изображенном, исполнении расположенные параллельно остановочные пальцы 411, 412 могут иметь конусные упоры 413. В этом исполнении межосевое расстояние конусных упоров 413, или же межосевое расстояние остановочных пальцев 411, 412, больше длины патрона 2 на величину наибольшего диаметра конусного упора 413. В выдвинутом положении остановочных пальцев 411, 412 запасной патрон 21 зажат между конусными упорами 413 и прижимается к опоре, которая предусмотрена для этой цели на раме машины или на конвейере 6 для патронов.
В соответствии с примером исполнения, изображенного на фиг. 6, средство останова 41 запасного патрона 21 представляет собой жесткий упор 415. установленный на обслуживающем устройстве 4, причем рабочая часть этого упора выступает на путь запасного патрона 21 на конвейере 6 для патронов. С жестким упором 415 связан двуплечий остановочный рычаг 416, установленный с возможностью поворота на обслуживающем устройстве 4 или на упоре 415, причем в положении покоя контактное плечо 4161 этого рычага выступает на путь запасного патрона 21 на конвейере 6 для патронов, а ограничительное плечо 4162, в положении покоя двуплечего остановочного рычага 416, находится вне этого пути. Запасной патрон 21 при движении по конвейеру 6 для патронов к жесткому упору 415 наталкивается на контактное плечо 4161 и поворачивает двуплечий остановочный рычаг 416 в положение зажима, в котором, как только лобовая часть запасного патрона 21 соприкасается с жестким упором 415, ограничительное плечо 4162 прилегает к заднему торцу этого запасного патрона 21 и устанавливает запасной патрон 21 в положение, в котором он может быть снят средством манипуляции 42. Одновременно контактное плечо 4161 уходит в положение вне пути движения запасного патрона 21 на конвейере 6 для патронов. В изображенном исполнении на ограничительном плече 4162 закреплен один конец пружины растяжения 417, второй конец этой пружины закреплен на обслуживающем устройстве 4. Пружина растяжения 417 служит для возвращения двуплечего остановочного рычага 416 в положение покоя и удерживания его в этом положении. Вместо этой пружины может быть использовано другое известное средство для удерживания двуплечего остановочного рычага 416 в положении покоя.
В исполнении по фиг. 7 вместо жесткого упора 415 использован выдвижной упор 418, размещенный на обслуживающем устройстве 4, причем в положении покоя этот упор находится вне пути запасного патрона 21 на конвейере 6 для патронов, а в выдвинутом положении выступает на этот путь. На выдвижном упоре 418 расположен с возможностью поворота двуплечий остановочный рычаг 416, контактное плечо 4161 которого при выдвинутом положении выдвижного упора 418 попадает на путь запасного патрона 21 на конвейере 6 для патронов. Ограничительное плечо 4162 при выдвигании выдвижного упора 418 находится вне пути запасного патрона 21. Перевод двуплечего остановочного рычага 416 происходит, как и в исполнении по фиг. 6, при прохождении запасного патрона 21 около двуплечего остановочного рычага 416, причем этот рычаг удерживается в состоянии покоя с помощью пружины растяжения 417, один конец которой размещен на двуплечем остановочном рычаге 416, а второй конец - на корпусе выдвижного упора 418.
Блок управления 43 содержит известные, не изображенные, запоминающие элементы, в которых в течение потребного времени хранятся необходимые данные, в частности, информация о взаимном расположении обслуживающего устройства 4 и запасного патрона 21, лежащего на конвейере 6 для патронов. Далее блок управления 43 содержит известные, не изображенные здесь, логические элементы, способные обрабатывать вышеуказанные данные по заданной программе, стирать или актуализовать данные, содержащиеся в запоминающих элементах, и передавать команды исполнительным органам, связанным с отдельными узлами машины и обслуживающего устройства 4. На двусторонних текстильных машинах блок управления 43 следит также за информацией о том, на какой стороне машины находится в данный момент обслуживающее устройство 4, причем одновременно в запоминающие элементы устройства управления 4 вводится информация, которую блок управления получил при выполнении действий на противоположной стороне машины, в частности, информация о положении запасного патрона 21 на конвейере 6 для патронов, если запасной патрон 21 находится на конвейере 6 для патронов, или информация об отсутствии запасного патрона 21 на конвейере 6 для патронов.
При изменении обслуживаемой стороны машины блок управления 43 вводит в запоминающие элементы информацию о стороне машины, на которой он завершил обслуживание, и выбирает данные о стороне машины, которую начинает обслуживать. Эти данные можно обеспечить, например, таким образом, что каждому рабочему месту присваивается обозначение, с точки зрения управления - адрес рабочего места, например, в числовой форме, содержащий, в частности, информацию о том, на какой стороне машины находится рабочее место, или взаимно противоположные рабочие места на обеих сторонах машины могут иметь одинаковые обозначения, а блок управления 43 получает информацию об изменении стороны машины в течение прохождения обслуживающего устройства 4 по участку между обслуживаемыми сторонами машины.
Конвейер 6 для патронов содержит не менее одной бесконечной ленты 62, которая расположена по крайней мере на двух блоках 63, из них по крайней мере один - подвижной, связанный с реверсивным приводом 61, взаимодействующим с блоком управления 43 обслуживающего устройства 4. Для обеспечения тщательного наблюдения за запасным патроном 21, для конвейера 6 для патронов может быть предусмотрен датчик 64 для контроля наличия запасного патрона 21 в начале конвейера 6 для патронов, причем этот датчик 64 присоединен к блоку управления 43 обслуживающего устройства 4. В исполнении, изображенном на фиг. 1 - 7, бесконечная лента 62 конвейера 6 для патронов состоит из двух параллельных бесконечных лент, на которых уложен патрон 2, но эта лента может быть выполнена любым известным способом.
Если при неудачной попытке возобновить намотку на пустой наматывающий патрон 22 произошло наматывание определенной длины пряжи, нити или другой линейной текстильной формы, обработанной на текстильной машине, то эту линейную текстильную форму необходимо устранить с наматывающего патрона 22, что можно сделать, например, путем отсасывания с помощью поисковой приставки 46. изображенной на фиг. 9 и 10, которая размещена на обслуживающем устройстве 4, соединена с известным, не изображенным источником вакуума и служит для поиска конца линейной текстильной формы на бобине после ее обрыва в ходе намотки.
Обслуживающее устройство 4 оснащено известным средством взаимодействия 47, связанным с блоком управления 43. В каждом рабочем месте машины против средства взаимодействия 47 обслуживающего устройства 4 расположен известный датчик 100 информации о состоянии рабочего места, в котором хранится по крайней мере информация о том, что рабочее место работает нормальным способом, или что в рабочем месте произошло нарушение рабочего процесса, т.е. и прекращение намотки. Кроме этой основной информации датчик 100 информации может содержать и другую информацию, например, адрес рабочего места, который может быть сформирован, например, из требуемого номера рабочего места и данного о стороне машины, или содержать только порядковый номер рабочего места, причем данное о стороне машины блок управления 43 обслуживающего устройства 4 определяет по величине этого порядкового номера и т.п. Передача информации между датчиком 100 информации в рабочем месте машины и средством взаимодействия 47 обслуживающего устройства 4 осуществляется известным способом непроводной связи, например, посредством инфракрасного излучения, при движении обслуживающего устройства 4 вдоль рабочих мест машины. В случае необходимости передачи информации от обслуживающего устройства 4 в рабочее место машины, к датчику 100 информации в рабочем месте машины добавляют известный, не изображенный приемник. Датчик 100 информации может быть размещен в разных местах рабочего места машины, причем устройство взаимодействия 47 должно быть размещено на обслуживающем устройстве так, чтобы обеспечивалась возможность его взаимодействия с датчиком 100 информации.
Обслуживающее устройство 4 далее оснащено множеством других известных механизмов, необходимых для обслуживания остальных узлов соответствующей машины, но они непосредственно не связаны с изобретением, и поэтому ни их изображение, ни описание не приведены.
При обслуживании рабочих мест обслуживающее устройство 4 перемещается вдоль рабочих мест соответствующей стороны машины, получает информацию о состоянии этих мест и в случае необходимости выполняет в рабочих местах нужные операции. При замене полной бобины пустым наматывающим патроном 22 или в случае отсутствия в наматывающем устройстве 1 наматывающего патрона 22, обслуживающее устройство 4 должно установить наматывающий патрон 22 в наматывающее устройство 1, между плечами патронодержателя 11 и сделать попытку начать намотку на вставленный пустой наматывающий патрон 22. При подходе обслуживающего устройства 4 к обслуживаемому рабочему месту в средстве манипуляции 42 обслуживающего устройства 4 находится наматывающий патрон 22. После подхода и остановки у рабочего места, которое требуется обслужить, обслуживающее устройство 4 сначала выявляет запросы рабочего места и затем начинает выполнять их. В случае, если требуется установить пустой наматывающий патрон 22 в наматывающее устройство 1, обслуживающее устройство 4 устанавливает доставленный им, уложенный в средстве манипуляции 42 пустой наматывающий патрон 22 между плечами патронодержателя 11 наматывающего устройства 1.
После выявления запроса на установку пустого наматывающего патрона 22 в наматывающее устройство 1 обслуживающее устройство 4 должно обеспечить, чтобы в средстве останова 41 своевременно - с точки зрения рабочего цикла обслуживающего устройства 4 - присутствовал запасной патрон 21. Во взаимосвязи с рабочим циклом обслуживающего устройства 4 и скоростью движения конвейера 6 для патронов это может быть реализовано несколькими способами, причем во всех способах должно быть предусмотрено укладывание патронов 2 из магазина 5 для патронов на конвейер 6 для патронов и их транспортирование по этому конвейеру к обслуживающему устройству 4.
Согласно одному из этих способов, блок управления 43 прослеживает наличие запасного патрона 21 на конвейере 6 для патронов и, например, на основании адресов рабочих мест, запоминает или оценивает, в каком направлении от обслуживаемого рабочего места находится запасной патрон 21 на конвейере 6 для патронов, и передает реверсивному приводу 61 конвейера 6 для патронов сигнал к вращению в определенном направлении, и тем самым запасной патрон 21 на конвейере 6 для патронов перемещается к обслуживающему устройству 4. В случае отсутствия запасного патрона 21 на конвейере 6 для патронов обслуживающее устройство 4 передает запрос на выборку патрона 2 из магазина 5 для патронов, патрон 2 освобождается из магазина и перемещается на конвейер 6 для патронов, подающий его к обслуживающему устройству 4 как запасной патрон 21. Обслуживающее устройство 4 останавливает запасной патрон 21 на конвейере 6 для патронов с помощью средства останова 41 и передает сигнал к остановке конвейера. Остановка конвейера 6 для патронов может осуществляться и по истечении определенного интервала времени, определяемого блоком управления 43 в зависимости от положения обслуживающего устройства 4 относительно магазина 5 для патронов.
Остановка запасного патрона 21 на конвейере 6 для патронов происходит таким образом, что на пути запасного патрона 21, прежде чем он переместится к обслуживающему устройству 4, выдвигается левый или правый остановочный палец 411 или 412 - в зависимости от того, с какой стороны запасной патрон 21 на конвейере 6 для патронов приближается к обслуживающему устройству 4. Например, если запасной патрон 21 на конвейере 6 для патронов приближается с правой стороны обслуживающего устройства 4, как изображено на фиг. 5, то на пути запасного патрона 21 выдвигается левый остановочный палец 411, на упор которого, в изображенном примере - конусный упор 413, набегает лобовая часть вызванного запасного патрона 21, и этот патрон останавливается. После остановки вызванного запасного патрона 21 выдвигается правый остановочный палец 412, упор которого, в изображенном примере выполнения - конусный упор 413, прилегает к заднему торцу вызванного запасного патрона 21 и прижимает этот запасной патрон 21 к упору левого остановочного пальца 411, и таким образом запасной патрон 21 неподвижно зажат в упорах и точно установлен в положении для его захвата средством манипуляции 42 обслуживающего устройства 4. Таким же способом можно обеспечить остановку и закрепление между остановочными пальцами 411, 412 как цилиндрического, так и конического запасного патрона 21, причем с точки зрения остановки запасного патрона 21 несущественно, подходит ли конический запасной патрон 21 к средству останова 41 обслуживающего устройства 4 сначала торцом большего диаметра, или торцом меньшего диаметра.
В том случае, если запасной патрон 21 приближается к обслуживающему устройству 4 с противоположной стороны, т.е. слева, как показано на фиг. 2, на его пути выдвигается сначала правый остановочный палец 412, в данном случае оснащенный цилиндрическим упором 414, а после остановки запасной" патрон 21 на конвейере 6 устанавливается упором, в изображенном примере выполнения - цилиндрическим упором 414, левого остановочного пальца 411. Следовательно, движение вызванного запасного патрона 21 на конвейере 6 для патронов затормаживается остановочным пальцем 411 или 412, более удаленным в направлении движения этого патрона к обслуживающему устройству 4, а после остановки устанавливается на конвейере 6 для патронов вторым остановочным пальцем 412 или 411 в положение захвата.
После установки наматывающего патрона 22 в плечах патронодержателя 11 наматывающего устройства 1 обслуживающее устройство 4 делает попытку возобновить намотку пряжи в наматывающем устройстве 1 на пустой наматывающий патрон 22, что, например, у роторной прядильной машины, означает размещение определенной длины вспомогательной пряжи каким-либо известным способом между прядильным местом и наматывающим устройством 1 с подготовленным наматывающим патроном 22, заводку заправочного конца вспомогательной пряжи в неизображенный ротор и начало наработки пряжи 7 на наматывающий патрон 22 в наматывающем устройстве 1 машины.
В случае удачной попытки возобновить намотку обслуживающее устройство 4 получает информацию об этом от соответствующих известных датчиков 8 наличия пряжи 7, размещенных на рабочем месте машины, или от известных, не изображенных датчиков, расположенных на обслуживающем устройстве 4, и средство манипуляции 42 поворачивается, устанавливая свой захват к конвейеру 6 для патронов, и с помощью элемента захвата 421 забирает подготовленный запасной патрон 21, установленный между остановочными пальцами 411 и 412 средства останова 41 на конвейере 6 для патронов, а затем поворачивается обратно в транспортное положение, после чего обслуживающее устройство 4 готово покинуть обслуживаемое рабочее место и переместиться к другому рабочему месту.
Вслед за этим из магазина 5 для патронов на конвейер 6 для патронов укладывается новый пустой патрон 2, но, в соответствии с данным способом, не позднее чем после остановки обслуживающего устройства 4 у следующего рабочего места и выявления запроса на укладывание пустого наматывающего патрона 22 в наматывающее устройство 1.
В случае неудачной попытки возобновить намотку средство манипуляции 42 возвращается к наматывающему патрону 22, установленному между плечами патронодержателя 11 наматывающего устройства 1, захватывает этот патрон и вынимает его из наматывающего устройства 1. Перед или вслед за этим обслуживающее устройство 4 известным способом снимает с этого наматывающего патрона 22 пряжу 7, если какая-то пряжа 7 была на него намотана. Если при попытке возобновить намотку определенная длина пряжи 7 наматывается на наматывающий патрон 22, то она образует кольцо вблизи одного торца наматывающего патрона 22, где создается запас пряжи 7. Эта длина пряжи 7 - короткая, и ее можно легко устранить путем отсасывания, например, поисковой приставкой 46, которая подводится к наматывающему патрону 22 или пока он находится в наматывающем устройстве 1, или после его съема с наматывающего устройства 1 средством манипуляции 42 обслуживающего устройства 4. Обслуживающее устройство 4 может несколько раз повторять установку наматывающего патрона 22 в наматывающее устройство 1 и после каждого повторения снова пробовать возобновить намотку. Если последняя запрограммированная попытка оказывается тоже неуспешной, то она завершается съемом наматывающего патрона 22 с наматывающего устройства 1 с предшествующим или последующим устранением возможных остатков пряжи 7 и перемещением средства манипуляции 42 с наматывающим патроном 22 в транспортное положение. Одновременно средство останова 41 обслуживающего устройства 4 освобождает запасной патрон 21 от зажима на конвейере 6 для патронов, отводя оба остановочных пальца 411, 412 обратно, и оставляет этот запасной патрон 21 в свободном положении на конвейере 6 для патронов. Тем самым обслуживающее устройство 4 готово покинуть обслуживаемое рабочее место и переместиться к следующему рабочему месту.
Блок управления 43 обслуживающего устройства 4 прослеживает, в каком направлении от покидаемого рабочего места перемещается обслуживающее устройство 4, получая таким образом информацию о том, в каком направлении от обслуживающего устройства 4 находится уложенный на конвейере 6 для патронов запасной патрон 21, что представляет собой определение взаимного расположения обслуживающего устройства 4 и запасного патрона 21 на конвейере 6 для патронов, в зависимости от которого выбирается направление движения конвейера 6 для патронов на соответствующей стороне машины при вызове блоком управления 43 запасного патрона 21 к обслуживающему устройству 4. При изменении обслуживаемой стороны машины блок управления 43 обслуживающего устройства 4 запоминает данные о положении запасного патрона 21 на той стороне машины, где он закончил обслуживание, и выбирает (из ЗУ) те же данные о стороне машины, которую начинает обслуживать.
В случае, когда для обслуживания какого-нибудь следующего рабочего места обслуживаемому устройству 4 нужен пустой патрон 22, его блок управления 43 передает реверсивному приводу 61 конвейера 6 для патронов команду включения подачи запасного патрона 21 конвейером 6 для патронов в направлении к обслуживающему устройству 4. Между тем обслуживающее устройство 4 подготавливает соответствующий остановочный палец 411 или 412 к остановке запасного патрона 21, а после его остановки устанавливает запасной патрон 21 на конвейере 6 для патронов путем выдвигания второго остановочного пальца 412 или 411.
Согласно следующему варианту способа питания мест намотки на текстильной машине пустыми патронами 2, в случае неудачной попытки возобновить намотку в рабочем месте, выполняются все шаги, как и в предыдущем варианте, но после освобождения запасного патрона 21 на конвейере 6 для патронов от зажима между остановочными пальцами 411, 412 средства останова 41, когда запасной патрон 21 свободно лежит на конвейере 6 для патронов, а обслуживающее устройство 4 начинает перемещаться для обслуживания следующего рабочего места, реверсивный привод 61 конвейера 6 для патронов получает от блока управления 43 сигнал обратного хода, начинает двигаться обратно и перемещает запасной патрон 21 в начало конвейера, после чего останавливается. При данном способе обслуживающее устройство 4 не должно контролировать взаимное расположение самого устройства и положение запасного патрона 21 на конвейере 6 для патронов, и по запросу обслуживающего устройства 4 к нему перемещается запасной патрон 21 всегда из начала конвейера 6.
При использовании данного способа новый патрон 2 из магазина 5 для патронов можно укладывать на конвейер 6 для патронов или сразу же после съема запасного патрона 21 с конвейера 6 для патронов, или так же, как это делается по предыдущему способу.
В следующем варианте способа питания мест намотки на текстильной машине патронами 2, в случае неудачной попытки возобновить намотку запасной патрон 21 освобождается от зажима между остановочными пальцами 411, 412 обслуживающего устройства 4, и конвейер 6 для патронов начинает двигаться в том же направлении, как и обслуживающее устройство 4, так что запасной патрон, в это время свободно лежащий на конвейере, следует за обслуживающим устройством 4. Реверсивный привод 61 конвейера 6 для патронов может приводиться в действие в соответствующем направлении, как только начнет двигаться обслуживающее устройство 4, причем запасной патрон 21 на конвейере 6 для патронов должен постоянно тормозиться за счет выдвигания соответствующего остановочного пальца 411 или 412, при этом второй остановочный палец 412 или 411 выключен.
В данном случае обслуживающее устройство 4 постоянно увозит с собой запасной патрон 21, а при подходе к следующему обслуживаемому месту запасной патрон 21 может быть за счет выдвигания второго остановочного пальца 412 или 411 установлен в положение захвата, в котором запасной патрон 21 подготовлен к захвату средством манипуляции 42 обслуживающего устройства 4 - в случае удачной попытки возобновить намотку на пустой наматывающий патрон 22. После съема запасного патрона 21 с конвейера 6 для патронов на этот конвейер, аналогично предыдущему способу, в соответствующий момент укладывается следующий пустой патрон 2 из магазина 5 для патронов и в установленное время подается к обслуживающему устройству 4.
С целью предотвращения опасности выпадения запасного патрона 21, который, в соответствии с предыдущим способом, при перемещении обслуживающего устройства 4 постоянно, за счет движения конвейера 6 для патронов, прижимается к упору соответствующего остановочного пальца 411 или 412 и тормозится этим остановочным пальцем 411 или 412, в следующем варианте способа питания наматывающих устройств 1 на текстильной машине пустыми патронами 2 запасной патрон 21, даже после неудачной попытки возобновить намотку на пустой наматывающий патрон 22, остается зажатым в положении захвата в средстве останова 41 обслуживающего устройства 4, так что при перемещении обслуживающего устройства 4 подается по конвейеру 6 для патронов в средстве останова 41.
Для данного варианта способа при его применении на односторонней машине или для двусторонних машин, у которых каждая сторона обслуживается индивидуальным обслуживающим устройством 4, могут быть использованы все варианты исполнения средств останова 41, поскольку во всех (случаях запасные патроны 21 подаются к обслуживающему устройству 4 с одной и той же стороны обслуживающего устройства 4. Для двусторонней машины, обслуживаемой одним обслуживающим устройством 4, могут быть использованы только те средства останова 41, в которые запасные патроны 21 могут подаваться с обеих сторон.
При этом несущественно, были ли оба патрона 21, 22 установлены в обслуживающее устройство 4 обслуживающим персоналом при пуске машины, или если оба патрона 21, 22 были поданы к обслуживающему устройству 4 последовательно из магазина 5 по конвейеру 6 для патронов.
При удачной попытке возобновить намотку на пустой наматывающий патрон 22, средство манипуляции 42 захватывает запасной патрон 21, установленный между остановочными пальцами 411, 412 в положении захвата. Последующий съем запасного патрона 21 с конвейера 6 для патронов блок управления 43 обслуживающего устройства 4 оценивает как отсутствие запасного патрона 21 на конвейере 6 для патронов. Отсутствующий запасной патрон 21 может быть на конвейере 6 для патронов дополнен из магазина 5 для патронов или немедленно после его захвата и съема с конвейера 6 для патронов, или в другой временной последовательности в соответствии с каким-нибудь из вышеприведенных способов.
Этот способ позволяет сократить время присутствия обслуживающего устройства 4 в обслуживаемом рабочем месте, поскольку даже в наиболее удаленном месте машины исключена опасность несвоевременного перемещения запрошенного запасного патрона 2 к обслуживающему устройству 4.
В некоторых применяемых до сих пор типах обслуживающих устройств 4, здесь не изображенных, для перенесения патрона 2 между конвейером 6 для патронов и наматывающим устройством 1 используются два механизма, т.е. передающий механизм, служащий для захвата запасного патрона 21 на конвейере 6 для патронов и перенесения этого патрона в особое промежуточное положение передачи, в котором осуществляется точная установка патрона и передача его укладывающему механизму, который устанавливает патрон в плечах 11 патронодержателя наматывающего устройства 1 как наматывающий патрон 22. При неудачной попытке возобновить намотку этот наматывающий патрон 22 вынимается из наматывающего устройства 22 с помощью вышеупомянутого укладывающего механизма.
Наматывающий патрон 22, после неудачной попытки возобновить намотку, может выниматься из наматывающего устройства также с помощью специально приспособленного для этой цели механизма, смонтированного на обслуживающем устройстве 4, наличие которого, однако, представляется излишним, поскольку механизмы, служащие для установки наматывающего патрона 22 в наматывающее устройство 1, могут служить и для его съема, причем в некоторых случаях требуют внесения изменений. Однако, во всех случаях съем наматывающего патрона 22 с наматывающего устройства 1 осуществляется механизмом, входящим в состав обслуживающего устройства 4.
Согласно следующему способу питания наматывающих устройств на текстильной машине пустыми патронами 2, наматывающий патрон 22 находится в средстве манипуляции 42 не позже чем перед началом установки наматывающего патрона 22 в наматывающее устройство 1. Пустой запасной патрон 21 отправляется из магазина 5 для патронов только после выявления удачного осуществления попытки возобновить намотку, например, на основании сигнала датчика 8 наличия пряжи 7, далее останавливается и устанавливается с помощью средства останова 41 обслуживающего устройства 4, а затем захватывается средством манипуляции 42 обслуживающего устройства 4 или в ходе перемещения обслуживающего устройства 4 к следующему обслуживаемому рабочему месту машины, или после прихода обслуживающего устройства 4 в следующее обслуживаемое рабочее место машины, так что перед началом установки наматывающего патрона 22 в наматывающее устройство 1 этот наматывающий патрон 22 подготовлен в средстве манипуляции 42 обслуживающего устройства 4. В случае неудачной попытки возобновить намотку наматывающий патрон 22 вынимается из наматывающего устройства 1 и аналогично предыдущим способам подготавливается к последующей установке в наматывающее устройство 1. Если в обслуживаемом рабочем месте машины не удается возобновить намотку ни после повторения установленного числа попыток возобновления намотки, то при уходе с обслуживаемого рабочего места этот наматывающий патрон 22 остается в средстве манипуляции 42 обслуживающего устройства 4 и перемещается вместе с ним к следующему обслуживаемому рабочему месту. Этот цикл повторяется вплоть до удачного возобновления намотки пряжи 7 на установленный пустой наматывающий патрон 22, после чего к обслуживающему устройству 4 отправляется следующий пустой патрон 2 из магазина 5 для патронов. Этот способ может быть использован на текстильных машинах, оснащенных быстродействующими конвейерами.
| название | год | авторы | номер документа |
|---|---|---|---|
| ХОДОВАЯ ЧАСТЬ ОБСЛУЖИВАЮЩЕГО УСТРОЙСТВА ДВУСТОРОННЕЙ ТЕКСТИЛЬНОЙ МАШИНЫ | 1995 |
|
RU2129624C1 |
| Устройство для направления уточной нити в бердо к многозевному ткацкому станку | 1973 |
|
SU461995A1 |
| Устройство для укладки и транспортировки бобин с пряжей | 1987 |
|
SU1636314A1 |
| Устройство для ручной смены шпуль на текстильной машине | 1983 |
|
SU1316966A1 |
| Устройство для бескольцевого напрядения | 1972 |
|
SU586210A1 |
| Устройство для подачи патронов | 1984 |
|
SU1440834A1 |
| Устройство для образования запаса патронов у намоточных блоков текстильной машины | 1983 |
|
SU1357330A1 |
| Устройство для бескольцевого прядения | 1974 |
|
SU579356A1 |
| Устройство для разъединения и подачи волокон в прядильную камеру бескольцевой прядильной машины | 1985 |
|
SU1518416A1 |
| Устройство для оттягивания и наматывания пряжи | 1984 |
|
SU1787917A1 |


Изобретение относится к текстильной промышленности и касается способа питания наматывающих устройств текстильной машины пустыми патронами. Текстильная машина содержит множество рядом расположенных по крайней мере в одном ряду рабочих мест, в состав которых входит наматывающее устройство. На одном конце машины размещен магазин для патронов, сопряженный с расположенным вдоль ряда рабочих мест текстильной машины конвейером для патронов. Вдоль этого ряда размещено с возможностью перемещения обслуживающее устройство, содержащее средство манипуляции для перенесения патрона с конвейера для патронов в наматывающее устройство. Перед попыткой возобновить намотку на пустой наматывающий патрон с помощью упомянутого средства манипуляции обслуживающего устройства пустой наматывающий патрон устанавливается в наматывающее устройство. При неудачном завершении попытки возобновить намотку наматывающий патрон вынимается обслуживающим устройством из наматывающего устройства. Изобретение также касается устройства для осуществления этого способа и устройства останова патронов при осуществлении этого способа и позволяет облегчить обслуживание рабочих мест текстильной машины. 5 с. и 6 з.п. ф-лы, 10 ил.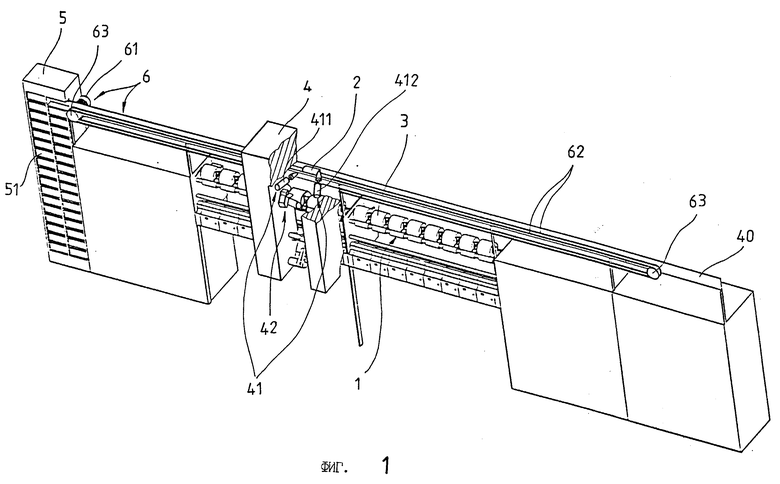
| СПОСОБ ПОЛУЧЕНИЯ N-n-СУЛЬФАМИДО-ФЕНИЛ- ХРОМОН-2-КАРБОНАМИДОВ | 0 |
|
SU262726A1 |
| МАТЕРИАЛ ДЛЯ СВАРКИ ТИТАНОВЫХ СПЛАВОВ | 0 |
|
SU261150A1 |
| DE 3836197 A1, 24.05.89 | |||
| Устройство для подачи патронов к намоточным блокам текстильной машины | 1989 |
|
SU1669842A1 |
| EP 0452978 A1, 23.10.91 | |||
| Устройство для подачи шпуль к прядильным и крутильным машинам при замене наработанных паковок | 1974 |
|
SU643558A1 |

