Настоящее изобретение относится к конвейерно-подборочным или относящимся к ним устройствам, т.е. устройствам, приспособленным для использования при подборке и складировании "изделий", например, готовых строительных деталей. Изобретение, в частности, хотя и не исключительно, касается усовершенствования подборочных устройств, предназначенных для использования на заводе по производству цементной кровельной черепицы.
Важными операциями в процессе производства цементной кровельной черепицы является формирование черепицы на металлических поддонах, отверждение раствора, отделение затвердевшей черепицы от поддонов и упаковка конечной продукции. Основное назначение подборочных устройств заключается в создании штабелей готовой к упаковке затвердевшей черепицы.
В частности, из патента EP 0173436 A1, 5.03.86 известно конвейерно-подборочное устройство, содержащее средство формирования штабелей изделий для использования при формировании штабелей изделий, включающее в себя множество опор, на каждой из которых в процессе использования устройства формируются последовательно штабели изделий, причем устройство содержит также первичное подающее устройство, включающее в себя подающий конвейер, и вторичное подающее устройство, включающее в себя вертикальный полочный конвейер для подачи посредством полок изделия к средству формирования штабелей в условиях "без нагрузки".
Однако в процессе продвижения к подборочным устройствам и прохождения через них черепица может подвергаться ударным нагрузкам, связанным с внезапным прекращением и возобновлением движения, характерным для известных подборочных устройств. При таких условиях возможно повреждение черепицы. Повреждения могут оказаться визуально обнаруженными, что позволит удалить поврежденную черепицу до того, как она была упакована.
Однако часто бывает, что возникшие в результате указанных ситуаций повреждения в форме волосовидных трещин не видны человеческому глазу, и эти трещины могут проявиться только в процессе работы с черепицей или под воздействием погодных условий, в результате чего происходит обламывание углов черепицы.
Поэтому задачей настоящего изобретения является предложение усовершенствованного подборочного устройства, пригодного для использования на заводе по производству черепицы, в котором ударные нагрузки, которым подвергается поступающая и проходящая через устройство черепица, сводятся к минимуму, т.е. к "безнагрузочным" или по существу "безнагрузочным" условиям, так что штабелирование черепицы может осуществляться с высокой скоростью, т.е. до 2000 черепиц в минуту.
Поставленная задача решается благодаря тому, что в известном конвейерно-подборочном устройстве, содержащем средство (24) формирования штабелей изделий для использования при формировании штабелей изделий (T), включающее в себя множество опор (26, 28), на каждой из которых в процессе использования устройства формируются последовательно штабели изделий (T), причем устройство содержит также первичное подающее устройство (20), включающее в себя подающий конвейер (42), и вторичное подающее устройство (22), включающее в себя вертикальный полочный конвейер (140) для подачи посредством полок изделия (T) к средству (24) формирования штабелей в условиях "без нагрузки", в соответствии с изобретением первичное подающее устройство снабжено вторым подающим конвейером (54) и средством (72) регулирования скорости, выполненным с возможностью регулирования скорости подачи изделий (T) от первичного подающего устройства (20) ко вторичному подающему устройству (22), при этом устройство снабжено приводными средствами (218, 242), связанными с опорами (26, 28) с возможностью последовательного перемещения опор по пространственному маршруту, включающему рабочий участок (244) с входным концом (248) и нерабочий участок (246) с нижним концом (262), и с возможностью перемещения этих опор со скоростью, обеспечивающей возвращение каждой опоры (26, 28) к входному концу при прохождении предыдущей опоры (26, 28) по рабочему участку (244) с приближением к его нижнему концу.
В устройстве приводные средства (218, 242) могут включать в себя несущие элементы по одному для каждой из опор (26, 28) соответственно или по два бесконечных несущих элемента для каждой из опор (26, 28) соответственно.
Желательно, чтобы несущие элементы, связанные с опорами (26, 28), охватывали соответствующие ведомые (188, 190, 198, 200) и холостые колеса, размещенные в устройстве возле противоположных концов рабочего и нерабочего участка (244, 246) пространственного маршрута соответственно.
Обычно ведомые и холостые колеса в соответствующих концах рабочего и нерабочего участков (244, 246) пространственного маршрута установлены на совпадающих осях (208).
Желательно, чтобы несущие элементы включали в себя цепи (184, 186, 194, 196), а ведомые и холостые колеса были образованы звездочками (188, 190, 198, 200).
При этом средство регулирования скорости (72) может включать в себя входящие в зацепление с изделием колеса (58, 60, 62, 64, 66) для захвата изделий (T), поступающих к ним по подающему конвейеру (54) первичного подающего устройства для регулирования скорости перемещения изделий (T) для снижения или устранения ударных нагрузок, воздействующих на изделия (T) при достижении ими вторичного подающего устройства.
Полки (144, 146) вертикального полочного конвейера (140) обычно размещают для перемещения изделий попарно с расположением образующих каждую пару полок на противоположных сторонах пространственного маршрута опор (26, 28).
Ниже в качестве примера приведено подробное описание конвейерно-подборочного устройства, причем описание выполнено со ссылкой на прилагаемые чертежи, на которых:
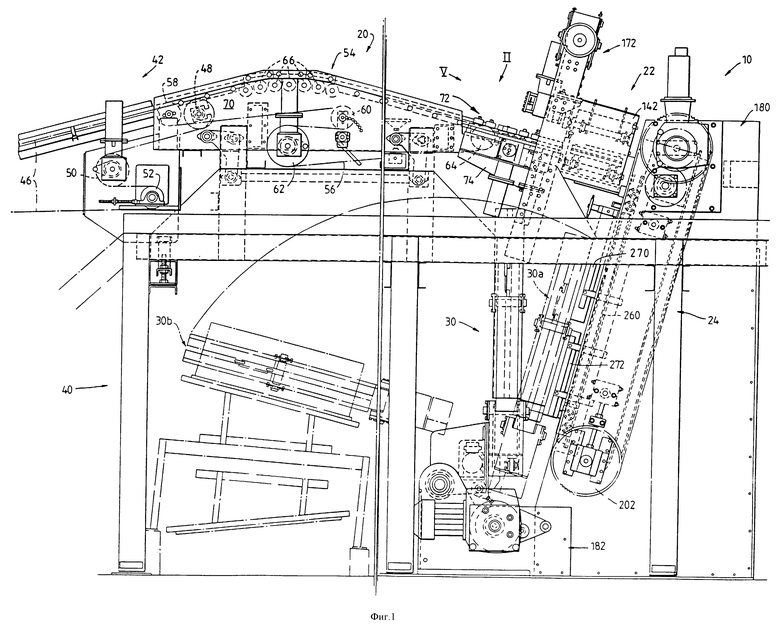
на фиг. 1 показано изображение конвейерно-подборочного устройства сбоку;
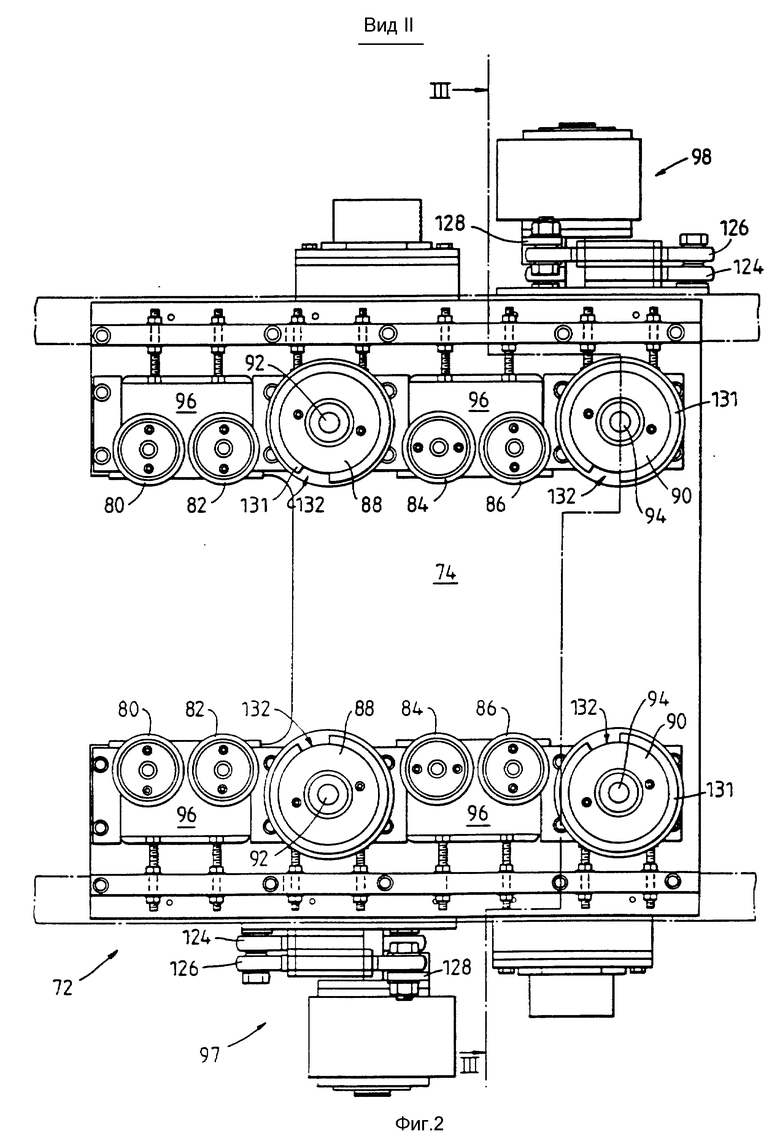
на фиг. 2 показано частичное изображение в плане в направлении, указанном стрелкой II на фиг. 1;
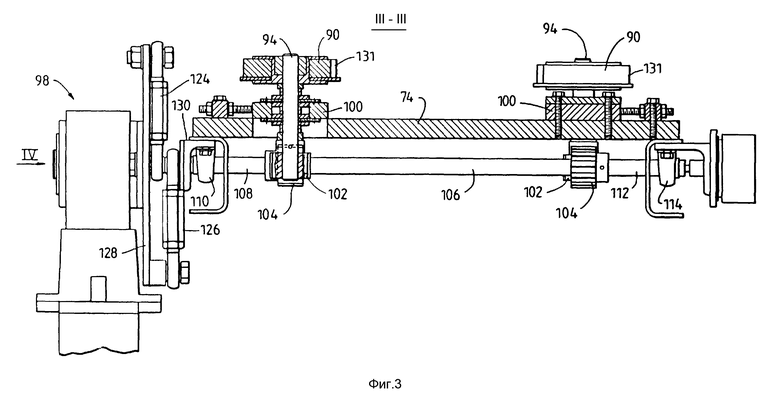
на фиг. 3 показано изображение в разрезе, выполненное в целом по линии III-III на фиг. 2;
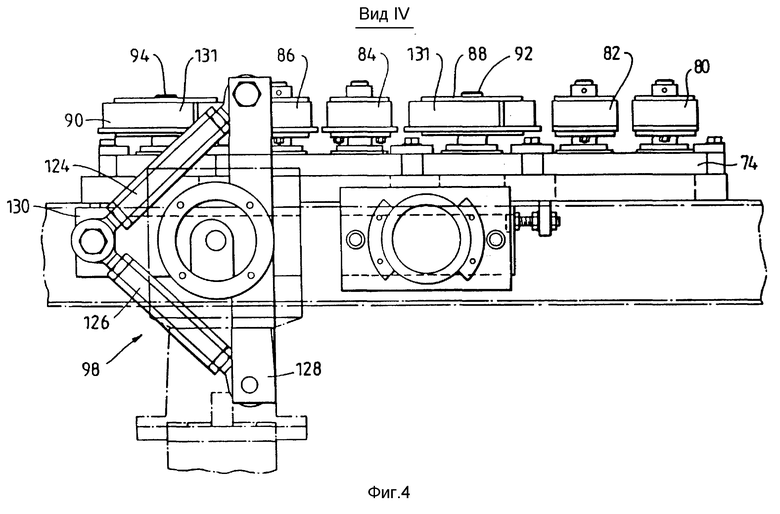
на фиг. 4 показано частичное изображение в разрезе, выполненное в целом в направлении стрелки IV на фиг. 3;
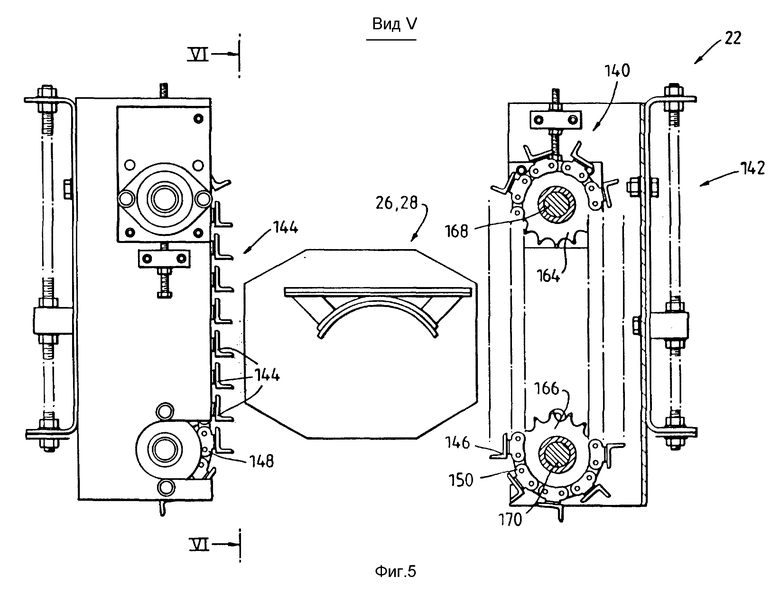
на фиг. 5 показано изображение, выполненное в целом в направлении стрелки V на фиг. 1;
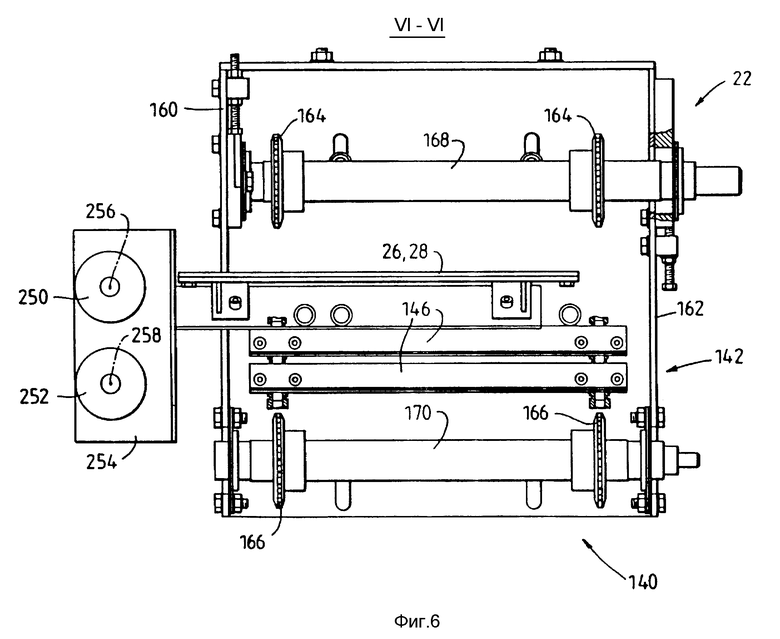
на фиг. 6 показано изображение, выполненное в целом по линии VI-VI на фиг. 5;
на фиг. 7 показано изображение, соответствующее фиг. 5, но с деталями, указанными в положении, соответствующем более поздней стадии производственного процесса на подборочном устройстве;
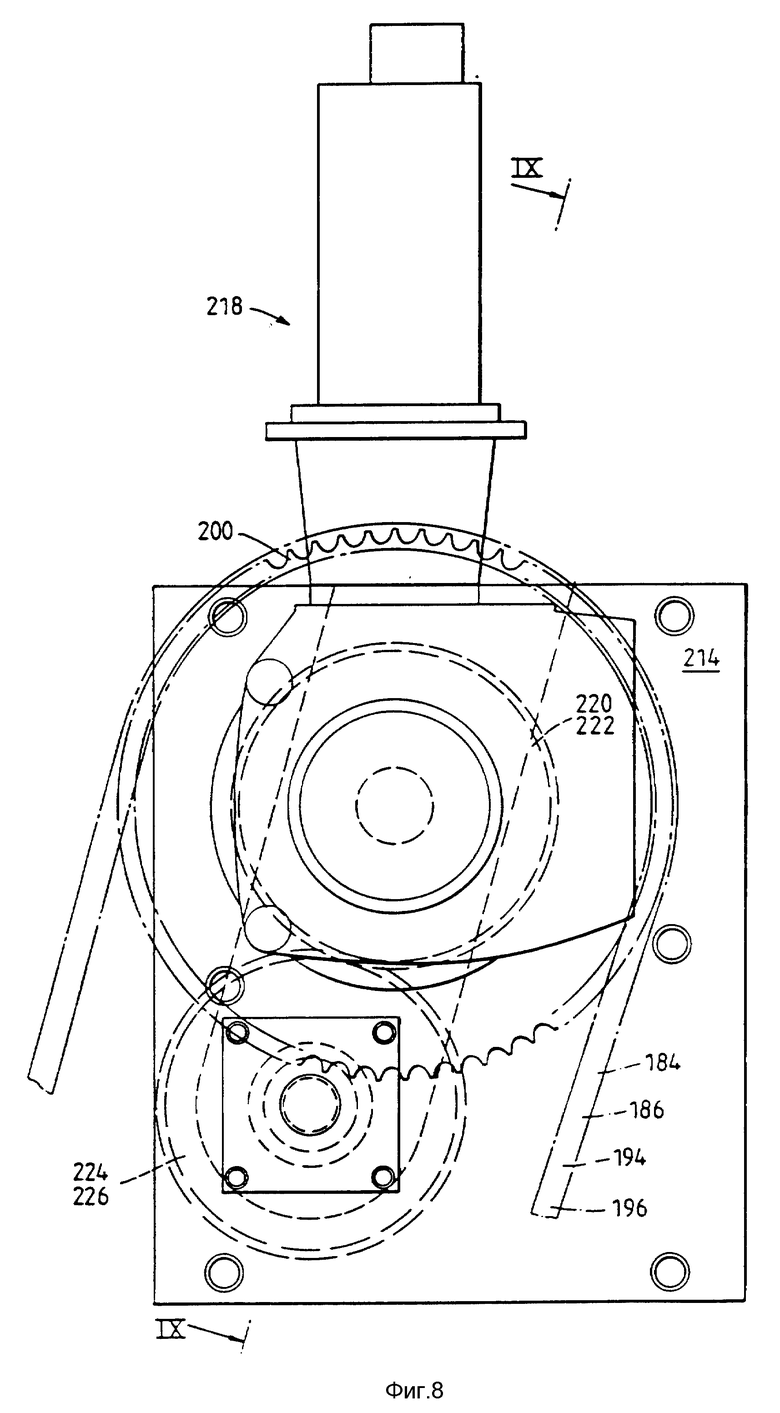
на фиг. 8 показано увеличенное изображение сбоку некоторых деталей, показанных на фиг. 1;
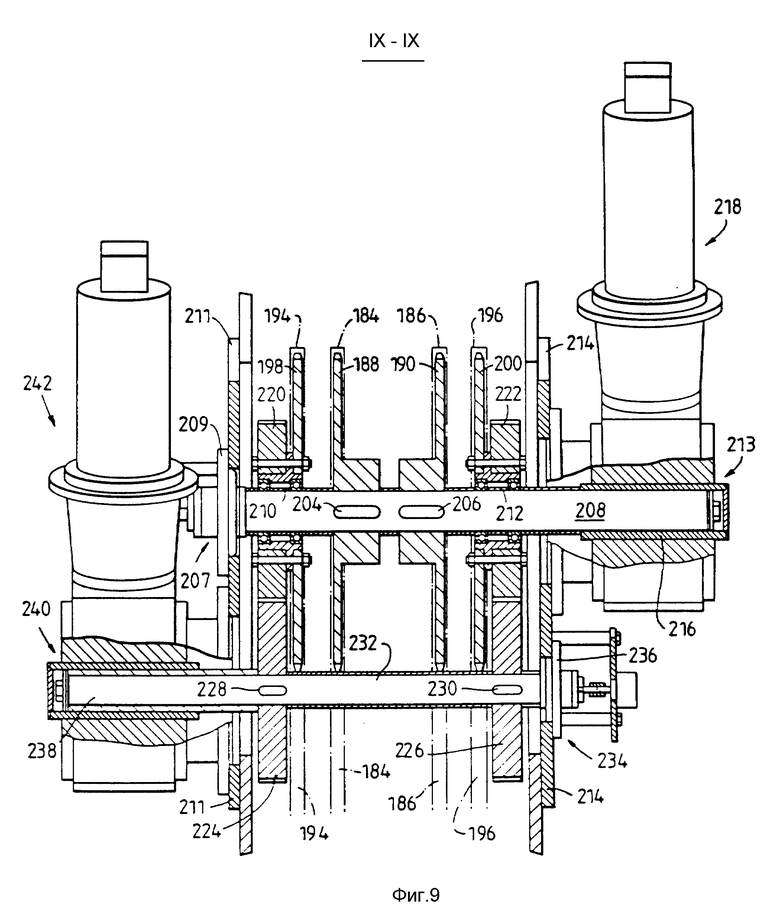
на фиг. 9 показано изображение в разрезе в целом вдоль линии IX-IX на фиг. 8;
на фиг. 10a-10j схематически показано положение частей подающего средства на последовательных стадиях производственных процессов; и
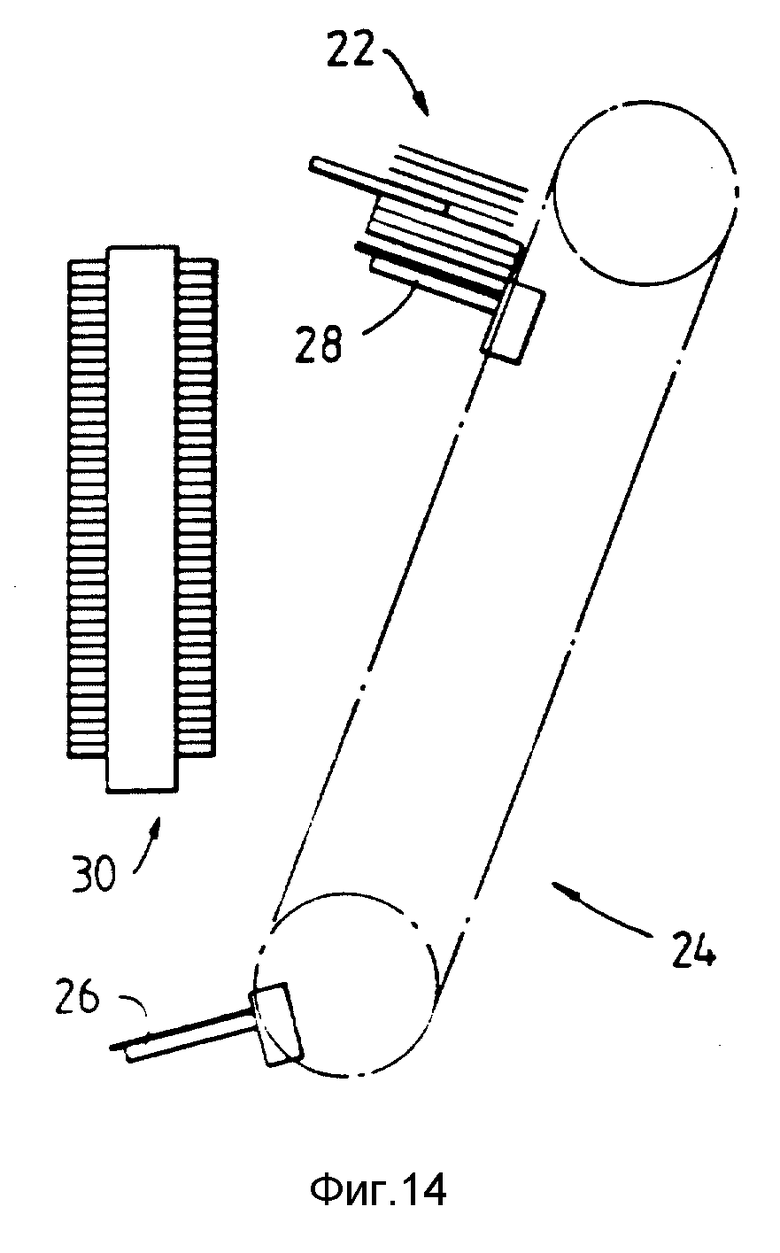
на фиг. 11-14 схематически представлены части подборочного устройства в положении на различных этапах производственного процесса.
Сортировочная система, обозначенная на фиг. 1 позицией 10, обычно включает первичное подающее устройство 20, предназначенное для последовательной подачи цементной черепицы T, вторичное подающее устройство 22 для размещения поступающей в него черепицы по определенной схеме через некоторые интервалы, средство 24 формирования штабелей, состоящее из двух опор 26 и 28 (см. фиг. 5, 7 и 11-14), на которых формируются штабеля черепицы T, устройство захвата штабелей 30 для съема штабеля черепицы T, сформированного на указанных опорах, а также синхронизирующее средство (не показано), обеспечивающее точную синхронизацию работы различных приводных средств устройства 10.
Подборочное устройство 10 опирается на смонтированную на полу рамную конструкцию 40 (см. фиг. 1), причем по большей части длины рама поддерживает первичное подающее устройство 20, состоящее из первичного подающего многокордного конвейера 42 обычной конструкции. Так, конвейер 42 включает двойной корд 46, проходящий по связанным парам колес 48, 50 и 52, установленным с возможностью вращения в левой части основной рамы 40 (фиг. 1), причем на чертеже показано только по одному из каждой пары колес 48, 50 и 52.
За указанным конвейером 44 первичное подающее устройство 20 включает также многокордный конвейер 54, двойные корды 56 которого пропущены по связанным парам колес 58, 60, 62, 64 и роликам 66. Колеса 60 и 62 образуют часть средств натяжения корда, также имеющих обычную конструкцию. Все указанные колеса 58, 60, 62 и 64, из которых на фиг. 1 показано только по одному, и ролики 66 установлены с возможностью вращения на части 70 основной рамы 40, как показано на фиг. 1.
Первичное подающее устройство 20 включает также средство 72 регулирования скорости, расположенное на части 74 основной рамы 40 за конвейером 54, как показано на фиг. 1. Средство 72 (см. в особенности фиг. 2, 3 и 4) состоит из противоположных пар холостых роликов 80, 82, 84 и 86 и двух противоположных пар ведомых роликов 88 и 90, между которыми в процессе использования устройства конвейерами 44 и 54 последовательно подаются черепицы T, загружаемые затем с регулируемой скоростью на вторичное подающее устройство 22, как будет более подробно описано далее.
Вторичное подающее устройство (фиг. 5, 6 и 7) включает обычный вертикальный полочный конвейер 140, установленный на части 142 основной рамы 40 (фиг. 1). Такой конвейер 140 состоит из расположенных против друг друга пар полок 144, 146, размещенных на соответствующих парах ведомых цепей 148 и 150 соответственно (фиг. 5 и 7).
Цепи 148 расположены на верхней и нижней звездочках (не показаны), которые в свою очередь установлены на ведущем и ведомом валах 156 и 158 соответственно, размещенных на передней и задней стенках 160 и 162 части рамы 142 (фиг. 5 и 6).
Аналогичным образом цепи 150 расположены на верхней и нижней звездочках 164 и 166, которые в свою очередь установлены на ведущем и ведомом валах 168 и 170 соответственно, размещенных на передней и задней стенках 160 и 162 части рамы 142 (фиг. 6).
Ведущие валы 156 и 168 соединены между собой соответствующими средствами (не показаны), причем приводное средство 172, смонтированное на части рамы 142 и соединенное с валом 156, вызывает в процессе работы подборочного устройства 10 перемещение полок 144 и 146 вниз, что будет полностью описано ниже.
Средство формирования штабелей 24 установлено соответственно между верхней и нижней частями 180 и 182 основной рамы 40 (фиг. 1).
Средство 24 включает первую пару бесконечных цепей 184 и 186, несущих опору 26, причем цепи 184 и 186 расположены на верхних звездочках 188 и 190 соответственно и совмещенных с ними нижних звездочках (не показаны) (см. фиг. 1, 8 и 9).
Средство 24 включает также первую пару бесконечных цепей 194 и 196, несущих опору 28, причем цепи 194 и 196 расположены на верхних звездочках 198 и 200, соответственно, и совмещенных с ними звездочках, только одна из которых показана как позиция 202 на фиг. 1.
Как показано на фиг. 9, звездочки 188 и 190 установлены с помощью шпонок в точках 204 и 206 на ведущем валу 208; однако звездочки 198 и 200 могут свободно вращаться на соответствующих подшипниках 210 и 212, также установленных на валу 208.
Вал 208, который установлен своим левым концом 207 в подшипнике 209, закрепленном на стенке 211 части рамы 180, имеет правый конец 213, пропущенный через боковую стенку 214 части рамы 180 (фиг. 9) для зацепления со шпоночной передачей 216 приводного средства 218. Таким образом, в процессе применения подборочного средства 10 приводное средство 218 осуществляет через посредство шпоночной передачи 216, вала 208, установленных на шпонках звездочек 188 и 190, привод цепей 184 и 186 и, соответственно, опоры 26.
Как показано также на фиг. 9, звездочки 198 и 200 снабжены соосными зубчатыми колесами 220 и 222 соответственно, находящимися в зацеплении с зубчатыми колесами 224 и 226 соответственно, которые в свою очередь неподвижно закреплены в точках 228 и 230 на ведущем валу 232 (фиг. 1, 8 и 9).
Вал 232, который установлен своим правым концом 234 в подшипнике 236, закрепленном на стенке 214 части рамы 180, имеет левый конец 238, пропущенный через боковую стенку 211 части рамы 180 (фиг. 9) для зацепления со шпоночной передачей 240 приводного средства 242. Таким образом, в процессе применения подборочного средства 10 приводное средство 242 осуществляет через посредство шпоночной передачи 240, вала 232, установленных на шпонках звездочек 224 и 226, зубчатых колес 220 и 222 и звездочек 198 и 200 привод цепей 194 и 196 и, соответственно, опоры 28.
За счет описанной компоновки в процессе использования подборочного устройства 10 опоры 26 и 28 независимо поддерживаются для последовательного перемещения по одной замкнутой траектории, включающей рабочий участок 244, на котором формируются штабели черепицы T и нерабочий участок 246, по которому опоры 26 и 28 проходят с сопоставимой скоростью, при которой одна из них возвращается к входному концу 248 рабочего участка 244, в то время как другая достигает нижнего конца рабочего участка 244 (фиг. 11).
Опоры 26 и 28 средства формирования штабелей 24 снабжены каждая роликовыми элементами 250 и 252 на выступающих назад кронштейнах 254 (см., в частности, фиг. 1 и 6), где два таких ролика 250 и 252 размещены на совмещенных осях 256 и 258 соответственно (фиг. 6).
Средство формирования штабелей 24 включает также прилегающие к описанному рабочему участку 244 рельсовые направляющие 260, только одна из которых показана пунктиром на фиг. 1, причем эти рельсовые направляющие 260 находятся в зацеплении с роликами 250 и 252, не допуская во время работы подборочного устройства смещения опор назад, т.е. вправо, если смотреть на фиг. 1, или влево, если смотреть на фиг. 6.
Средство формирования штабелей 24 включает далее пары верхних и нижних направляющих элементов 270 и 272 для штабелей, только один из которых показан на фиг. 1. Пары направляющих элементов 270 и 272 простираются между верхней и нижней частями рамы 180 и 182 и закреплены на них, накрывая рабочий участок 244 опор 26 и 28 и образуя боковые опоры для штабелей черепицы T, формирующихся на них в процессе использования подборочного устройства.
Устройство захвата штабелей 30 имеет обычную конструкцию и не будет описываться здесь подробно. Достаточно сказать, что устройство 30 поворотно установлено на части рамы 182 для перемещения между положением загрузки, показанным пунктирной линией 30a, в котором его захваты накрывают штабель черепицы T, и положением выгрузки 30b (фиг. 1).
В процессе использования являющегося предметом настоящего изобретения подборочного устройства 10 черепицы T подаются последовательно на некотором расстоянии между собой или будучи уложенными рядом друг с другом конвейером 42 к конвейеру 54 и таким образом к средству регулирования скорости 72.
Первая черепица T1, приближающаяся к средству 72, захватывается противоположными парами холостых роликов 80 и 82 и затем противоположными парами ведомых роликов 88.
Как показано выше, ролики снабжены упругими накладками 131 с зазорами, охватывающими их периферию, а зазоры 132 в накладках 131 расположены таким образом, что противоположные ведущие кромки черепицы T1 попадают в зазоры 132 (фиг. 10a и 10b), облегчая таким образом взаимозацепление между роликами 88 и черепицей T1.
Привод роликов 88 осуществляется с периферийной скоростью, превышающей линейную скорость черепицы T1, с целью ускорить перемещение черепицы T1 и отделить ее от следующей за ней черепицы T2 (фиг. 10c, 10d, 10e и 10f).
Как показано на фиг. 10 и 10f, противоположные ведущие кромки черепицы T1 приближаются и попадают в зазоры 132 противоположных ведомых валков 90. Таким образом, черепицы T1 отделяются от черепицы T2, чьи противоположные ведущие кромки теперь приближаются и попадают в зазоры 132 роликов 88, как показано на фиг. 10g, 10h и 10i.
В это время скорость продвижения черепицы T1 уменьшается противоположными ведомыми роликами 90 (фиг. 10i и 10j), причем видно, что черепица T2 нагоняет черепицу T1; однако в этот момент черепица T1 покидает средство регулирования скорости 72 и попадает на пару полок 144, 146 вторичного подающего устройства 22 непосредственно над опорой 26 или 28, как показано на фиг. 6.
Следующие одна за другой черепицы T1 - T40 подаются конвейерами 42 и 54 и средством регулирования скорости 72 на входной конец рабочего участка 244 пространственного маршрута, описанных выше, причем черепицы поступают на второе подающее устройство 22 в условиях "без нагрузки" или практически "без нагрузки", что уменьшает вероятность появления поврежденных черепиц, а черепицы укладываются на полках 144, 146 средства 22 через определенные интервалы.
По мере того, как следующие одна за другой черепицы T1 - T40 поступают на вторичное подающее устройство 22, приводное средство 172 действует таким образом, что опускает полки 144, 146, благодаря чему наиболее низко расположенные через интервалы черепицы укладываются на опору 26 или 28, или на предшествующие черепицы, уложенные на эти опоры 26 или 28; черепицы и в этом случае укладываются "без нагрузки" или практически "без нагрузки", что предупреждает нежелательное повреждение черепиц (фиг. 11). Для того чтобы облегчить укладку черепиц T1 - T40, как показано, опора 26 или 28 также опускается под воздействием соответствующего приводного средства 218 или 242 синхронно с опусканием полок 144, 146, облегчая формирование штабеля черепиц на опоре 26 или 28 по мере того, как опора перемещается по рабочему участку 244 пространственного маршрута, а высота штабеля достигает 40 черепиц к моменту, когда опора 26 или 28 достигает нижнего конца 262 указанного рабочего участка (фиг. 4).
Когда укладка штабеля завершается, срабатывает устройство захвата штабеля 30, помещая штабель захватами в положение 30a на фиг. 1. Затем захват 30 поворачивается против часовой стрелки, как показано на фиг. 1 и 14, переходя в положение 30b на фиг. 1, в котором штабель черепиц T1 - T40 устанавливается на упаковочный стол или тому подобное.
Когда укладка штабеля черепиц на опоре 26 или 28 заканчивается и опора достигает нижнего конца 262 рабочего участка 244, другая опора из числа опор 26 или 28 приближается к рабочему положению и входит в него на входном конце 248 рабочего участка 244, т.е. опора 26 или 28 занимает положение, показанное на фиг. 5 или 6.
Из сказанного ясно, что приводные средства 218 или 242 должны работать со скоростью, соответствующей той, которая обеспечивает прохождение опоры 26 или 28 около соответствующих звездочек в нижнем конце 262 рабочего участка 244, по нерабочему участку 246 и около соответствующей звездочки 188, 190 или 198, 200, выводя опору 26 или 28 в рабочее положение на входном конце 248 рабочего участка 244, в то время как другая из двух опор со сформированным на ней штабелем черепиц достигает нижнего конца рабочего участка.
Работа средства регулирования скорости 72 описана в отношении подачи последовательности черепиц на второе подающее устройство 22; однако средство 72 имеет дополнительный рабочий режим, который включается после передачи сороковой черепицы на вторичное подающее устройство 22 и по мере приближения опоры 26 или 28 к входному концу 248 рабочего участка 244 средства формирования штабелей.
В дополнительном рабочем режиме скорости вращения роликов 88 и 90 контролируются с целью недопущения попадания черепицы на полки 144 средства 22, что допускает опускание опоры 26 или 28 между полками 144, 146 в рабочее положение, показанное на фиг. 5 и 6.
Очевидно также, что работа различных приводных средств подборочного устройства тесным образом синхронизирована с целью максимально эффективного использования изобретения.
В то время как подборочное устройство 10 и в особенности средство формирования штабелей 24 настроены на формирование штабелей из 40 черепиц, в других компоновках штабеля могут формироваться из любого требуемого количества черепиц.
Модификации, которые могут быть выполнены в пределах настоящего изобретения, включают подборочное устройство, в котором средство формирования штабелей может включать более двух опор, на которых формируются штабеля черепиц, например, в случаях, когда штабеля состоят из 10 черепиц, возможно наличие четырех опор, размещенных по две на каждой соответствующей паре бесконечных цепей.
Можно ожидать, что компактный характер новой подборочной системы, описанной здесь, может быть использован на предприятии, на котором испытывается нехватка площадей.
В пределах объема настоящего изобретения возможны и другие модификации.
Изобретение предназначено для использования при формировании штабелей изделий, например цементной кровельной черепицы (Т), со скоростью 200 черепиц в 1 мин. Устройство включает конвейерное средство, с помощью которого изделия (Т) последовательно подаются к средству регулирования скорости, посредством которого каждая черепица (Т) передается в условиях "без нагрузки" или практически "без нагрузки" на вертикальный полочный конвейер. Черепицы (Т), удерживаемые на конвейере, укладываются на опору (26, 28) средства формирования штабелей (24) в условиях "без нагрузки" или практически "без нагрузки", что позволяет избежать поломок черепицы (Т), связанных с "ударными нагрузками", которым она подвергается при существущих технических решениях. Средство формирования штабелей (24) конвейерно-подборочного устройства снабжено опорами (26,28), последовательно перемещающимися по некоторому пространственному маршруту со скоростью, которая обеспечивает завершение формирования штабеля черепиц (Т) на одной из указанных опор (26, 28) в нижнем конце маршрута в течение того времени, за которое другая из указанных опор (26, 28) приближается к входному концу маршрута, что облегчает штабелирование черепиц (Т) в последовательных штабелях. Технический результат заключается в исключении ударных нагрузок при перемещении черепицы. 7 з.п. ф-лы, 14 ил.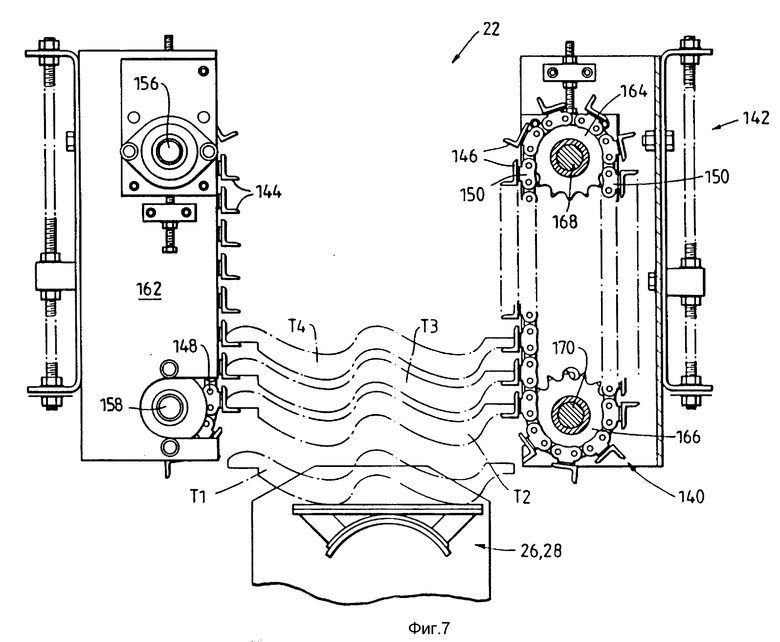
| УСТРОЙСТВО для ГРАДУИРОВКИ ИНДИВИДУАЛЬНЫХ ШКАЛ | 0 |
|
SU173436A1 |
| US 4867626 A, 19.09.89 | |||
| Устройство для разделения потока и штабелирования штучных грузов | 1974 |
|
SU577163A1 |
| DE 3017612 A, 12.11.81. | |||
